You might also like
- Aceros para CuchillosDocument4 pagesAceros para CuchillosedujnunesNo ratings yet
- Astm E1-14 (2020)Document85 pagesAstm E1-14 (2020)gfarino7689100% (2)
- Experimento de InclinaciónDocument15 pagesExperimento de InclinaciónRobin Leon SaraNo ratings yet
- Asme Viii - Parte Tabla Ucs 56Document10 pagesAsme Viii - Parte Tabla Ucs 56METAMORFOSIS08No ratings yet
- Punto 3Document2 pagesPunto 3Robin Leon SaraNo ratings yet
- Presentación Empresas SosteniblesDocument8 pagesPresentación Empresas SosteniblesRobin Leon SaraNo ratings yet
- Presentación Del Curso-LaboratorioDocument17 pagesPresentación Del Curso-LaboratorioRobin Leon SaraNo ratings yet
- Democracia y Ocupación Militar en Oriente MedioDocument36 pagesDemocracia y Ocupación Militar en Oriente MedioRobin Leon SaraNo ratings yet
- Bet PlayDocument1 pageBet PlayRobin Leon SaraNo ratings yet
- Presentación Empresas SosteniblesDocument8 pagesPresentación Empresas SosteniblesRobin Leon SaraNo ratings yet
- Fresadora CNC OkDocument12 pagesFresadora CNC OkRobin Leon SaraNo ratings yet
- Diseño de EmbarcacionesDocument5 pagesDiseño de EmbarcacionesRobin Leon SaraNo ratings yet
- Guia Consumo Energetico Responsable FenosaDocument84 pagesGuia Consumo Energetico Responsable FenosaComunicarEsLoMioNo ratings yet
- Ing NavalDocument1 pageIng NavalRobin Leon SaraNo ratings yet
- Presión en fluidos: Medición experimental con manómetrosDocument12 pagesPresión en fluidos: Medición experimental con manómetrosRobin Leon SaraNo ratings yet
- Ondas MecanicasDocument25 pagesOndas MecanicasRobin Leon SaraNo ratings yet
- El Proyecto Del BuqueDocument41 pagesEl Proyecto Del BuqueRichard Leonel Vasquez MezaNo ratings yet
- 6 Programa de Uso Eficiente y Ahorro de Energia PUEAE PDFDocument26 pages6 Programa de Uso Eficiente y Ahorro de Energia PUEAE PDFPedro Antonio PaniaguaNo ratings yet
- Materiales Ingeniería Cuestionario Aleaciones Polímeros CerámicosDocument5 pagesMateriales Ingeniería Cuestionario Aleaciones Polímeros CerámicosRobin Leon Sara0% (1)
- Presión en fluidos: Medición experimental con manómetrosDocument12 pagesPresión en fluidos: Medición experimental con manómetrosRobin Leon SaraNo ratings yet
- Turnos 201920 PDFDocument144 pagesTurnos 201920 PDFRobin Leon SaraNo ratings yet
- 08MatematicasFinancieras PDFDocument17 pages08MatematicasFinancieras PDFJuan LoarteNo ratings yet
- InfirmeDocument3 pagesInfirmeRobin Leon SaraNo ratings yet
- Informefinanciero2011 PDFDocument92 pagesInformefinanciero2011 PDFYordi Gamboa LopezNo ratings yet
- Metodología Análsis de FallaDocument14 pagesMetodología Análsis de FallaRobin Leon SaraNo ratings yet
- 0 20190818Document5 pages0 20190818Robin Leon SaraNo ratings yet
- Informe 8Document4 pagesInforme 8Robin Leon SaraNo ratings yet
- Silabo - 06903-1Document7 pagesSilabo - 06903-1Elvis BoNiNo ratings yet
- Tratamientos Térmicos Con Atmosfera ControladaDocument7 pagesTratamientos Térmicos Con Atmosfera ControladaEdgardo Gomez100% (1)
- Procesos industriales I: Los procesos de manufacturaDocument4 pagesProcesos industriales I: Los procesos de manufacturarichardNo ratings yet
- Aceros de Dificil Soldadbilidad CHILEDocument40 pagesAceros de Dificil Soldadbilidad CHILEGustavo ArayaNo ratings yet
- Monografia 1Document32 pagesMonografia 1Fernando Solís LeónNo ratings yet
- Recocido y NormalizadoDocument30 pagesRecocido y NormalizadoyezetaNo ratings yet
- Cadenas de Rodillos SKFDocument36 pagesCadenas de Rodillos SKFAntonio VillasmilNo ratings yet
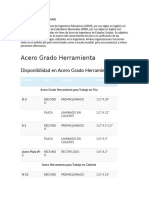
- Aceros para Herramienta de Grado 1Document9 pagesAceros para Herramienta de Grado 1joseNo ratings yet
- GUIA DE CLASES No 7 PDFDocument24 pagesGUIA DE CLASES No 7 PDFEdgardo_Ramire_4956No ratings yet
- INFORME MICROGRAFÍA Leandro LaraDocument21 pagesINFORME MICROGRAFÍA Leandro LaraOrdnael Aral ZeábNo ratings yet
- Placa de Wearalloy 500Document1 pagePlaca de Wearalloy 500cristobal_tl2277No ratings yet
- Catalogo Aceros Kupfer PDFDocument36 pagesCatalogo Aceros Kupfer PDFDIEGONo ratings yet
- Tratamientos térmicos de aleaciones Mg-Zn-RE producidas por colada semisólidaDocument9 pagesTratamientos térmicos de aleaciones Mg-Zn-RE producidas por colada semisólidaFaustino AlvarezNo ratings yet
- Templado en Los Plásticos MaxDocument12 pagesTemplado en Los Plásticos MaxJean Max IlachoqueNo ratings yet
- Laboratorio 02Document21 pagesLaboratorio 02GJ VargasNo ratings yet
- Caso Estudio Gerencia de Mantenimiento. CorreccionDocument30 pagesCaso Estudio Gerencia de Mantenimiento. Correccionbianexysm100% (1)
- Tratamientos térmicos acero 1080Document2 pagesTratamientos térmicos acero 1080Fenómeno y Noúmeno100% (2)
- Acero Sisa O1Document2 pagesAcero Sisa O1ada040391No ratings yet
- Manual en Espanol Mufla ElectricaDocument16 pagesManual en Espanol Mufla ElectricaPacifier NothingfaceNo ratings yet
- Clasificación aceros CENIM UNEDocument21 pagesClasificación aceros CENIM UNENuria RamirezNo ratings yet
- MT4722 - Diseño en Fundición y TT - (2011-09)Document3 pagesMT4722 - Diseño en Fundición y TT - (2011-09)ANo ratings yet
- Aceros BohlerDocument49 pagesAceros BohlerOliviet Wilfredo Roca Cuyubamba67% (3)
- Informe RevenidoDocument13 pagesInforme RevenidoJuan VelillaNo ratings yet
- Actividad Fundamentos de Materiales y Equipos Aca 1 - 2Document19 pagesActividad Fundamentos de Materiales y Equipos Aca 1 - 2Zindy Elena Romero ArrietaNo ratings yet
- Tratamientos térmicos en fundiciones: recocido, normalizado y templeDocument28 pagesTratamientos térmicos en fundiciones: recocido, normalizado y templeCalis ThenicsNo ratings yet
- SAE 1020 acero bajo carbono usos maquinariaDocument1 pageSAE 1020 acero bajo carbono usos maquinariafunker21No ratings yet
- Carbón activado naranja cocoDocument6 pagesCarbón activado naranja cocoCarlos Rivera CondoriNo ratings yet