You might also like
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Wb2092e E7024Document1 pageWb2092e E7024cwiksjNo ratings yet
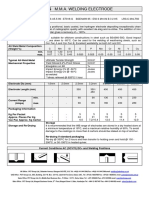
- M.M.A. Welding ElectrodeDocument1 pageM.M.A. Welding ElectrodecwiksjNo ratings yet
- Wb2092e E7024Document1 pageWb2092e E7024cwiksjNo ratings yet
- Wb35S M.M.A. Welding Electrode: Welding@wballoys - Co.ukDocument1 pageWb35S M.M.A. Welding Electrode: Welding@wballoys - Co.uklathasri78No ratings yet
- Wb2318e E9018-MDocument1 pageWb2318e E9018-McwiksjNo ratings yet
- Wb1700e Enicu-BDocument1 pageWb1700e Enicu-BcwiksjNo ratings yet
- Wb1700e Enicu-BDocument1 pageWb1700e Enicu-BcwiksjNo ratings yet
- M.M.A. Welding Electrode: Classifications & ApprovalsDocument1 pageM.M.A. Welding Electrode: Classifications & ApprovalscwiksjNo ratings yet
- WB5525E ENiCrMo-5Document1 pageWB5525E ENiCrMo-5cwiksjNo ratings yet
- Wb4606e E312-17Document1 pageWb4606e E312-17cwiksjNo ratings yet
- Wb1500e Eni CiDocument1 pageWb1500e Eni CicwiksjNo ratings yet
- Wb88Shr M.M.A. Welding Electrode: Welding@wballoys - Co.ukDocument1 pageWb88Shr M.M.A. Welding Electrode: Welding@wballoys - Co.uklathasri78No ratings yet
- Wb56S M.M.A. Welding Electrode: Welding@wballoys - Co.ukDocument1 pageWb56S M.M.A. Welding Electrode: Welding@wballoys - Co.uklathasri78No ratings yet
- WB56S E7016-1Document1 pageWB56S E7016-1cwiksjNo ratings yet
- Wb2000e E6013Document1 pageWb2000e E6013cwiksjNo ratings yet
- M.M.A. Welding ElectrodeDocument1 pageM.M.A. Welding ElectrodecwiksjNo ratings yet
- Wb9009E M.M.A. Welding Electrode: Bs en 14700-2005: Efe2Document1 pageWb9009E M.M.A. Welding Electrode: Bs en 14700-2005: Efe2lathasri78No ratings yet
- Wb76S M.M.A. Welding Electrode: Classifications & ApprovalsDocument1 pageWb76S M.M.A. Welding Electrode: Classifications & Approvalslathasri78No ratings yet
- ASM Material Data Sheet PDFDocument2 pagesASM Material Data Sheet PDFtiele_barcelosNo ratings yet
- 410 NiMo MigDocument2 pages410 NiMo MigAnonymous skBAwexNo ratings yet
- Railrod: Data SheetDocument1 pageRailrod: Data Sheetmohamed AdelNo ratings yet
- Aisi 304Document2 pagesAisi 304Rohit100% (1)
- 1564 Fox Ev 85 ElettrodoDocument1 page1564 Fox Ev 85 ElettrodoAminNo ratings yet
- ASM Material Data Sheet 304Document2 pagesASM Material Data Sheet 304.xNo ratings yet
- X Bond: Welding Electrode For Structural Welding ApplicationDocument1 pageX Bond: Welding Electrode For Structural Welding ApplicationAmit ChapagainNo ratings yet
- Böhler CN 13/4-Mc Hi: Classifi CationsDocument1 pageBöhler CN 13/4-Mc Hi: Classifi CationsBranko FerenčakNo ratings yet
- Cusn8 Industrial RolledDocument4 pagesCusn8 Industrial RolledPrakash MakadiaNo ratings yet
- Tech-Rod 630: DescriptionDocument1 pageTech-Rod 630: DescriptionRajendra ChoudharyNo ratings yet
- ASM Material Data SheetDocument2 pagesASM Material Data Sheetducchinh080No ratings yet
- Data Sheet Aluminium 6061 t6 Group (H)Document7 pagesData Sheet Aluminium 6061 t6 Group (H)احمد نعيمNo ratings yet
- Metrode ER110S-G FillerDocument6 pagesMetrode ER110S-G FillerBernie SimcsNo ratings yet
- Boehler CN 13 4-MC - SWDocument1 pageBoehler CN 13 4-MC - SWSebastian AcostaNo ratings yet
- C 70 SuperthermDocument2 pagesC 70 SuperthermMandeep SinghNo ratings yet
- LFBCW510L TN enDocument4 pagesLFBCW510L TN endrgilleNo ratings yet
- Silicon Bronze 655: Herculoy®, High-Silicon Bronze A, UNS C65500, H06 (50%) Temper RodDocument2 pagesSilicon Bronze 655: Herculoy®, High-Silicon Bronze A, UNS C65500, H06 (50%) Temper RodJay PNo ratings yet
- Stainless SteelDocument1 pageStainless SteelSadashiva sahoo100% (1)
- High Tensile: Voestalpine High Performance Metals (Australia) Pty LTDDocument5 pagesHigh Tensile: Voestalpine High Performance Metals (Australia) Pty LTDSinan YıldızNo ratings yet
- Böhler Fox CM 2 KB: Classifi CationsDocument1 pageBöhler Fox CM 2 KB: Classifi CationsBranko FerenčakNo ratings yet
- Basic Coated Electrode For Creep Resisting Steels: 1501 GR 622 To 1504 GR 622, BS 359 GR 622/640 1503 GR 660, 1504Gr 660Document1 pageBasic Coated Electrode For Creep Resisting Steels: 1501 GR 622 To 1504 GR 622, BS 359 GR 622/640 1503 GR 660, 1504Gr 660mohamed AdelNo ratings yet
- High Strength Ni-Mo Low AlloyDocument5 pagesHigh Strength Ni-Mo Low Alloymohamed AdelNo ratings yet
- B - Boehler FOX CM 9 KB - Se - en - 5Document1 pageB - Boehler FOX CM 9 KB - Se - en - 5misthahNo ratings yet
- Wire Data Sheet - Elgiloy PDFDocument1 pageWire Data Sheet - Elgiloy PDFvprakshaindiaNo ratings yet
- Interlloy Grade 8620 Case Hardening SteelDocument3 pagesInterlloy Grade 8620 Case Hardening Steelajitchavan2150No ratings yet
- Properties of Ss410Document5 pagesProperties of Ss410gregkilatonNo ratings yet
- Inconel 112-DatasheetDocument1 pageInconel 112-DatasheetrobertNo ratings yet
- 304 Stainless SteelDocument3 pages304 Stainless Steelnum fistismNo ratings yet
- Chromet 92: Mma All-Positional Electrode For Joining P92 Creep Resisting SteelDocument2 pagesChromet 92: Mma All-Positional Electrode For Joining P92 Creep Resisting SteelVVan TanNo ratings yet
- Nickel Based ElectrodeDocument1 pageNickel Based Electrodewalter091011No ratings yet
- Interlloy Grade 1045 Carbon Steel BarDocument3 pagesInterlloy Grade 1045 Carbon Steel BarPRASHANT KANTENo ratings yet
- E 8018 B2Document1 pageE 8018 B2ElMacheteDelHuesoNo ratings yet
- Section 2 - Nikko Welding ConsumablesDocument9 pagesSection 2 - Nikko Welding Consumablesangga franugrahaNo ratings yet
- Werkstoff 1.5217 (20MnV6)Document2 pagesWerkstoff 1.5217 (20MnV6)alextentwentyNo ratings yet
- L1 34264 en T Thermanit MTS 3 Se en v2Document1 pageL1 34264 en T Thermanit MTS 3 Se en v2Enrique MurgiaNo ratings yet
- Alloy 276 Spec SheetDocument3 pagesAlloy 276 Spec SheetJAYA BHARATHA REDDYNo ratings yet
- 21crmov5-7: Steel GradeDocument1 page21crmov5-7: Steel GradeEdward PongracNo ratings yet
- B978 075064284 2 - 50008 9Document5 pagesB978 075064284 2 - 50008 9Tarun ChakrabortyNo ratings yet
- Raffmetal: UNI EN 1676 and 1706Document2 pagesRaffmetal: UNI EN 1676 and 1706Martin DuarteNo ratings yet
- Properties s45cDocument3 pagesProperties s45ctomas duranNo ratings yet
- X17CrNi16 2Document2 pagesX17CrNi16 2madodandembeNo ratings yet
- Specifications: Product TypeDocument1 pageSpecifications: Product TypecwiksjNo ratings yet
- Robo TiPTiG Data Sheet FinalDocument2 pagesRobo TiPTiG Data Sheet FinalcwiksjNo ratings yet
- K034 - Daikoflux 940Document1 pageK034 - Daikoflux 940cwiksjNo ratings yet
- A Max WearplateDocument1 pageA Max WearplatecwiksjNo ratings yet
- Red To (-) Negative and Yellow To (+) Positive When Connecting Wires To ConnectorsDocument3 pagesRed To (-) Negative and Yellow To (+) Positive When Connecting Wires To ConnectorscwiksjNo ratings yet
- Wb1700e Enicu-BDocument1 pageWb1700e Enicu-BcwiksjNo ratings yet
- Wb4606e E312-17Document1 pageWb4606e E312-17cwiksjNo ratings yet
- M.M.A. Welding ElectrodeDocument1 pageM.M.A. Welding ElectrodecwiksjNo ratings yet
- WB5525E ENiCrMo-5Document1 pageWB5525E ENiCrMo-5cwiksjNo ratings yet
- Wb1700e Enicu-BDocument1 pageWb1700e Enicu-BcwiksjNo ratings yet
- M.M.A. Welding Electrode: Classifications & ApprovalsDocument1 pageM.M.A. Welding Electrode: Classifications & ApprovalscwiksjNo ratings yet
- Wb2000e E6013Document1 pageWb2000e E6013cwiksjNo ratings yet
- Wb1500e Eni CiDocument1 pageWb1500e Eni CicwiksjNo ratings yet
- WB56S E7016-1Document1 pageWB56S E7016-1cwiksjNo ratings yet
- Nanofabrication NIL PDFDocument59 pagesNanofabrication NIL PDFMoiz AmirNo ratings yet
- Haba JawapanDocument10 pagesHaba JawapanScotrraaj GopalNo ratings yet
- Tipuri de Otel Inoxidabil CalitatiDocument2 pagesTipuri de Otel Inoxidabil CalitatiCorina MarcuNo ratings yet
- Duoline 20 - Reasons WhyDocument4 pagesDuoline 20 - Reasons Whycasda73No ratings yet
- Tetranabinex Nabidiolex StottDocument1 pageTetranabinex Nabidiolex StottprojectcbdNo ratings yet
- Mole Concept VMC PackageDocument36 pagesMole Concept VMC PackageVengefulNo ratings yet
- Molecular Genetics: (BCHEM 365)Document32 pagesMolecular Genetics: (BCHEM 365)DesmondNo ratings yet
- Model 10 10fb 11 Carbon HousingsDocument4 pagesModel 10 10fb 11 Carbon HousingsrezNo ratings yet
- Fromation Evaluation-Through Cased Hole Logging-FinalDocument95 pagesFromation Evaluation-Through Cased Hole Logging-FinalVaibhav GovindNo ratings yet
- Presentasi IKOM Handover Gas Metering Services PHE Jambi Merang (20jan2022)Document47 pagesPresentasi IKOM Handover Gas Metering Services PHE Jambi Merang (20jan2022)irwanypcNo ratings yet
- Simple Syrup IP 66 Https://youtu - Be/6oiy - AdjLJkDocument23 pagesSimple Syrup IP 66 Https://youtu - Be/6oiy - AdjLJkSunanda Chaudhari100% (1)
- API 571 Damage Mechanism Affecting Fixed Refining EquipmentsDocument4 pagesAPI 571 Damage Mechanism Affecting Fixed Refining EquipmentsKmt_AeNo ratings yet
- CHE 029 - Exercise No 1Document3 pagesCHE 029 - Exercise No 1ronduexNo ratings yet
- 17 de Thi Hoc Ki 1 Mon Hoa Hoc Lop 10Document379 pages17 de Thi Hoc Ki 1 Mon Hoa Hoc Lop 10cclatrumNo ratings yet
- Lipid Analysis: Melisa Intan BarlianaDocument38 pagesLipid Analysis: Melisa Intan BarlianaChantique Maharani0% (1)
- Daftar Pustaka: Universitas Sumatera UtaraDocument5 pagesDaftar Pustaka: Universitas Sumatera Utaraazalea freyaNo ratings yet
- 10 1016@j Desal 2006 09 007 PDFDocument6 pages10 1016@j Desal 2006 09 007 PDFMimi TanNo ratings yet
- Experiment 9 10Document4 pagesExperiment 9 10sujaraghupsNo ratings yet
- DIN - ASME - STANDARD - HeadsDocument3 pagesDIN - ASME - STANDARD - HeadsHong Dae YoonNo ratings yet
- Dyeing Nylon With Acid Dyes PDFDocument9 pagesDyeing Nylon With Acid Dyes PDFirc.indusNo ratings yet
- 글리세린 R995F MSDS 영문Document9 pages글리세린 R995F MSDS 영문하은No ratings yet
- Materials Science and TestingDocument7 pagesMaterials Science and Testingkimlouie petateNo ratings yet
- Calibration Curve: Kathleen Faith C. Briones Hope Louis Simbrio BS in Chemistry III Experiment No. 9Document6 pagesCalibration Curve: Kathleen Faith C. Briones Hope Louis Simbrio BS in Chemistry III Experiment No. 9Kat Chavez BrionesNo ratings yet
- Pre-Reformer Catalyst in A Hydrogen PlantDocument4 pagesPre-Reformer Catalyst in A Hydrogen Plantbikas_saha100% (1)
- DPWH-QMSF-49 Rev00 Worksheet On Testing of Emulsified Asphalt-2Document2 pagesDPWH-QMSF-49 Rev00 Worksheet On Testing of Emulsified Asphalt-2Myrna FielNo ratings yet
- Piccs 2012 PDFDocument1,614 pagesPiccs 2012 PDFAnnabelle GuilingNo ratings yet
- GujCET Chemistry 2010Document5 pagesGujCET Chemistry 2010nayan159100% (1)
- Learning Issues: 1. What Characteristic of Free Drugs? (Iftitah) AnswerDocument8 pagesLearning Issues: 1. What Characteristic of Free Drugs? (Iftitah) AnswerIftitah N. RNo ratings yet
- Failure Analysis of Bank Front Boiler Tubes: M.R. Khajavi, A.R. Abdolmaleki, N. Adibi, S. MirfendereskiDocument8 pagesFailure Analysis of Bank Front Boiler Tubes: M.R. Khajavi, A.R. Abdolmaleki, N. Adibi, S. MirfendereskiLuis Enrique Barrera SandovalNo ratings yet
- AAS Questions: Year 12 ChemistryDocument2 pagesAAS Questions: Year 12 ChemistryKhalidOfqirNo ratings yet