You might also like
- British Commercial Computer Digest: Pergamon Computer Data SeriesFrom EverandBritish Commercial Computer Digest: Pergamon Computer Data SeriesNo ratings yet
- Torque Tables For Spiral Wound Gaskets, ASME B16.5: Class 150Document2 pagesTorque Tables For Spiral Wound Gaskets, ASME B16.5: Class 150akalp1005No ratings yet
- Torques TablesDocument19 pagesTorques TablesMauricio AdameNo ratings yet
- Torque TablesDocument20 pagesTorque Tablesyeop03No ratings yet
- Torque Tables: Engineering Data/FaqsDocument11 pagesTorque Tables: Engineering Data/FaqsloqNo ratings yet
- Hjda 2009-2 R1 (Jar)Document2 pagesHjda 2009-2 R1 (Jar)Anonymous ciu3QEjuSNo ratings yet
- Ficha Técnica de Productos: Tone Model STC - MultipliersDocument2 pagesFicha Técnica de Productos: Tone Model STC - MultipliersRichards Salvatierra ArimanaNo ratings yet
- Confinement Check d0Document15 pagesConfinement Check d0Srishti Project ConsultantsNo ratings yet
- Determinação Da Taxa Mínima de Armadura de Flexão em Vigas Com Seção RetangularDocument9 pagesDeterminação Da Taxa Mínima de Armadura de Flexão em Vigas Com Seção RetangularPatrícia MouraNo ratings yet
- Analisis Pondasi P4 K4Document9 pagesAnalisis Pondasi P4 K4Muhammad Rizqi AgisnaNo ratings yet
- Anchor Bolt: S. No. Bolt Description Qty. AB Dia. (D) Verticle Length (H) Thread (T)Document31 pagesAnchor Bolt: S. No. Bolt Description Qty. AB Dia. (D) Verticle Length (H) Thread (T)Sudhanshu PalNo ratings yet
- Nordberg RedbookDocument239 pagesNordberg RedbookMuawiya Hendricks89% (9)
- Pile Driver Pressing PileDocument92 pagesPile Driver Pressing Pilegustavo caicedo100% (2)
- TowerDocument4 pagesTowerPankaj SherwalNo ratings yet
- Posible Orden Lacey 01 ComplDocument5 pagesPosible Orden Lacey 01 ComplComunidad GnosticaNo ratings yet
- Drift TableDocument3 pagesDrift TableRolly Hillz SochimNo ratings yet
- 150#FFCNA With B7 - Tabla de TorqueDocument2 pages150#FFCNA With B7 - Tabla de TorqueCoquin AntNo ratings yet
- Serie 523 - ISO 15552Document69 pagesSerie 523 - ISO 15552NixiusNo ratings yet
- Blince OMR Hydraulic MotorDocument10 pagesBlince OMR Hydraulic MotorJoaquin CarvajalNo ratings yet
- Bolt Torque ASME B16.5 Flanges - Sheet Gaskets 02Document26 pagesBolt Torque ASME B16.5 Flanges - Sheet Gaskets 02bakelly100% (7)
- Design of Slab: Two WayDocument3 pagesDesign of Slab: Two WaySyeda NafeezaNo ratings yet
- Design of Slab: Two WayDocument3 pagesDesign of Slab: Two WaySyeda NafeezaNo ratings yet
- ScanDocument11 pagesScanPankaj GaurNo ratings yet
- OD32mm DC Gear Motor-1Document8 pagesOD32mm DC Gear Motor-1Humberto GalvezNo ratings yet
- DBR ChecklistDocument9 pagesDBR ChecklistJai ThakkarNo ratings yet
- Trunnion Calculation - MasterDocument92 pagesTrunnion Calculation - MasterSrisaran Srinivas ArasavelliNo ratings yet
- Lab 3 CADDocument16 pagesLab 3 CADjzsinghNo ratings yet
- Pressure Conversion Wet Well Intake Pipe Sizing: 173.4 Amps 1.24x1.25x65a + 65A + 7.6ADocument2 pagesPressure Conversion Wet Well Intake Pipe Sizing: 173.4 Amps 1.24x1.25x65a + 65A + 7.6AMark Joey David100% (1)
- Din en 853 2Sn / Sae 100R2AtDocument1 pageDin en 853 2Sn / Sae 100R2Atafrizal ardityawanNo ratings yet
- Cópia de 3 GrupoDocument1 pageCópia de 3 GrupoNataniel Naerte DomingosNo ratings yet
- Desch KB 16 GB Lutex LKBDocument6 pagesDesch KB 16 GB Lutex LKBchodgemNo ratings yet
- Trun CalcDocument57 pagesTrun CalcsehonoNo ratings yet
- Bolt Torque ASME B16 5 Flanges Spiral Wound GasketsDocument29 pagesBolt Torque ASME B16 5 Flanges Spiral Wound Gasketssaiful anwar100% (1)
- Working of Breather Valve Working On TanksDocument4 pagesWorking of Breather Valve Working On Tanks54045114No ratings yet
- Macmasterpricelist PDFDocument2 pagesMacmasterpricelist PDFRad CowNo ratings yet
- Rohm - Spindles and ChucksDocument12 pagesRohm - Spindles and ChucksGatyo GatevNo ratings yet
- Hot TappingDocument6 pagesHot TappingbravoalfadeltaNo ratings yet
- Trunnion CalculationDocument92 pagesTrunnion CalculationkarunaNo ratings yet
- Brosur Dan Spek Tabel Hartech 2016 (New)Document8 pagesBrosur Dan Spek Tabel Hartech 2016 (New)ardyanmustsuccess100% (1)
- SW/SP/SH Series: Soul of Special AutomationDocument20 pagesSW/SP/SH Series: Soul of Special AutomationelecompinnNo ratings yet
- kh180-3 SPDocument28 pageskh180-3 SPDouglas LeeNo ratings yet
- Kineticsnoise@Piping & Hanger SelectionDocument2 pagesKineticsnoise@Piping & Hanger Selectioncyong7788No ratings yet
- Balmoral RWH HH Direct ManualDocument2 pagesBalmoral RWH HH Direct ManualAlberto DiazNo ratings yet
- Product-Datasheet-OSSS V1.0 28.05.2021Document2 pagesProduct-Datasheet-OSSS V1.0 28.05.2021Konstantinos SynodinosNo ratings yet
- PHYSICAL DATA - AHU'sDocument1 pagePHYSICAL DATA - AHU'sKaushal MistryNo ratings yet
- Areas - Tabla Unificada REV 1 TCDocument467 pagesAreas - Tabla Unificada REV 1 TCAdrian TocaNo ratings yet
- FundatiiDocument115 pagesFundatiiPetrica Dragomir100% (3)
- Building EstimationDocument22 pagesBuilding EstimationchanakyaNo ratings yet
- Covalence S1301-M Epoxy Primer: DescriptionDocument4 pagesCovalence S1301-M Epoxy Primer: DescriptionJuan Carlos Contreras CherresNo ratings yet
- Bharat Bijlee Electric Motors PricelistDocument21 pagesBharat Bijlee Electric Motors Pricelistaslam_bechemNo ratings yet
- Butterfly Valve B7GDocument3 pagesButterfly Valve B7GJorgeCabreraCoronelNo ratings yet
- JIS B2220 DimensionDocument5 pagesJIS B2220 DimensionArunNo ratings yet
- PD3641 Milroyal B Data SheetDocument12 pagesPD3641 Milroyal B Data SheetVũ Văn QuangNo ratings yet
- British Commercial Computer Digest: Pergamon Computer Data SeriesFrom EverandBritish Commercial Computer Digest: Pergamon Computer Data SeriesNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Drilling Fluids Processing HandbookFrom EverandDrilling Fluids Processing HandbookRating: 4.5 out of 5 stars4.5/5 (4)
- 475 DatasheetDocument1 page475 DatasheetfrdnNo ratings yet
- Ds Prox Intro 1009Document2 pagesDs Prox Intro 1009frdnNo ratings yet
- Ds 5510 5516 0610Document2 pagesDs 5510 5516 0610frdnNo ratings yet
- DS TXR5521 ProximityTransmittersDocument2 pagesDS TXR5521 ProximityTransmittersfrdnNo ratings yet
- Ds Prox XDCR Specs 0310Document2 pagesDs Prox XDCR Specs 0310frdnNo ratings yet
- 475 Field Communicator VLFlyer - USLetter - 112009Document2 pages475 Field Communicator VLFlyer - USLetter - 112009saidloubarNo ratings yet
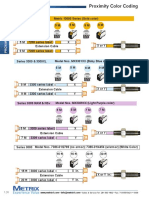
- Ds Proximity Color Coding 1009Document1 pageDs Proximity Color Coding 1009frdnNo ratings yet
- RR Avon 1534 2Document3 pagesRR Avon 1534 2frdn100% (1)
- Purchase Order 02Document1 pagePurchase Order 02Varun SinghNo ratings yet
- Certificate of Conformance 01Document4 pagesCertificate of Conformance 01Magesh WaranNo ratings yet
- Fundamentals Selection Installation and Maintenance of Gearboxes Gear Drives Part 1Document61 pagesFundamentals Selection Installation and Maintenance of Gearboxes Gear Drives Part 1BorisNo ratings yet
- Purchase Order Template 01 - TemplateLabDocument1 pagePurchase Order Template 01 - TemplateLabfrdnNo ratings yet
- Purchase Order 02Document1 pagePurchase Order 02frdnNo ratings yet
- Motor Glossary From RockwellDocument20 pagesMotor Glossary From RockwellfrdnNo ratings yet
- BRO-0013.2 OerlikonEldim ENDocument8 pagesBRO-0013.2 OerlikonEldim ENPhan Xuân TuấnNo ratings yet
- IncotermsDocument1 pageIncotermsomega_misteryNo ratings yet
- Radiographic Examination (Gamma Ray)Document10 pagesRadiographic Examination (Gamma Ray)frdnNo ratings yet
- H60 H63 Chrome Carbide Coating FlyerDocument2 pagesH60 H63 Chrome Carbide Coating FlyerfrdnNo ratings yet
- REACH Regulation 2015.07Document1 pageREACH Regulation 2015.07sandeepNo ratings yet
- Electric Motor TerminologyDocument26 pagesElectric Motor TerminologyGeorge MarkasNo ratings yet
- Material Product Data Sheet Nickel Cobalt Chromium Aluminum Yttrium (Nicocraly) Thermal Spray PowdersDocument5 pagesMaterial Product Data Sheet Nickel Cobalt Chromium Aluminum Yttrium (Nicocraly) Thermal Spray PowdersfrdnNo ratings yet
- REACH Regulation 2015.07Document1 pageREACH Regulation 2015.07sandeepNo ratings yet
- Material Product Data Sheet Sealers For Thermal Spray CoatingsDocument5 pagesMaterial Product Data Sheet Sealers For Thermal Spray Coatingsdonhan91No ratings yet
- Introduction To Brazing EN4Document24 pagesIntroduction To Brazing EN4joelNo ratings yet
- Material Product Data Sheet Metcolite Grits: Quick FactsDocument3 pagesMaterial Product Data Sheet Metcolite Grits: Quick FactsfrdnNo ratings yet
- Frame 9001E Combustion PDFDocument2 pagesFrame 9001E Combustion PDFfrdnNo ratings yet
- Material Product Data Sheet Iron Chromium Aluminum Yttrium (Fecraly) Thermal Spray PowderDocument3 pagesMaterial Product Data Sheet Iron Chromium Aluminum Yttrium (Fecraly) Thermal Spray PowderfrdnNo ratings yet
- Dsmts 0102.5 NicralyDocument5 pagesDsmts 0102.5 NicralyMah AbNo ratings yet
- GE Power SystemsDocument20 pagesGE Power SystemsSafaa Hameed Al NaseryNo ratings yet
- Frame 6001B NozzlesDocument2 pagesFrame 6001B NozzlesfrdnNo ratings yet
- Subodh Lab Pricelist Rev1Document7 pagesSubodh Lab Pricelist Rev1anubhavlNo ratings yet
- Mechanical Properties of Concrete With Partial Replacement of Coarse Aggregate With Expanded Polystyrene Eps Beads Ijariie8661epsDocument8 pagesMechanical Properties of Concrete With Partial Replacement of Coarse Aggregate With Expanded Polystyrene Eps Beads Ijariie8661epsPruthwiraj BokadeNo ratings yet
- Gen Chem 2 Pointers To Review ReviewerDocument6 pagesGen Chem 2 Pointers To Review ReviewerAlkin RaymundoNo ratings yet
- Chemistry ProjectDocument56 pagesChemistry Projectpradeep bijarniaNo ratings yet
- 1 s2.0 S2666912923000144 Main - CompressedDocument30 pages1 s2.0 S2666912923000144 Main - CompressedFAUZHAN RAMADHAN UBPNo ratings yet
- Advanced Materials For Energy and Environmental ApplicationsDocument144 pagesAdvanced Materials For Energy and Environmental ApplicationsQuốc ViệtNo ratings yet
- Brief History of Reinforced Concrete PDFDocument4 pagesBrief History of Reinforced Concrete PDFDerin JoshyNo ratings yet
- Plastic Pall RingsDocument1 pagePlastic Pall RingsopiratsNo ratings yet
- Eliminating False Detection: Sensing Guide Pulse Level SensorDocument16 pagesEliminating False Detection: Sensing Guide Pulse Level SensorRafael MirandaNo ratings yet
- Cathodic Protection of Aboveground Petroleum Storage Tanks: Api Recommended Practice 651 Second Edition, December 1997Document23 pagesCathodic Protection of Aboveground Petroleum Storage Tanks: Api Recommended Practice 651 Second Edition, December 1997Hendra Yudistira100% (2)
- Is 2708 1993Document10 pagesIs 2708 1993ghosh_ranjoyNo ratings yet
- 1709 LDocument164 pages1709 LANIT AGGARWALNo ratings yet
- Barrettetig Catalogo Oerlikon 35035Document44 pagesBarrettetig Catalogo Oerlikon 35035mp303No ratings yet
- First Periodical Test in Science V SY: 2018-2019 Table of Specifications Placement of Item/ Level Total No. of Test Items R U AP AN E CDocument4 pagesFirst Periodical Test in Science V SY: 2018-2019 Table of Specifications Placement of Item/ Level Total No. of Test Items R U AP AN E CCely Lopez Madriaga0% (1)
- Used Oil DisposalDocument4 pagesUsed Oil DisposalKommoju Naga Venkata SubrahmanyamNo ratings yet
- Chapter 6... Combustion & FlameDocument12 pagesChapter 6... Combustion & FlamepandeyklNo ratings yet
- 88 TOP Nuclear Power Plants - Mechanical Engineering Multiple Choice Questions and Answers List - MCQs Preparation For Engineering Competitive ExamsDocument18 pages88 TOP Nuclear Power Plants - Mechanical Engineering Multiple Choice Questions and Answers List - MCQs Preparation For Engineering Competitive ExamsNagaraj MuniyandiNo ratings yet
- TK Chap 5-2Document7 pagesTK Chap 5-2Tito EcheverriaNo ratings yet
- 2009 UNIT 1 Paper 1Document5 pages2009 UNIT 1 Paper 1cilacax404No ratings yet
- Class Notes Course Code: EEE 237 Course Title: Electrical Properties of Materials Text: Principles of Electronic Materials and Devices (S. O. Kasap)Document5 pagesClass Notes Course Code: EEE 237 Course Title: Electrical Properties of Materials Text: Principles of Electronic Materials and Devices (S. O. Kasap)Md. Rana BabuNo ratings yet
- HJ541CP: Polypropylene Block CopolymerDocument1 pageHJ541CP: Polypropylene Block CopolymerEmmylouCasanovaNo ratings yet
- Manpower Requirement ListDocument2 pagesManpower Requirement ListJohn HenryNo ratings yet
- Landfill Design ThesisDocument5 pagesLandfill Design Thesisdwsjyt34100% (2)
- Flexural Stress in BeamsDocument32 pagesFlexural Stress in BeamsFahim KhanNo ratings yet
- Sist TS Cen TS 16892 2016Document11 pagesSist TS Cen TS 16892 2016Saravana kumar NagarajanNo ratings yet
- 2013-013-00 Rev ZD JOULE Operator Manual LR (2) Sterilization RCADocument3 pages2013-013-00 Rev ZD JOULE Operator Manual LR (2) Sterilization RCAEsteban PradaNo ratings yet
- Introduction To SolidificationDocument30 pagesIntroduction To Solidificationpsenthil5657_9223896No ratings yet
- PETRONAS Hydraulic Series v2. 23-05-2016Document4 pagesPETRONAS Hydraulic Series v2. 23-05-2016Roter DiamNo ratings yet
- Fundamentals of RheologyDocument76 pagesFundamentals of Rheologytonysanchez67No ratings yet
- Metals and NonMetals Class 10 Notes Science ChemistryDocument4 pagesMetals and NonMetals Class 10 Notes Science ChemistrygooodeNo ratings yet