You might also like
- Employee Central Payroll PDFDocument4 pagesEmployee Central Payroll PDFMohamed ShanabNo ratings yet
- Superduplex Welding Procedure Specification (WPSDocument4 pagesSuperduplex Welding Procedure Specification (WPSClaudia Mms100% (3)
- Collaboration Live User Manual - 453562037721a - en - US PDFDocument32 pagesCollaboration Live User Manual - 453562037721a - en - US PDFIvan CvasniucNo ratings yet
- NEW CREW Fast Start PlannerDocument9 pagesNEW CREW Fast Start PlannerAnonymous oTtlhP100% (3)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Aci 207.1Document38 pagesAci 207.1safak kahraman100% (7)
- Prestressing ProductsDocument40 pagesPrestressing ProductsSakshi Sana100% (1)
- Econ Old Test 2Document7 pagesEcon Old Test 2Homer ViningNo ratings yet
- Asian Construction Dispute Denied ReviewDocument2 pagesAsian Construction Dispute Denied ReviewJay jogs100% (2)
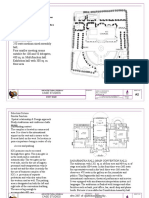
- International Convention Center, BanesworDocument18 pagesInternational Convention Center, BanesworSreeniketh ChikuNo ratings yet
- Wb1700e Enicu-BDocument1 pageWb1700e Enicu-BcwiksjNo ratings yet
- Wb2092e E7024Document1 pageWb2092e E7024cwiksjNo ratings yet
- WB88SHR M.M.A. welding electrode propertiesDocument1 pageWB88SHR M.M.A. welding electrode propertieslathasri78No ratings yet
- WB35S welding electrodeDocument1 pageWB35S welding electrodelathasri78No ratings yet
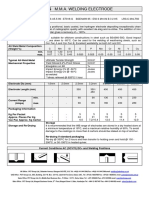
- M.M.A. Welding Electrode: Classifications & ApprovalsDocument1 pageM.M.A. Welding Electrode: Classifications & ApprovalscwiksjNo ratings yet
- WB56S M.M.A. welding electrode specificationsDocument1 pageWB56S M.M.A. welding electrode specificationslathasri78No ratings yet
- WB4303EDocument1 pageWB4303EcwiksjNo ratings yet
- Wb2318e E9018-MDocument1 pageWb2318e E9018-McwiksjNo ratings yet
- WB9009E M.M.A. Welding Electrode Product InformationDocument1 pageWB9009E M.M.A. Welding Electrode Product Informationlathasri78No ratings yet
- M.M.A. Welding ElectrodeDocument1 pageM.M.A. Welding ElectrodecwiksjNo ratings yet
- WB56S M.M.A. Welding Electrode for Offshore FabricationsDocument1 pageWB56S M.M.A. Welding Electrode for Offshore FabricationscwiksjNo ratings yet
- Wb76S M.M.A. Welding Electrode: Classifications & ApprovalsDocument1 pageWb76S M.M.A. Welding Electrode: Classifications & Approvalslathasri78No ratings yet
- M.M.A. welding electrode for Martensitic stainless steelsDocument1 pageM.M.A. welding electrode for Martensitic stainless steelscwiksjNo ratings yet
- All-Purpose Welding ElectrodeDocument1 pageAll-Purpose Welding ElectrodecwiksjNo ratings yet
- WB5525E MMA Welding Electrode Spec SheetDocument1 pageWB5525E MMA Welding Electrode Spec SheetcwiksjNo ratings yet
- All-position stainless steel electrode for difficult weldsDocument1 pageAll-position stainless steel electrode for difficult weldscwiksjNo ratings yet
- M.M.A. Welding ElectrodeDocument1 pageM.M.A. Welding ElectrodecwiksjNo ratings yet
- Wb1700e Enicu-BDocument1 pageWb1700e Enicu-BcwiksjNo ratings yet
- Az 850Document2 pagesAz 850Aravindh RaNo ratings yet
- C 70 SuperthermDocument2 pagesC 70 SuperthermMandeep SinghNo ratings yet
- Consumables For E911 Crmo Steel: En/Din AstmDocument3 pagesConsumables For E911 Crmo Steel: En/Din Astmmohamed AdelNo ratings yet
- AUTOMIG 80S Ni1 - TIGFIL 80S Ni1Document1 pageAUTOMIG 80S Ni1 - TIGFIL 80S Ni1Kalyan Chakravathi A GNo ratings yet
- 12a DPST Miniature Power RelayDocument2 pages12a DPST Miniature Power RelaykarkeraNo ratings yet
- Primacore MW 71Document2 pagesPrimacore MW 71rjan7peNo ratings yet
- Metrode ER110S-G FillerDocument6 pagesMetrode ER110S-G FillerBernie SimcsNo ratings yet
- 70cuni TigDocument3 pages70cuni TigGiannhs SeitaridhsNo ratings yet
- TECHNICAL REPORT (CSF-81TM)Document5 pagesTECHNICAL REPORT (CSF-81TM)matiasg.sanchezv95No ratings yet
- Stainless SteelDocument1 pageStainless SteelSadashiva sahoo100% (1)
- Electrode ComparisionDocument1 pageElectrode ComparisionAnilNo ratings yet
- American Zettler AZ8 1CH 24DSEDocument4 pagesAmerican Zettler AZ8 1CH 24DSEadiegooscarNo ratings yet
- RepTec-cast IronDocument2 pagesRepTec-cast IronSDS MANINo ratings yet
- AUTOMIG 80S-Ni1 / TIGFIL 80S-Ni1: AWS A/SFA 5.28 EN ISO 14341-A EN ISO 636-ADocument1 pageAUTOMIG 80S-Ni1 / TIGFIL 80S-Ni1: AWS A/SFA 5.28 EN ISO 14341-A EN ISO 636-AsatnamNo ratings yet
- Railrod: Data SheetDocument1 pageRailrod: Data Sheetmohamed AdelNo ratings yet
- LM6 Aluminum Casting Alloy Chemical Composition Properties ApplicationsDocument3 pagesLM6 Aluminum Casting Alloy Chemical Composition Properties ApplicationsSohail ShaikhNo ratings yet
- Chromet 92: Mma All-Positional Electrode For Joining P92 Creep Resisting SteelDocument2 pagesChromet 92: Mma All-Positional Electrode For Joining P92 Creep Resisting SteelVVan TanNo ratings yet
- CuZn33 CatalogueDocument9 pagesCuZn33 CataloguefedericoNo ratings yet
- Hottech BZX55CDocument3 pagesHottech BZX55CFábio Freitas OliveiraNo ratings yet
- Singleturn Potentiometers PD200/210 20.0mm 100,000 Cycles WirewoundDocument6 pagesSingleturn Potentiometers PD200/210 20.0mm 100,000 Cycles WirewoundRafael CocãoNo ratings yet
- Tri-Rated Rev005Document2 pagesTri-Rated Rev005Jean Pierre Goossens100% (1)
- Lifeline® Specialty: Fire Resistant QFCI Cable: Fire Resistant, Flame Retardant Halogen-Free Loose Tube - QFCI/O/RM-JMDocument2 pagesLifeline® Specialty: Fire Resistant QFCI Cable: Fire Resistant, Flame Retardant Halogen-Free Loose Tube - QFCI/O/RM-JMkevinwz1989No ratings yet
- 3310 Aluminum Sheer Beam Load Cell: Vishay Tedea-HuntleighDocument3 pages3310 Aluminum Sheer Beam Load Cell: Vishay Tedea-Huntleighsweet boy play boyNo ratings yet
- T90 A230xsmdDocument2 pagesT90 A230xsmdhgfgffgfggffgNo ratings yet
- TT - Electronics 898 3 R100K Datasheet PDFDocument4 pagesTT - Electronics 898 3 R100K Datasheet PDFelnegritoheberNo ratings yet
- Conarc85 EngDocument2 pagesConarc85 EngRaviTeja Bhamidi100% (1)
- 33kv Techni8cal Specification Edited FormatDocument16 pages33kv Techni8cal Specification Edited Formatvikas kumarNo ratings yet
- 1%Ni Low Alloy Steel for Improved ToughnessDocument4 pages1%Ni Low Alloy Steel for Improved Toughnessmohamed AdelNo ratings yet
- Datasheet 507446 Zettler Electronics Az9571 1c 3de PCB Relay 3 V DC 1 A 1 Change Over 1 PcsDocument2 pagesDatasheet 507446 Zettler Electronics Az9571 1c 3de PCB Relay 3 V DC 1 A 1 Change Over 1 PcsAitorNo ratings yet
- LINCOLN Nicromo 60-16Document2 pagesLINCOLN Nicromo 60-16AbdülHak ÖZkaraNo ratings yet
- High Power Resistors: Type Bds 100 SeriesDocument2 pagesHigh Power Resistors: Type Bds 100 Seriesmanjubd1No ratings yet
- Shielded Power Inductors GuideDocument2 pagesShielded Power Inductors Guidemauricio alfonsoNo ratings yet
- Böhler CN 13/4-Mc Hi: Classifi CationsDocument1 pageBöhler CN 13/4-Mc Hi: Classifi CationsBranko FerenčakNo ratings yet
- X Bond: Welding Electrode For Structural Welding ApplicationDocument1 pageX Bond: Welding Electrode For Structural Welding ApplicationAmit ChapagainNo ratings yet
- .Trashed 1681404464 AZ8 1C 12DDocument4 pages.Trashed 1681404464 AZ8 1C 12DRoman RiveraNo ratings yet
- Metrode E2209 (B-60) ElectrodeDocument6 pagesMetrode E2209 (B-60) ElectrodeClaudia MmsNo ratings yet
- AZ951/AZ952 Subminiature Power Relay SpecificationsDocument3 pagesAZ951/AZ952 Subminiature Power Relay SpecificationsvssabinNo ratings yet
- CSF-71T Technical Report EN - V2Document7 pagesCSF-71T Technical Report EN - V2Miroslav ThôngNo ratings yet
- Az847 5Document2 pagesAz847 5SarathBattaNo ratings yet
- 22%Cr DUPLEX STAINLESS STEEL WELDING CONSUMABLESDocument7 pages22%Cr DUPLEX STAINLESS STEEL WELDING CONSUMABLESNguyen Anh TuanNo ratings yet
- Aisi 304Document2 pagesAisi 304Rohit100% (1)
- Robo TiPTiG Data Sheet FinalDocument2 pagesRobo TiPTiG Data Sheet FinalcwiksjNo ratings yet
- IN150 ProHeat 35 WaterCooled Induction System EnglishDocument4 pagesIN150 ProHeat 35 WaterCooled Induction System EnglishCARLOSNo ratings yet
- Daikoflux 940 ESW cladding flux data sheetDocument1 pageDaikoflux 940 ESW cladding flux data sheetcwiksjNo ratings yet
- N004 - Daiko Strip 625Document1 pageN004 - Daiko Strip 625cwiksjNo ratings yet
- Meeting Minutes Roberts RulesDocument1 pageMeeting Minutes Roberts RulessaeedNo ratings yet
- Carboklad Cr36 Data SheetDocument1 pageCarboklad Cr36 Data SheetcwiksjNo ratings yet
- Specifications: Product TypeDocument1 pageSpecifications: Product TypecwiksjNo ratings yet
- Specifications: Product TypeDocument1 pageSpecifications: Product TypecwiksjNo ratings yet
- Red To (-) Negative and Yellow To (+) Positive When Connecting Wires To ConnectorsDocument3 pagesRed To (-) Negative and Yellow To (+) Positive When Connecting Wires To ConnectorscwiksjNo ratings yet
- A Max WearplateDocument1 pageA Max WearplatecwiksjNo ratings yet
- All-position stainless steel electrode for difficult weldsDocument1 pageAll-position stainless steel electrode for difficult weldscwiksjNo ratings yet
- Hardfacing Wood Chipper KnivesDocument1 pageHardfacing Wood Chipper KnivescwiksjNo ratings yet
- NiCrFe alloy welding electrodeDocument1 pageNiCrFe alloy welding electrodeRoberto_PrrNo ratings yet
- Red To (-) Negative and Yellow To (+) Positive When Connecting Wires To ConnectorsDocument3 pagesRed To (-) Negative and Yellow To (+) Positive When Connecting Wires To ConnectorscwiksjNo ratings yet
- M.M.A. welding electrode for Martensitic stainless steelsDocument1 pageM.M.A. welding electrode for Martensitic stainless steelscwiksjNo ratings yet
- WB4303EDocument1 pageWB4303EcwiksjNo ratings yet
- Wb2318e E9018-MDocument1 pageWb2318e E9018-McwiksjNo ratings yet
- Wb1700e Enicu-BDocument1 pageWb1700e Enicu-BcwiksjNo ratings yet
- WB5525E MMA Welding Electrode Spec SheetDocument1 pageWB5525E MMA Welding Electrode Spec SheetcwiksjNo ratings yet
- M.M.A. Welding ElectrodeDocument1 pageM.M.A. Welding ElectrodecwiksjNo ratings yet
- M.M.A. welding electrode for Martensitic stainless steelsDocument1 pageM.M.A. welding electrode for Martensitic stainless steelscwiksjNo ratings yet
- Wb1500e Eni CiDocument1 pageWb1500e Eni CicwiksjNo ratings yet
- All-Purpose Welding ElectrodeDocument1 pageAll-Purpose Welding ElectrodecwiksjNo ratings yet
- AKTA MERGER (FINAL) - MND 05 07 2020 FNLDocument19 pagesAKTA MERGER (FINAL) - MND 05 07 2020 FNLNicoleNo ratings yet
- WELDING EQUIPMENT CALIBRATION STATUSDocument4 pagesWELDING EQUIPMENT CALIBRATION STATUSAMIT SHAHNo ratings yet
- CCT AsqDocument12 pagesCCT Asqlcando100% (1)
- Internship Report Recruitment & Performance Appraisal of Rancon Motorbikes LTD, Suzuki Bangladesh BUS 400Document59 pagesInternship Report Recruitment & Performance Appraisal of Rancon Motorbikes LTD, Suzuki Bangladesh BUS 400Mohammad Shafaet JamilNo ratings yet
- Lister LRM & SRM 1-2-3 Manual and Parts List - Lister - Canal WorldDocument4 pagesLister LRM & SRM 1-2-3 Manual and Parts List - Lister - Canal Worldcountry boyNo ratings yet
- CST Jabber 11.0 Lab GuideDocument257 pagesCST Jabber 11.0 Lab GuideHải Nguyễn ThanhNo ratings yet
- Compressive Strength Beam DesignDocument70 pagesCompressive Strength Beam DesignDjuned0% (1)
- Information Pack For Indonesian Candidate 23.06.2023Document6 pagesInformation Pack For Indonesian Candidate 23.06.2023Serevinna DewitaNo ratings yet
- ABBBADocument151 pagesABBBAJeremy MaraveNo ratings yet
- Pig PDFDocument74 pagesPig PDFNasron NasirNo ratings yet
- Fundamentals of Marketing NotebookDocument24 pagesFundamentals of Marketing NotebookMorrisa AlexanderNo ratings yet
- CCS PDFDocument2 pagesCCS PDFАндрей НадточийNo ratings yet
- Nature of ConversionDocument18 pagesNature of ConversionKiranNo ratings yet
- 1LE1503-2AA43-4AA4 Datasheet enDocument1 page1LE1503-2AA43-4AA4 Datasheet enAndrei LupuNo ratings yet
- Peter Wilkinson CV 1Document3 pagesPeter Wilkinson CV 1larry3108No ratings yet
- Chapter 7 - Cash BudgetDocument23 pagesChapter 7 - Cash BudgetMostafa KaghaNo ratings yet
- Business Case - Uganda Maize Export To South SudanDocument44 pagesBusiness Case - Uganda Maize Export To South SudanInfiniteKnowledge33% (3)
- EFM2e, CH 03, SlidesDocument36 pagesEFM2e, CH 03, SlidesEricLiangtoNo ratings yet
- Weka Tutorial 2Document50 pagesWeka Tutorial 2Fikri FarisNo ratings yet
- CASE DigeSTDocument2 pagesCASE DigeSTZepht BadillaNo ratings yet
- Biggest Lessons of 20 Years InvestingDocument227 pagesBiggest Lessons of 20 Years InvestingRohi Shetty100% (5)
- Gary Mole and Glacial Energy FraudDocument18 pagesGary Mole and Glacial Energy Fraudskyy22990% (1)