You might also like
- Recent Progress in Graphene Based Ceramic Composites A ReviewDocument23 pagesRecent Progress in Graphene Based Ceramic Composites A ReviewAlina JumoleaNo ratings yet
- A Review On Machining of Metal Matrix Composites U PDFDocument23 pagesA Review On Machining of Metal Matrix Composites U PDFAlina JumoleaNo ratings yet
- A Review On Machining of Metal Matrix Composites UDocument23 pagesA Review On Machining of Metal Matrix Composites UAlina JumoleaNo ratings yet
- Production and Properties of Silicon Carbide Particles Reinforced Aluminium Alloy CompositesDocument4 pagesProduction and Properties of Silicon Carbide Particles Reinforced Aluminium Alloy CompositesAlina JumoleaNo ratings yet
- Single-step wick-debinding and sintering of injection molded ceramic partsDocument6 pagesSingle-step wick-debinding and sintering of injection molded ceramic partsAlina JumoleaNo ratings yet
- Materiale Si Tehnologii NeconventionaleDocument229 pagesMateriale Si Tehnologii Neconventionaleibol830692% (12)
- Article 15 Jers Volii Issue Iv Oct Dec 2011 PDFDocument7 pagesArticle 15 Jers Volii Issue Iv Oct Dec 2011 PDFAlina JumoleaNo ratings yet
- Mechanical properties of aluminum composites reinforced with SiCDocument4 pagesMechanical properties of aluminum composites reinforced with SiCAlina JumoleaNo ratings yet
- 58 SiliconDocument14 pages58 SiliconAminul Islam ShaonNo ratings yet
- Aluminum Silicon Carbide and Aluminum GraphiteDocument6 pagesAluminum Silicon Carbide and Aluminum Graphitelakshmigsr6610No ratings yet
- AnorganicDocument24 pagesAnorganicAlina JumoleaNo ratings yet
- Advanced Inverted Metallurgical Microscopes Take Digital Imaging to the Next LevelDocument18 pagesAdvanced Inverted Metallurgical Microscopes Take Digital Imaging to the Next LevelAlina JumoleaNo ratings yet
- Matrix Structure Evolution and Nanoreinforcement Distribution in Mechanically Milled and Spark Plasma Sintered Al-Sic NanocompositesDocument42 pagesMatrix Structure Evolution and Nanoreinforcement Distribution in Mechanically Milled and Spark Plasma Sintered Al-Sic NanocompositesAlina JumoleaNo ratings yet
- ActaTechbicaNapocensis2015 PDFDocument6 pagesActaTechbicaNapocensis2015 PDFAlina JumoleaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Basic Ice Rink Building Design Scope: OverviewDocument5 pagesBasic Ice Rink Building Design Scope: OverviewKCFUNGNo ratings yet
- Thesis Ge TFET Source OnlyDocument123 pagesThesis Ge TFET Source OnlySumeet KalraNo ratings yet
- Introductory Chemistry Atoms First 5th Edition Russo Solutions Manual 1Document10 pagesIntroductory Chemistry Atoms First 5th Edition Russo Solutions Manual 1seanjacksonkwzgnbxift100% (28)
- Daily Lesson PlanDocument8 pagesDaily Lesson PlanTamie P. Galindo100% (1)
- P51860a Ial Biology Wbi04 01 Jan18Document28 pagesP51860a Ial Biology Wbi04 01 Jan18Βασιλεία ΕυαγγέλουNo ratings yet
- InterpretationDocument38 pagesInterpretationGM AbeNo ratings yet
- 1732Document30 pages1732rikechNo ratings yet
- Chapter 15 Acid Base Equilibrium and BuffersDocument9 pagesChapter 15 Acid Base Equilibrium and Buffersmememe123123No ratings yet
- 2023-JEE Advanced-2-PAPER-2Document16 pages2023-JEE Advanced-2-PAPER-2Devansh GoelNo ratings yet
- MsdsDocument6 pagesMsdsAhmad FakhriNo ratings yet
- Bio FermentationDocument8 pagesBio FermentationCecil ClaveriaNo ratings yet
- PILE FOUNDATION REPORTDocument24 pagesPILE FOUNDATION REPORTGagan NagpalNo ratings yet
- Separations and Reactors Design Project Production of Allyl ChlorideDocument8 pagesSeparations and Reactors Design Project Production of Allyl ChloridefathiNo ratings yet
- 1N4099 1N4135, 1N4614 1N4627Document4 pages1N4099 1N4135, 1N4614 1N4627tommy99No ratings yet
- Sikaflex 256Document2 pagesSikaflex 256aboali8686No ratings yet
- Factor Determination of Cerium Sulphate vs. Hydroquinone: Mettler ToledoDocument3 pagesFactor Determination of Cerium Sulphate vs. Hydroquinone: Mettler ToledoBhupesh MulikNo ratings yet
- Mec 224 Properties of Mat TheoryDocument73 pagesMec 224 Properties of Mat TheoryNoreliana Md Sharif100% (5)
- Ticona Molded Plastic Gear DesignDocument6 pagesTicona Molded Plastic Gear DesignpolumathesNo ratings yet
- Kalibrasi Mesin DialDocument78 pagesKalibrasi Mesin DialMrQmonkNo ratings yet
- Plastic ExtrusionDocument35 pagesPlastic ExtrusionOff Campus100% (2)
- Paper 2 June 2007 PhysicsDocument16 pagesPaper 2 June 2007 PhysicssolarixeNo ratings yet
- Checklist TextiletestingDocument2 pagesChecklist TextiletestingVinay GuptaNo ratings yet
- Sellos T-5610 T-5610QDocument8 pagesSellos T-5610 T-5610QBenicio Joaquín Ferrero BrebesNo ratings yet
- Astec Hot Mix Mag Vol19 No1Document48 pagesAstec Hot Mix Mag Vol19 No1Osman VielmaNo ratings yet
- EOR ReportDocument119 pagesEOR Reportrarunr1100% (2)
- Ion ExchangeDocument25 pagesIon ExchangeArie Ikhwan SaputraNo ratings yet
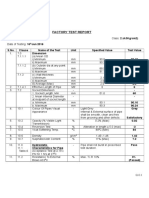
- FTRDocument1 pageFTRanon_127491670No ratings yet
- Chemical EquilibriumDocument2 pagesChemical EquilibriumDaniel Loh100% (1)