You might also like
- Gestion ApprovisionnementsDocument7 pagesGestion ApprovisionnementsJamel HaouasNo ratings yet
- Techniques de Prévision Et Plan Directeur de ProductionDocument41 pagesTechniques de Prévision Et Plan Directeur de ProductionAmjedNo ratings yet
- Formation Gestion Des StocksDocument39 pagesFormation Gestion Des StocksMohammed FAHASNo ratings yet
- Rapportn°5-La Fonction D'approvisionnement Et La Gestion Des StocksDocument23 pagesRapportn°5-La Fonction D'approvisionnement Et La Gestion Des StocksNabil Bouchama100% (1)
- Gestion Stocks & Entrepôts 2Document38 pagesGestion Stocks & Entrepôts 2MOHAMED REDA LAKHLIFINo ratings yet
- ACHAT 2022 V EtudiantDocument151 pagesACHAT 2022 V EtudiantIMAD ElYAZIDINo ratings yet
- Activites L Inventaire Et Son CorrigeDocument9 pagesActivites L Inventaire Et Son CorrigeMerouane AllalouNo ratings yet
- ExpoDocument18 pagesExpoMimounGuenfoudiNo ratings yet
- La Gestion Des Stocks Et Approvisionnement - TsDocument55 pagesLa Gestion Des Stocks Et Approvisionnement - TsMed Said Sahim100% (1)
- Procédure-Approvisionnement - DocDocument54 pagesProcédure-Approvisionnement - DocNabil BouchamaNo ratings yet
- La Gestion Des StocksDocument11 pagesLa Gestion Des Stocksfosnea_anamariaNo ratings yet
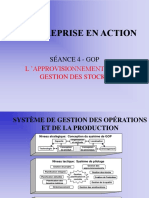
- L 'Entreprise en Action: L 'Approvisionnement Et La Gestion Des StocksDocument28 pagesL 'Entreprise en Action: L 'Approvisionnement Et La Gestion Des StocksMalakato_AllahNo ratings yet
- L'entreprise Est Une Unité Économique Organisée Au Sein de Laquelle Sont Regroupés Divers Moyens DontDocument14 pagesL'entreprise Est Une Unité Économique Organisée Au Sein de Laquelle Sont Regroupés Divers Moyens DontAmél BenoufellaNo ratings yet
- Gestion de StockDocument29 pagesGestion de StockSally BoutabbaNo ratings yet
- Broblématique Marjane PDFDocument83 pagesBroblématique Marjane PDFaneflous khadija50% (4)
- Audit Gestion de StockDocument23 pagesAudit Gestion de StockIKRAM EZZARINo ratings yet
- PocessusdachatDocument92 pagesPocessusdachatMarouane EzzouhairiNo ratings yet
- Ch5 EntreposageDocument9 pagesCh5 EntreposageElena-Daniela Voicu100% (1)
- Présentation Gestion de Stock KhaoulaDocument33 pagesPrésentation Gestion de Stock KhaoulaIMad IMad100% (1)
- Gestion Des Stockjs PDFDocument64 pagesGestion Des Stockjs PDFZakariaKhanchaouiNo ratings yet
- Operation Et LogistiqueDocument10 pagesOperation Et LogistiqueDriss El HadaouiNo ratings yet
- M0084DESAG09Document119 pagesM0084DESAG09constantNo ratings yet
- Audit InterneDocument60 pagesAudit InterneMohamed toraiNo ratings yet
- La Logistique Du MédicamentDocument51 pagesLa Logistique Du Médicamenteforum10100% (1)
- Gestion de StockDocument36 pagesGestion de StockTaoufik RoundiNo ratings yet
- La Gestion Économique Des StocksDocument10 pagesLa Gestion Économique Des StocksHanane RimiNo ratings yet
- Logistique de SoutienDocument15 pagesLogistique de SoutienYo Le StagiaireNo ratings yet
- Gestion Des Approvisionnements Et de StockDocument27 pagesGestion Des Approvisionnements Et de StockAllache Abderrahman100% (1)
- Système de Gestion D'entrepôtDocument18 pagesSystème de Gestion D'entrepôtAbdessamad Irfaq100% (1)
- StocksDocument253 pagesStocksirina obrejaNo ratings yet
- Gestion PalettesDocument48 pagesGestion Palettesyayayal100% (2)
- Cours - Des - Entrepots Ok PDFDocument84 pagesCours - Des - Entrepots Ok PDFJebariNo ratings yet
- Cours Gestion Des StocksDocument77 pagesCours Gestion Des StocksSam DallaliNo ratings yet
- Gestion Des Stocks Et Des ApprovisionnementsDocument9 pagesGestion Des Stocks Et Des Approvisionnementsomar2022No ratings yet
- Gestion Et Organisation Du Magasin de StockageDocument59 pagesGestion Et Organisation Du Magasin de Stockagemounir facebook100% (2)
- Fiche de Poste Du Responsable CommercialDocument1 pageFiche de Poste Du Responsable Commercialjihad bekkaliNo ratings yet
- Chapitre 3.8 Gestion Des StocksDocument21 pagesChapitre 3.8 Gestion Des Stocksassimil03No ratings yet
- Cours - Partie1Document27 pagesCours - Partie1simo jinNo ratings yet
- Evaluation de La Gestion Des Stock Au Sein de L'entreprise PDFDocument67 pagesEvaluation de La Gestion Des Stock Au Sein de L'entreprise PDFdrastop100% (1)
- Groupe Escae Gas l3Document62 pagesGroupe Escae Gas l3Mohamed IbrahimNo ratings yet
- Introduction Au Cours de La Gestion Des StocksDocument15 pagesIntroduction Au Cours de La Gestion Des Stocksismail10messi1989100% (1)
- Audit Gestion de StockDocument23 pagesAudit Gestion de StockLamiaa ThailiNo ratings yet
- Cours Logistique Des AchatsDocument80 pagesCours Logistique Des AchatsYousra KahouacheNo ratings yet
- Approvisionnement Et StockDocument14 pagesApprovisionnement Et StockOumar HertossiNo ratings yet
- PFE0 ChadliDocument57 pagesPFE0 Chadlisouloh omarNo ratings yet
- Cours - Gestion D - Entrepôt Et de PFL - 3Document24 pagesCours - Gestion D - Entrepôt Et de PFL - 3Amir Ben Charki100% (1)
- 222 PPT Final LogistiqueDocument22 pages222 PPT Final LogistiqueChaimae EL MoussaouiNo ratings yet
- Cours Approvisionnement Et Gestion de StockDocument71 pagesCours Approvisionnement Et Gestion de Stockjky impNo ratings yet
- L'approvisionnementDocument2 pagesL'approvisionnementSaâd BenbakkaNo ratings yet
- ApprovisionnementDocument10 pagesApprovisionnementabeidi makrem0% (1)
- Projet de Memoire Master 1Document28 pagesProjet de Memoire Master 1Aurel Olajidé ADEYENo ratings yet
- La Logistique de Distribution Des Produits PharmaceutiqueDocument5 pagesLa Logistique de Distribution Des Produits PharmaceutiqueYounes JabbourNo ratings yet
- Gestion Logistique Du MédicamentDocument76 pagesGestion Logistique Du MédicamentAlexandre Kpangny BéniNo ratings yet
- La LA GESTION COOPERATIVE - THEORIE ET PRATIQUE: De la spécificité à l’avantage concurrentiel - Émergence d’un nouveau paradigmeFrom EverandLa LA GESTION COOPERATIVE - THEORIE ET PRATIQUE: De la spécificité à l’avantage concurrentiel - Émergence d’un nouveau paradigmeNo ratings yet
- 33 - Gestion Des Pièces de RechangeDocument33 pages33 - Gestion Des Pièces de Rechangeazemi100% (5)
- CH4 Optimisation Gestion Des StocksDocument20 pagesCH4 Optimisation Gestion Des StocksabdoullahsakhoNo ratings yet
- Méthode ABC Et ABZDocument5 pagesMéthode ABC Et ABZcharles langmiaNo ratings yet
- Analyse D'un Stock: 1 Segmentation Par Les Utilisations Et Les Contraintes LogistiquesDocument4 pagesAnalyse D'un Stock: 1 Segmentation Par Les Utilisations Et Les Contraintes LogistiquesAnwar RajawiNo ratings yet
- CoursABC Et ParetoDocument21 pagesCoursABC Et ParetoAli SemlaliNo ratings yet
- Controle InterneDocument10 pagesControle InterneMohamed Said BENMOUSSANo ratings yet
- 2264 - tcm100 34851 - tcm100 196733 32Document18 pages2264 - tcm100 34851 - tcm100 196733 32donNo ratings yet
- Dufour PDFDocument17 pagesDufour PDFMohamed Said BENMOUSSANo ratings yet
- Projet de Fin D'étudeDocument83 pagesProjet de Fin D'étudeMohamed Said BENMOUSSANo ratings yet
- Word VisionDocument30 pagesWord VisionMohamed Said BENMOUSSANo ratings yet
- Controle InterneDocument34 pagesControle InterneMohamed Said BENMOUSSA100% (1)
- Contrôle de Gestion Amendis TangerDocument19 pagesContrôle de Gestion Amendis TangerMohamed Said BENMOUSSA100% (1)
- Manuel de Procédure ComptableDocument4 pagesManuel de Procédure ComptableMohamed Said BENMOUSSA100% (1)
- Contrà Le de Gestion Sur Mesure Industrie, Grande Distribution, Banque, Culture, Secteur Public PDFDocument266 pagesContrà Le de Gestion Sur Mesure Industrie, Grande Distribution, Banque, Culture, Secteur Public PDFdina;amariNo ratings yet
- Projet de Fin D'étudeDocument83 pagesProjet de Fin D'étudeMohamed Said BENMOUSSA100% (2)
- Projet de Fin D'étudeDocument83 pagesProjet de Fin D'étudeMohamed Said BENMOUSSA100% (2)
- Projet de Fin D'étudeDocument83 pagesProjet de Fin D'étudeMohamed Said BENMOUSSA100% (2)
- 91-Zarrouk FakfakhDocument13 pages91-Zarrouk FakfakhYassine BoughaidiNo ratings yet
- Guide Pratique Pour Financer Son Entreprise by Jean-Marc Tariant, Céline BoulangerDocument320 pagesGuide Pratique Pour Financer Son Entreprise by Jean-Marc Tariant, Céline Boulangerqsx qxsqNo ratings yet
- OHADA Comptable PDFDocument438 pagesOHADA Comptable PDFKAYZERNo ratings yet
- Definition Du ComptaDocument11 pagesDefinition Du ComptafadiaNo ratings yet
- Procédures Et Techniques de Gestion de La TrésorerieDocument81 pagesProcédures Et Techniques de Gestion de La TrésorerieTapha Diaby100% (2)
- These Ghozzi-FaizaDocument237 pagesThese Ghozzi-FaizaYokoshi ItachiNo ratings yet
- Business Plan ModelDocument25 pagesBusiness Plan Modeldallagi mohamedNo ratings yet
- Le Secteur Du Textile Au MarocDocument9 pagesLe Secteur Du Textile Au Marocxelox1No ratings yet
- Les Mathématiques Financières 1Document43 pagesLes Mathématiques Financières 1ghita ellNo ratings yet
- ECO Edt S135 2020-2021Document4 pagesECO Edt S135 2020-2021adam dahouNo ratings yet
- IAS 21 Effets Des Variations Des Cours Des DevisesDocument12 pagesIAS 21 Effets Des Variations Des Cours Des DevisesSimo Simo100% (1)
- Objectifs Généraux de L'auditeurDocument30 pagesObjectifs Généraux de L'auditeurMourad Badri100% (1)
- Dbouchtara PDFDocument324 pagesDbouchtara PDFErjqti MohmedNo ratings yet
- Cae Note054Document12 pagesCae Note054fouedisggNo ratings yet
- Questions Marketing BancaireDocument7 pagesQuestions Marketing BancaireHajar ElKhalbiNo ratings yet
- Notice DTTDocument2 pagesNotice DTTRegraguiLachhabNo ratings yet
- Soutenance de Mémoire CopieDocument31 pagesSoutenance de Mémoire CopieMahamadou AbdouNo ratings yet
- P0204MBF18Document75 pagesP0204MBF18Granse Emmanuel DjigbenouNo ratings yet
- Business Plan Salon de CoiffureDocument4 pagesBusiness Plan Salon de Coiffurebfofanacharles74% (23)
- Sujet Corrige DSCG Ue5 2010Document12 pagesSujet Corrige DSCG Ue5 2010Aboubacar Bakary Ndiaye100% (7)
- PFE, Fatima Zahra Lachhab & Zakaria Moussaid - TV2 - 1Document48 pagesPFE, Fatima Zahra Lachhab & Zakaria Moussaid - TV2 - 1Nesrine Agha100% (1)
- COURS IR - ISCAE 1ERE ANNEE CEC Partie 1Document77 pagesCOURS IR - ISCAE 1ERE ANNEE CEC Partie 1conso-fusionNo ratings yet
- Mémoired e Fin D'étudesDocument166 pagesMémoired e Fin D'étudesSoukaina100% (1)
- Diagnostic CommercialDocument12 pagesDiagnostic CommercialReda KhadiryNo ratings yet
- Brouillons de TeleperformanceDocument9 pagesBrouillons de TeleperformanceRANDRIAMANJAKA BRIEL TANIENNo ratings yet
- Critères Dinvestissement Gagnants Leonis InvestissementDocument13 pagesCritères Dinvestissement Gagnants Leonis InvestissementSamuel JosephNo ratings yet
- FCH Sage 100 ComptabiliteDocument2 pagesFCH Sage 100 ComptabiliteIssoufa Assalik AlimaneNo ratings yet
- Qu'est Ce Que L'innovationDocument3 pagesQu'est Ce Que L'innovationMęd EssafraouiNo ratings yet
- Bac 2019 MDO STMGDocument4 pagesBac 2019 MDO STMGAnonymous wG2WbXZzC100% (1)
- Rapport Sur La Semaine de La FemmeDocument3 pagesRapport Sur La Semaine de La FemmeFarah El IdrissiNo ratings yet