You might also like
- Wb2092e E7024Document1 pageWb2092e E7024cwiksjNo ratings yet
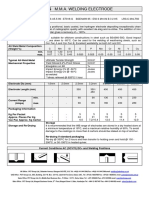
- M.M.A. Welding ElectrodeDocument1 pageM.M.A. Welding ElectrodecwiksjNo ratings yet
- Wb35S M.M.A. Welding Electrode: Welding@wballoys - Co.ukDocument1 pageWb35S M.M.A. Welding Electrode: Welding@wballoys - Co.uklathasri78No ratings yet
- Wb56S M.M.A. Welding Electrode: Welding@wballoys - Co.ukDocument1 pageWb56S M.M.A. Welding Electrode: Welding@wballoys - Co.uklathasri78No ratings yet
- Wb2092e E7024Document1 pageWb2092e E7024cwiksjNo ratings yet
- WB4303EDocument1 pageWB4303EcwiksjNo ratings yet
- M.M.A. Welding Electrode: Classifications & ApprovalsDocument1 pageM.M.A. Welding Electrode: Classifications & ApprovalscwiksjNo ratings yet
- Wb2318e E9018-MDocument1 pageWb2318e E9018-McwiksjNo ratings yet
- Wb4606e E312-17Document1 pageWb4606e E312-17cwiksjNo ratings yet
- M.M.A. Welding ElectrodeDocument1 pageM.M.A. Welding ElectrodecwiksjNo ratings yet
- WB56S E7016-1Document1 pageWB56S E7016-1cwiksjNo ratings yet
- Wb1500e Eni CiDocument1 pageWb1500e Eni CicwiksjNo ratings yet
- Wb88Shr M.M.A. Welding Electrode: Welding@wballoys - Co.ukDocument1 pageWb88Shr M.M.A. Welding Electrode: Welding@wballoys - Co.uklathasri78No ratings yet
- WB5525E ENiCrMo-5Document1 pageWB5525E ENiCrMo-5cwiksjNo ratings yet
- Wb76S M.M.A. Welding Electrode: Classifications & ApprovalsDocument1 pageWb76S M.M.A. Welding Electrode: Classifications & Approvalslathasri78No ratings yet
- Wb1700e Enicu-BDocument1 pageWb1700e Enicu-BcwiksjNo ratings yet
- Chromet 92: Mma All-Positional Electrode For Joining P92 Creep Resisting SteelDocument2 pagesChromet 92: Mma All-Positional Electrode For Joining P92 Creep Resisting SteelVVan TanNo ratings yet
- Wb1700e Enicu-BDocument1 pageWb1700e Enicu-BcwiksjNo ratings yet
- Supabase-X-Plus AdorDocument1 pageSupabase-X-Plus AdorJagan TnNo ratings yet
- SMAW Bohler Fox S EV 50 1 E7018 1H4RDocument1 pageSMAW Bohler Fox S EV 50 1 E7018 1H4RYoga ArdiansyahNo ratings yet
- X Bond: Welding Electrode For Structural Welding ApplicationDocument1 pageX Bond: Welding Electrode For Structural Welding ApplicationAmit ChapagainNo ratings yet
- Quality 102Cr6: Lucefin GroupDocument1 pageQuality 102Cr6: Lucefin GroupPaulo ZechinNo ratings yet
- Standard Power Cables: XLPE Insulated, PVC Sheathed, Single Core Unarmoured Cables To BS7889Document7 pagesStandard Power Cables: XLPE Insulated, PVC Sheathed, Single Core Unarmoured Cables To BS7889Bhagoo HatheyNo ratings yet
- LFBCW510L TN enDocument4 pagesLFBCW510L TN endrgilleNo ratings yet
- Wb9009E M.M.A. Welding Electrode: Bs en 14700-2005: Efe2Document1 pageWb9009E M.M.A. Welding Electrode: Bs en 14700-2005: Efe2lathasri78No ratings yet
- SL20GDocument2 pagesSL20Gridho_48No ratings yet
- 70cuni TigDocument3 pages70cuni TigGiannhs SeitaridhsNo ratings yet
- YAWATA 7018: Classification Applications Characteristics ApprovalsDocument1 pageYAWATA 7018: Classification Applications Characteristics ApprovalsDenny AgusNo ratings yet
- C 70 SuperthermDocument2 pagesC 70 SuperthermMandeep SinghNo ratings yet
- E 7016 Spezial electrode-oerlikon-en-TN110089Document2 pagesE 7016 Spezial electrode-oerlikon-en-TN110089Khhg AgddsNo ratings yet
- E 6013 Fincord M electrode-oerlikon-en-TN110429Document1 pageE 6013 Fincord M electrode-oerlikon-en-TN110429Khhg AgddsNo ratings yet
- Basic Coated Electrode For Creep Resisting Steels: 1501 GR 622 To 1504 GR 622, BS 359 GR 622/640 1503 GR 660, 1504Gr 660Document1 pageBasic Coated Electrode For Creep Resisting Steels: 1501 GR 622 To 1504 GR 622, BS 359 GR 622/640 1503 GR 660, 1504Gr 660mohamed AdelNo ratings yet
- Section 2 - Nikko Welding ConsumablesDocument9 pagesSection 2 - Nikko Welding Consumablesangga franugrahaNo ratings yet
- Data Sheet A-10: Alloy TypeDocument3 pagesData Sheet A-10: Alloy Typemohamed AdelNo ratings yet
- 102 CR 6Document2 pages102 CR 6ceca nikolicNo ratings yet
- Covered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile PropertiesDocument1 pageCovered (Stick) Electrodes (Smaw) Low Alloy Electrodes: Typical Tensile Propertiescorsini999No ratings yet
- Autopeso - PA6140 - 6240Document1 pageAutopeso - PA6140 - 6240Yeison DurangoNo ratings yet
- Prysmian - BS5467 PDFDocument5 pagesPrysmian - BS5467 PDFReginald D. De GuzmanNo ratings yet
- CM-9CB TG-S9Cb US-9CbDocument3 pagesCM-9CB TG-S9Cb US-9Cbamit singhNo ratings yet
- CSF-71T Technical Report EN - V2Document7 pagesCSF-71T Technical Report EN - V2Miroslav ThôngNo ratings yet
- LINCOLN Nicromo 60-16Document2 pagesLINCOLN Nicromo 60-16AbdülHak ÖZkaraNo ratings yet
- 1 3243hs652513 PDFDocument1 page1 3243hs652513 PDFmarko9292No ratings yet
- Conarc 49C: Basic ElectrodeDocument2 pagesConarc 49C: Basic ElectrodeMark Williams100% (1)
- Electrode Booklet F Web 21Document1 pageElectrode Booklet F Web 21satnamNo ratings yet
- N2XKB (AL) Y 1 X (16-800) MM 0.6/1 KVDocument5 pagesN2XKB (AL) Y 1 X (16-800) MM 0.6/1 KVmuhammad wafiNo ratings yet
- Böhler Fox CM 2 KB: Classifi CationsDocument1 pageBöhler Fox CM 2 KB: Classifi CationsBranko FerenčakNo ratings yet
- Typical Tensile Properties: Approvals Are Based On Factory Location. Please Contact ESAB For More InformationDocument1 pageTypical Tensile Properties: Approvals Are Based On Factory Location. Please Contact ESAB For More InformationKukuh YuonoNo ratings yet
- CLC4003 HardnessDocument5 pagesCLC4003 Hardnessarif.haddieNo ratings yet
- 90 MN CR V8Document1 page90 MN CR V8arunajay724No ratings yet
- Böhler CN 13/4-Mc Hi: Classifi CationsDocument1 pageBöhler CN 13/4-Mc Hi: Classifi CationsBranko FerenčakNo ratings yet
- Firetuf FTP 120 - Fire Resistant Armoured Power Cable: ConstructionDocument25 pagesFiretuf FTP 120 - Fire Resistant Armoured Power Cable: ConstructionBhagoo HatheyNo ratings yet
- CLC 18-12-4LN: A 3%mo Austenitic Stainless Steel With Nitrogen Addition (317LN Grade)Document4 pagesCLC 18-12-4LN: A 3%mo Austenitic Stainless Steel With Nitrogen Addition (317LN Grade)PeterWayNo ratings yet
- 1 3207hs104310Document1 page1 3207hs104310marko9292No ratings yet
- Resistor DatacsheetDocument4 pagesResistor DatacsheetNhan NguyenNo ratings yet
- CZLLCW511L TN enDocument4 pagesCZLLCW511L TN endrgilleNo ratings yet
- 4140 High Tensile Steel PDFDocument3 pages4140 High Tensile Steel PDFFikri SiplhoNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Welding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesFrom EverandWelding Craft Practice: Oxy-Acetylene Gas Welding and Related StudiesNo ratings yet
- Carboklad Cr36 Data SheetDocument1 pageCarboklad Cr36 Data SheetcwiksjNo ratings yet
- K034 - Daikoflux 940Document1 pageK034 - Daikoflux 940cwiksjNo ratings yet
- Specifications: Product TypeDocument1 pageSpecifications: Product TypecwiksjNo ratings yet
- Robo TiPTiG Data Sheet FinalDocument2 pagesRobo TiPTiG Data Sheet FinalcwiksjNo ratings yet
- Specifications: Product TypeDocument1 pageSpecifications: Product TypecwiksjNo ratings yet
- N004 - Daiko Strip 625Document1 pageN004 - Daiko Strip 625cwiksjNo ratings yet
- Metrode WPS SuperduplexDocument4 pagesMetrode WPS SuperduplexClaudia Mms100% (3)
- Utp 068 HHDocument1 pageUtp 068 HHRoberto_PrrNo ratings yet
- Hardfacing Wood Chipper KnivesDocument1 pageHardfacing Wood Chipper KnivescwiksjNo ratings yet
- Red To (-) Negative and Yellow To (+) Positive When Connecting Wires To ConnectorsDocument3 pagesRed To (-) Negative and Yellow To (+) Positive When Connecting Wires To ConnectorscwiksjNo ratings yet
- Meeting Minutes Roberts RulesDocument1 pageMeeting Minutes Roberts RulessaeedNo ratings yet
- M.M.A. Welding ElectrodeDocument1 pageM.M.A. Welding ElectrodecwiksjNo ratings yet
- A Max WearplateDocument1 pageA Max WearplatecwiksjNo ratings yet
- Red To (-) Negative and Yellow To (+) Positive When Connecting Wires To ConnectorsDocument3 pagesRed To (-) Negative and Yellow To (+) Positive When Connecting Wires To ConnectorscwiksjNo ratings yet
- Wb1700e Enicu-BDocument1 pageWb1700e Enicu-BcwiksjNo ratings yet
- IN150 ProHeat 35 WaterCooled Induction System EnglishDocument4 pagesIN150 ProHeat 35 WaterCooled Induction System EnglishCARLOSNo ratings yet
- WB5525E ENiCrMo-5Document1 pageWB5525E ENiCrMo-5cwiksjNo ratings yet
- WB4303EDocument1 pageWB4303EcwiksjNo ratings yet
- Wb4606e E312-17Document1 pageWb4606e E312-17cwiksjNo ratings yet
- Wb2318e E9018-MDocument1 pageWb2318e E9018-McwiksjNo ratings yet
- Wb1700e Enicu-BDocument1 pageWb1700e Enicu-BcwiksjNo ratings yet
- Wb1700e Enicu-BDocument1 pageWb1700e Enicu-BcwiksjNo ratings yet
- Wb1500e Eni CiDocument1 pageWb1500e Eni CicwiksjNo ratings yet
- Wb1500e Eni CiDocument1 pageWb1500e Eni CicwiksjNo ratings yet
- OrganocatalysisDocument42 pagesOrganocatalysisHifsa HussainNo ratings yet
- Hypochlorite Bleach Catalyst-ALQUAT BBA - Garment Processing ChemicalDocument9 pagesHypochlorite Bleach Catalyst-ALQUAT BBA - Garment Processing ChemicalL.N.CHEMICAL INDUSTRYNo ratings yet
- Structural Steel FabricationDocument14 pagesStructural Steel FabricationClarkFedele27No ratings yet
- Housekeeping ChemicalsDocument13 pagesHousekeeping ChemicalsRahul Jaiswar87% (31)
- Atlas Grade Datasheet 316 Rev Jan 2011 PDFDocument2 pagesAtlas Grade Datasheet 316 Rev Jan 2011 PDFmarklaforestNo ratings yet
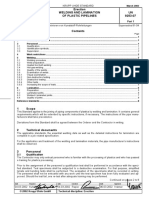
- Erection Welding and Lamination of Plastic Pipelines UN 9253-07Document8 pagesErection Welding and Lamination of Plastic Pipelines UN 9253-07Ahmed GomaaNo ratings yet
- Meijer Grand Chute Building Packages BiddersDocument33 pagesMeijer Grand Chute Building Packages BiddersAlex RayNo ratings yet
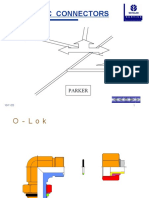
- P14 CX Hydr NippelsDocument11 pagesP14 CX Hydr NippelsasdfNo ratings yet
- Lab Sheet CNC TurningDocument4 pagesLab Sheet CNC TurningSeiichi HaruhiNo ratings yet
- Crosscut Sled PlanDocument6 pagesCrosscut Sled PlanRj NamffohNo ratings yet
- AHNO ProfileDocument26 pagesAHNO ProfilePavel PavelkaNo ratings yet
- Astm A266Document4 pagesAstm A26609122912680No ratings yet
- PCN廢水處理原理簡介 WWTPDocument67 pagesPCN廢水處理原理簡介 WWTPosmar winaldaNo ratings yet
- Introduction To Merichem TechnologyDocument16 pagesIntroduction To Merichem TechnologyNgoVietCuongNo ratings yet
- Flamex S: Constructive SolutionsDocument4 pagesFlamex S: Constructive SolutionsSHAIK ASIMUDDINNo ratings yet
- RT Report Format Rev.1 17-3-19Document6 pagesRT Report Format Rev.1 17-3-19mohd as shahiddin jafriNo ratings yet
- Powder Metallurgy ProjectDocument54 pagesPowder Metallurgy ProjectDhruv Raj33% (3)
- Asme Section Ii A-2 Sa-995Document4 pagesAsme Section Ii A-2 Sa-995Anonymous GhPzn1xNo ratings yet
- MEROXDocument16 pagesMEROXai_25109275% (4)
- Asian Heat Resisting Aluminium PaintDocument1 pageAsian Heat Resisting Aluminium Paintrumi_2kNo ratings yet
- Logan Fishing Bumper Sub (English)Document26 pagesLogan Fishing Bumper Sub (English)Gianfranco Exequiel Sebastian GarciaNo ratings yet
- Application of PaintsDocument2 pagesApplication of PaintsfaithNo ratings yet
- En Penetrant Test ProcedureDocument6 pagesEn Penetrant Test ProcedureAdham AhmedNo ratings yet
- Epoxy HR PDFDocument5 pagesEpoxy HR PDFJayaraman KamarajNo ratings yet
- Vaccum Heat TretmentDocument2 pagesVaccum Heat TretmentNITIN0% (1)
- Zem CoatDocument1 pageZem Coatjcedricaquino0% (1)
- Touchwood NC Thinner: Architectural CoatingsDocument2 pagesTouchwood NC Thinner: Architectural CoatingsmuthukumarNo ratings yet
- Cemwet SP 3000 (Pce 3)Document2 pagesCemwet SP 3000 (Pce 3)Angry BoyNo ratings yet
- PQR 01 PDFDocument2 pagesPQR 01 PDFVijay BhaleraoNo ratings yet
- Gatekeeper Inert Gas Purifier EsiteDocument4 pagesGatekeeper Inert Gas Purifier EsiteMarcos MedranoNo ratings yet