You might also like
- Tarea 2 Urgiles Lucas Josue EmanuelDocument4 pagesTarea 2 Urgiles Lucas Josue EmanuelJosué UrgilésNo ratings yet
- P1 Modelo de Corte Ortogonal INFORME PRÁCTICA #1Document7 pagesP1 Modelo de Corte Ortogonal INFORME PRÁCTICA #1Kevin ElizaldeNo ratings yet
- Teoría Del Maquinado de MetalesDocument39 pagesTeoría Del Maquinado de MetalesJavier RamirezNo ratings yet
- Teoria Del Mecanizado 40714Document56 pagesTeoria Del Mecanizado 40714Mario ValdiviaNo ratings yet
- ProcesamientoDocument8 pagesProcesamientoJohn Andahua JulcaNo ratings yet
- JJ TeoradelmaquinadodemetalesDocument41 pagesJJ TeoradelmaquinadodemetalesAnthonella AndreinaNo ratings yet
- P2 ManufacturaDocument162 pagesP2 ManufacturaAnthonella UllaguaryNo ratings yet
- Teoria Del MecanizadoDocument64 pagesTeoria Del MecanizadoWaly Jacinto MoriNo ratings yet
- Practica 3Document20 pagesPractica 3BEr Téllez Girón SchroederNo ratings yet
- Teoría de CorteDocument133 pagesTeoría de Cortecarloshugolety100% (5)
- Análisis Del Tiempo de Vida de Una Herramienta de CorteDocument8 pagesAnálisis Del Tiempo de Vida de Una Herramienta de CorteDINPROPERUNo ratings yet
- Deber 2 MecanizacionDocument4 pagesDeber 2 MecanizacionDanny Riofrio CornelNo ratings yet
- ConforDocument32 pagesConforEdinson Raul Quispe50% (12)
- Preguntas de Repaso Cap 21Document7 pagesPreguntas de Repaso Cap 21hector vela gutierrezNo ratings yet
- Preguntas de RepasoDocument4 pagesPreguntas de RepasoEdwin MaldonadoNo ratings yet
- Desbaste ConicoDocument9 pagesDesbaste ConicoCarlos PilatasigNo ratings yet
- Cuestionario Tercer Examen - ResueltoDocument27 pagesCuestionario Tercer Examen - ResueltoYordy Sánchez100% (2)
- Clase 04-Fundamentos de CorteDocument49 pagesClase 04-Fundamentos de CorteSandra Fernandez SanchezNo ratings yet
- S11.s22 - Proceso de Torneado Máquinas y Equipos Industriales de Torneado Diseño Ingenieril Del Proceso de TorneadoDocument49 pagesS11.s22 - Proceso de Torneado Máquinas y Equipos Industriales de Torneado Diseño Ingenieril Del Proceso de TorneadoChristian Romero OrtizNo ratings yet
- Examen PCM MT 2022 1Document2 pagesExamen PCM MT 2022 1Juan MelensNo ratings yet
- 4a. - CORTE ORTOGONAL Y Maquinas HerramientasDocument41 pages4a. - CORTE ORTOGONAL Y Maquinas HerramientasOrlando CapristanNo ratings yet
- Procesos de Maquinado Utilizados para Producir Formas RedondasDocument27 pagesProcesos de Maquinado Utilizados para Producir Formas RedondasCarlosSantanaNo ratings yet
- Guia de Teoria Del Corte y Metales para Las Herramientas de CorteDocument12 pagesGuia de Teoria Del Corte y Metales para Las Herramientas de Cortekekajudi100% (3)
- Informe 3 Proceso de MecanizaciónDocument9 pagesInforme 3 Proceso de MecanizaciónJean Carlos Villegas100% (1)
- PreguntasDocument4 pagesPreguntasMARCELO ANDRES HERRERA ALVAREZNo ratings yet
- UT #4-Principio de Corte de Los MetalesDocument18 pagesUT #4-Principio de Corte de Los MetalesLuis FernandoNo ratings yet
- MAQUINABILIDADDocument16 pagesMAQUINABILIDADJuan Alvarado LujanNo ratings yet
- Maquinado en Torno ConvencionalDocument3 pagesMaquinado en Torno ConvencionalJuan GuzmánNo ratings yet
- 4.1-Fundamentos de Mecanizado de MetalesDocument39 pages4.1-Fundamentos de Mecanizado de MetalesCynthia BuitronNo ratings yet
- Velocidad de Corte 1Document10 pagesVelocidad de Corte 1Sebastian MortaloniNo ratings yet
- Herramentales FIME CNC 2019Document10 pagesHerramentales FIME CNC 2019Luis Fernando Lorenzo HernandezNo ratings yet
- FI - Tema 3 - Programación CNCDocument85 pagesFI - Tema 3 - Programación CNCmrchlNo ratings yet
- Mecánica Del CorteDocument6 pagesMecánica Del CorteGustavo H. LechugaNo ratings yet
- TornoDocument20 pagesTornoLuis Francisco Becerril JuradoNo ratings yet
- Capitulo IV Teoria de Maquinado de Metales Procesos de Manufactura IDocument61 pagesCapitulo IV Teoria de Maquinado de Metales Procesos de Manufactura IFabianAlbertoGameroChàvezNo ratings yet
- Actividad 2.7Document6 pagesActividad 2.7Andrea Alvarez FloresNo ratings yet
- Afilado de HerramientasDocument6 pagesAfilado de HerramientasERNESTO RAUL QUISPE CALDERONNo ratings yet
- Mecanica Del Corte de Metales TeoriaDocument9 pagesMecanica Del Corte de Metales TeoriaIsidro Rosales JeanNo ratings yet
- Resumen de MecanizadoDocument12 pagesResumen de MecanizadoyijauNo ratings yet
- Práctica de Torno - Cilindrado y RefrentadoDocument5 pagesPráctica de Torno - Cilindrado y RefrentadoJennifferElisabhet Guaman GarateNo ratings yet
- TP 2 Maq y HerramientasDocument7 pagesTP 2 Maq y HerramientastobizombikNo ratings yet
- 1-2Pres-MC-213-2024 - I 21-03.24Document23 pages1-2Pres-MC-213-2024 - I 21-03.24franco.pizarro.mNo ratings yet
- Herramientas de CorteDocument10 pagesHerramientas de CorteDarwin FrancisNo ratings yet
- Calculo de Velocidad en TornoDocument20 pagesCalculo de Velocidad en TornoJuan HernandezNo ratings yet
- P2 Maquinado Convencional v5Document20 pagesP2 Maquinado Convencional v5Hernán RodarteNo ratings yet
- 5 Mecanica de CorteDocument42 pages5 Mecanica de CorteAnthony Beltran100% (1)
- PMecanización Homework2 PillasaguaOrdoñez Paralelo1Document10 pagesPMecanización Homework2 PillasaguaOrdoñez Paralelo1Jorge PillasaguaNo ratings yet
- Unidad 4 Determinación de Fuerzas Y Potencias en Máquinas Herramientas Y Herramientas de CorteDocument25 pagesUnidad 4 Determinación de Fuerzas Y Potencias en Máquinas Herramientas Y Herramientas de CorteFrank ManciaNo ratings yet
- PARCIAL 2 Manofactura JHONNY CRUZDocument5 pagesPARCIAL 2 Manofactura JHONNY CRUZRONALD STIVEN RIVERO ACEVEDONo ratings yet
- Bro Chador ADocument10 pagesBro Chador AtukupiNo ratings yet
- Operaciones de máquinas-herramientas para punzonado y plegado. FMEH0209From EverandOperaciones de máquinas-herramientas para punzonado y plegado. FMEH0209No ratings yet
- Preparación de útiles para el mecanizado por corte y conformado. FMEH0209From EverandPreparación de útiles para el mecanizado por corte y conformado. FMEH0209No ratings yet
- UF1213 - Técnicas de mecanizado y metrologíaFrom EverandUF1213 - Técnicas de mecanizado y metrologíaRating: 4 out of 5 stars4/5 (5)
- Preparación de herramientas, máquinas y equipos para la confección de productos textiles. TCPF0309From EverandPreparación de herramientas, máquinas y equipos para la confección de productos textiles. TCPF0309No ratings yet
- Preparación de máquinas de corte, ensamblado y acabado. TCPF0209From EverandPreparación de máquinas de corte, ensamblado y acabado. TCPF0209Rating: 5 out of 5 stars5/5 (1)
- Reporte 001Document8 pagesReporte 001Francisco FernandezNo ratings yet
- Tarea 1 - Valor de Hora HombreDocument1 pageTarea 1 - Valor de Hora HombreFrancisco FernandezNo ratings yet
- Horario 2020Document1 pageHorario 2020Francisco FernandezNo ratings yet
- Método Actualización Software TV TCLDocument1 pageMétodo Actualización Software TV TCLJesus Berni100% (1)
- Deber5 FundicionDocument2 pagesDeber5 FundicionFrancisco FernandezNo ratings yet
- Ejercicio 1Document2 pagesEjercicio 1Francisco FernandezNo ratings yet
- Efra NavidadDocument1 pageEfra NavidadFrancisco FernandezNo ratings yet
- Examen TAMAYODocument5 pagesExamen TAMAYOFrancisco FernandezNo ratings yet
- t3 Francisco FernandezDocument6 pagest3 Francisco FernandezFrancisco FernandezNo ratings yet
- NaDocument2 pagesNaFrancisco FernandezNo ratings yet
- Información de Prueba Hidrostática en ExtintoresDocument1 pageInformación de Prueba Hidrostática en ExtintoresFrancisco FernandezNo ratings yet
- t2 Francisco FernándezDocument3 pagest2 Francisco FernándezFrancisco FernandezNo ratings yet
- Tarea 0Document6 pagesTarea 0Francisco Fernandez100% (1)
- Proyecto Intro Ing MecanicaDocument34 pagesProyecto Intro Ing MecanicaFrancisco FernandezNo ratings yet
- Normas APA Sexta EdicionDocument24 pagesNormas APA Sexta EdicionAndersontatto95% (20)
- Elemento 3Document3 pagesElemento 3Francisco FernandezNo ratings yet
- Mantenimiento 13 de AbrilDocument7 pagesMantenimiento 13 de AbrilFrancisco FernandezNo ratings yet
- Analisis de VibracionesDocument41 pagesAnalisis de VibracionesEduardo Andres Mella DappollonioNo ratings yet
- Bravo Mar A 04/12/2018: Dise o de Revisado Por Aprobado Por Fecha FechaDocument1 pageBravo Mar A 04/12/2018: Dise o de Revisado Por Aprobado Por Fecha FechaFrancisco FernandezNo ratings yet
- PR Actica 1: Introducci On A Matlab: 1.1. ObjetivosDocument4 pagesPR Actica 1: Introducci On A Matlab: 1.1. ObjetivosFrancisco FernandezNo ratings yet
- Diagrama Reporte 1Document1 pageDiagrama Reporte 1Francisco FernandezNo ratings yet
- Taller 1Document2 pagesTaller 1Francisco FernandezNo ratings yet
- MSDS TricloroetilenoDocument6 pagesMSDS TricloroetilenoJUANNo ratings yet
- Sierra CintaDocument2 pagesSierra CintaEddy YepezNo ratings yet
- Ficha Tecnica AtunDocument3 pagesFicha Tecnica AtunGaby Alvarado Garabí100% (3)
- Ficha Riesgos Granalladora Automática MetalDocument1 pageFicha Riesgos Granalladora Automática MetalMAQUINARIA MADRID, S.A.No ratings yet
- Que Es Wire LineDocument14 pagesQue Es Wire LineRicardo Ojeda93% (14)
- Esp Tds BR Macgrid Eg Bi SPDocument1 pageEsp Tds BR Macgrid Eg Bi SPJorge PadrónNo ratings yet
- Corken Canal Lateral Multi Eta PaDocument2 pagesCorken Canal Lateral Multi Eta PaingenerproNo ratings yet
- EMBALAJESDocument19 pagesEMBALAJESBelen GarciaNo ratings yet
- PolimerosDocument38 pagesPolimerosLUIS EMILIANO ROMERO CASTELLANOSNo ratings yet
- Operaciones Unitarias Sobre El Ciclo de RefrigeraciónDocument10 pagesOperaciones Unitarias Sobre El Ciclo de RefrigeraciónErick GarciaNo ratings yet
- Craqueo TermicoDocument3 pagesCraqueo TermicoAmber MaddoxNo ratings yet
- Síntesis Verde y Estabilización de Nanoparticulas MetalicasDocument4 pagesSíntesis Verde y Estabilización de Nanoparticulas MetalicasImagyred MxNo ratings yet
- Catálogo de IngresosDocument9 pagesCatálogo de IngresosMUNICIPALIDAD DE CORQUIN COPANNo ratings yet
- Material EsDocument16 pagesMaterial EsMaría LeónNo ratings yet
- El Entorno Clase - 2 (Español)Document35 pagesEl Entorno Clase - 2 (Español)Wilson OspinaNo ratings yet
- Tarea Termo SabadoDocument8 pagesTarea Termo SabadoAlejito AC NaranjoNo ratings yet
- Manual Puesta A TierraDocument44 pagesManual Puesta A TierraCarqtre Carqtre Teg100% (1)
- Correto - Lista PÇS - 400Q - NS BQD100009 - 26Document46 pagesCorreto - Lista PÇS - 400Q - NS BQD100009 - 26Tn CompressoresNo ratings yet
- Diagnostico Local Escolar 215Document50 pagesDiagnostico Local Escolar 215FELIX JAVIERNo ratings yet
- DWF 240HP ManualDocument18 pagesDWF 240HP Manualalfonso_valencia_3100% (1)
- Modelo de Informe para La Feria de CienciasDocument14 pagesModelo de Informe para La Feria de CienciasJosé Raúl Villavicencio ApazaNo ratings yet
- A. Jackson & D. Day - MANUAL DE MODELISMO AF PDFDocument357 pagesA. Jackson & D. Day - MANUAL DE MODELISMO AF PDFRo Na LdNo ratings yet
- Diagramas TTT - Ejemplos y EjerciciosDocument5 pagesDiagramas TTT - Ejemplos y EjerciciosJuan Carlos Niño VargasNo ratings yet
- Ecología CaseraDocument5 pagesEcología CaseramairaNo ratings yet
- MS-01-176 - AntiretornoDocument17 pagesMS-01-176 - AntiretornoqmasdaNo ratings yet
- Hormigon Armado IDocument7 pagesHormigon Armado IVictor Gutierrez CruzNo ratings yet
- Descripción de Elementos de Acabado y PulidoDocument2 pagesDescripción de Elementos de Acabado y PulidoJade MurilloNo ratings yet
- Transmision de Potencia 2Document69 pagesTransmision de Potencia 2juanNo ratings yet
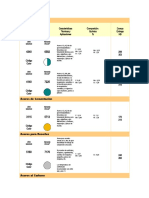
- Aceros Bonificados Codigo ColoresDocument4 pagesAceros Bonificados Codigo ColoreshufuentsNo ratings yet
- Lista Oficial de Precios de La Construcción - Agosto 2019Document21 pagesLista Oficial de Precios de La Construcción - Agosto 2019Andrea SierraNo ratings yet