You might also like
- Otc 3669 MSDocument10 pagesOtc 3669 MSanon_401712377No ratings yet
- Shell Thickness PDFDocument6 pagesShell Thickness PDFLucia ZambranoNo ratings yet
- Mathcad - Clump Winch AnalysisDocument5 pagesMathcad - Clump Winch AnalysisL. A. WillisNo ratings yet
- Single Drum Winch Design Chapter 10Document54 pagesSingle Drum Winch Design Chapter 10kelvinyeoh100% (3)
- Analysing Winch Systems With Finite Element AnalysisDocument5 pagesAnalysing Winch Systems With Finite Element AnalysisBen RuffellNo ratings yet
- As 1418.19-2007 - Cranes Hoists & Winches - Telescopic HandlersDocument65 pagesAs 1418.19-2007 - Cranes Hoists & Winches - Telescopic HandlersMarcus van Riet100% (1)
- Emergency Braking System for EOT CranesDocument7 pagesEmergency Braking System for EOT CranesHarish Gupta (JSHL)No ratings yet
- Coupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsFrom EverandCoupled CFD-DEM Modeling: Formulation, Implementation and Application to Multiphase FlowsNo ratings yet
- Winch Drum Capacity CalculationsDocument2 pagesWinch Drum Capacity CalculationsDwi ArifNo ratings yet
- Torsional Properties of Fabricated I-Beam and Box Sections 1941Document36 pagesTorsional Properties of Fabricated I-Beam and Box Sections 1941Reinaldo Chohfi Jr.No ratings yet
- Lebus BulletinDocument4 pagesLebus BulletinNaval2014DNNo ratings yet
- Projectreport ExcavatorArmDocument41 pagesProjectreport ExcavatorArmVinod Yb0% (1)
- Pullmaster Brochure PDFDocument16 pagesPullmaster Brochure PDFKSRNo ratings yet
- CASAR - Wire Rope ForensicsDocument50 pagesCASAR - Wire Rope ForensicsfrankytgNo ratings yet
- Sheave Manual SMDocument8 pagesSheave Manual SMLutfi IsmailNo ratings yet
- Axle holders DIN 15058Document1 pageAxle holders DIN 15058joseocsilvaNo ratings yet
- Crane Rail Selection: Calculation of Required Rail Head WidthDocument1 pageCrane Rail Selection: Calculation of Required Rail Head WidthMAHMOUD YOUNISNo ratings yet
- LBF Rail CraneRailSystemsDocument25 pagesLBF Rail CraneRailSystemsIrving OroNo ratings yet
- Yao (2015) - Buckling Failure Analysis of All-Terrain Crane Telescopic Boom SectionDocument13 pagesYao (2015) - Buckling Failure Analysis of All-Terrain Crane Telescopic Boom SectionGogyNo ratings yet
- OSHA Standard For Cranes and Hoists1Document15 pagesOSHA Standard For Cranes and Hoists1Clyde CarpenterNo ratings yet
- Winch DesignDocument132 pagesWinch Designzeek7767% (3)
- Bridon Crane Rope CatalogueDocument80 pagesBridon Crane Rope CataloguePete Swift100% (1)
- Ancient cranes lifted constructionDocument25 pagesAncient cranes lifted constructionIshaan00748850% (2)
- Wire Rope Basics Guide: Components, Constructions, Characteristics & FailuresDocument15 pagesWire Rope Basics Guide: Components, Constructions, Characteristics & Failuresm_vaasu67100% (1)
- Basic Technical Winch InformationDocument7 pagesBasic Technical Winch InformationMarcos GonzalezNo ratings yet
- 2 RollersDocument128 pages2 RollersCésarRenatoCopacondoriCuaylaNo ratings yet
- U 336380Document332 pagesU 336380Nguyễn Văn ĐiệpNo ratings yet
- 36 Design of Band and Disc BrakesDocument10 pages36 Design of Band and Disc BrakesPRASAD326100% (2)
- Hoist CrabDocument4 pagesHoist Crabwholenumber100% (1)
- MMM235 - Winch DesignDocument33 pagesMMM235 - Winch DesignSam Wang Chern Peng100% (2)
- Winches and Reels: Tension in Line and Pressure On The Drum and FlangesDocument18 pagesWinches and Reels: Tension in Line and Pressure On The Drum and Flangesdrmauww100% (1)
- FEA and Optimization of Telescopic Boom of Mobiles Hydraulic CraneDocument6 pagesFEA and Optimization of Telescopic Boom of Mobiles Hydraulic Cranenpd1986100% (2)
- Structural Reliability Assessment of A Hoist Drum For An Offshore CraneDocument96 pagesStructural Reliability Assessment of A Hoist Drum For An Offshore CraneAlaeddine100% (2)
- 181-186 For Web PDFDocument6 pages181-186 For Web PDFdiego.peinado8856100% (1)
- Casar Steel Wire RopesDocument32 pagesCasar Steel Wire Ropessgupta_615796No ratings yet
- Manual ENGDocument91 pagesManual ENGbrunosamaeianNo ratings yet
- Gantry Crane WheelsDocument3 pagesGantry Crane WheelsflasnicugNo ratings yet
- TGN 11 Clip Spacing 09-12Document2 pagesTGN 11 Clip Spacing 09-12kayakeras3335No ratings yet
- Economical Lifting Beams: Adjustable Spreader/Lifting Beam (ASLB16)Document11 pagesEconomical Lifting Beams: Adjustable Spreader/Lifting Beam (ASLB16)roopjayNo ratings yet
- Wire Rope GuideDocument30 pagesWire Rope GuideAnonymousNo ratings yet
- Stuttgart Seiltagung IMWDocument14 pagesStuttgart Seiltagung IMWSelva Kumar0% (1)
- Fixed Boom Marine Crane - EBIDocument3 pagesFixed Boom Marine Crane - EBIalikajbafNo ratings yet
- BS 3701 1964Document12 pagesBS 3701 1964Mohamed FaroukNo ratings yet
- Measuring Bulk Coal Friction on Wear PlatesDocument8 pagesMeasuring Bulk Coal Friction on Wear PlatesWaris La Joi WakatobiNo ratings yet
- LIFTECH - Container Crane DesignDocument49 pagesLIFTECH - Container Crane Designaiyubi2100% (1)
- Buckling Análysis of Telescopic Boom PDFDocument7 pagesBuckling Análysis of Telescopic Boom PDFAndonny Daq DelgadoNo ratings yet
- KDHI Conveyor SystemDocument25 pagesKDHI Conveyor SystemFavorSea Industrial Channel LimitedNo ratings yet
- Wire Drum DesignDocument8 pagesWire Drum DesignJonathan Lynch100% (2)
- Container Gantry Crane StructureDocument40 pagesContainer Gantry Crane StructureMogan RajNo ratings yet
- Design Pipe DavitDocument3 pagesDesign Pipe DavitTejas ShahNo ratings yet
- Marine Crane Owner's ManualDocument62 pagesMarine Crane Owner's ManualVagabond HuynhNo ratings yet
- VD - 68 Design Verification of Winch For Offshore CranesDocument4 pagesVD - 68 Design Verification of Winch For Offshore CraneskhurramNo ratings yet
- 1-Oil and Gas Hoisting Winch Split Drum Design and Finite Element AnalysisDocument24 pages1-Oil and Gas Hoisting Winch Split Drum Design and Finite Element AnalysisKevin armstrongNo ratings yet
- Improvement Design of WinchesDocument77 pagesImprovement Design of WinchesNurseptian Pratomo100% (1)
- Crane HookDocument55 pagesCrane HookEr Prabhakar100% (3)
- Cor OMAE2006 92377Document9 pagesCor OMAE2006 92377iwanNo ratings yet
- FULLTEXT01Document8 pagesFULLTEXT01balamuruganNo ratings yet
- 77 NAV2012 DuctedPropellers SubmittedDocument10 pages77 NAV2012 DuctedPropellers SubmittedHua Hidari YangNo ratings yet
- Flexural Behaviour of Trapezoidal Corrugation Beam by Varying Aspect RatioDocument5 pagesFlexural Behaviour of Trapezoidal Corrugation Beam by Varying Aspect RatioijsretNo ratings yet
- Fatigue Testing Machine Simulates Rope DamageDocument11 pagesFatigue Testing Machine Simulates Rope Damageshah nauman100% (1)
- TugDocument2 pagesTugtonyNo ratings yet
- Cargo Securing Manual CsmtesDocument31 pagesCargo Securing Manual Csmtesreka1950No ratings yet
- SNDocument113 pagesSNtonyNo ratings yet
- Section 8 Windlass Design and Testing: 8.1 GeneralDocument3 pagesSection 8 Windlass Design and Testing: 8.1 GeneralANTON NEAGUNo ratings yet
- Single Point Moorings 2018 KDocument60 pagesSingle Point Moorings 2018 KtonyNo ratings yet
- Exxonmobil Minimum Safety CriteriaDocument40 pagesExxonmobil Minimum Safety Criteriakhaled116071% (7)
- Life Saving-Inland-2009-Rrr PDFDocument12 pagesLife Saving-Inland-2009-Rrr PDFtonyNo ratings yet
- Ni 617 July 2014 PDFDocument46 pagesNi 617 July 2014 PDFTi AnnelNo ratings yet
- Section 8 Windlass Design and Testing: 8.1 GeneralDocument3 pagesSection 8 Windlass Design and Testing: 8.1 GeneralANTON NEAGUNo ratings yet
- Guide Application Directive 2006-42-Ec-2nd Edit 6-2010 enDocument6 pagesGuide Application Directive 2006-42-Ec-2nd Edit 6-2010 entonyNo ratings yet
- Towing Winch Emergency Release Systems-Cu Aplicare Din 2020Document4 pagesTowing Winch Emergency Release Systems-Cu Aplicare Din 2020tonyNo ratings yet
- Abs-Equipment Condition Monitoring PDFDocument101 pagesAbs-Equipment Condition Monitoring PDFShubhodeep SarkarNo ratings yet
- Proiectare Cuplajelor PermanenteDocument160 pagesProiectare Cuplajelor PermanentetonyNo ratings yet
- A2 Shipboard Fittings and Supporting Hull Structures Associated With Towing and Mooring On Conventional Vessels A2Document6 pagesA2 Shipboard Fittings and Supporting Hull Structures Associated With Towing and Mooring On Conventional Vessels A2tonyNo ratings yet
- UE Guide Directive Machine 2006-42-CEDocument406 pagesUE Guide Directive Machine 2006-42-CEvoltaredNo ratings yet
- Cargo Securing Guidelines enDocument208 pagesCargo Securing Guidelines enAndrejs Meļņikovs100% (2)
- Importance of Surface Finish in The Design of Stainless SteelDocument2 pagesImportance of Surface Finish in The Design of Stainless SteelPostolache ValentinNo ratings yet
- SVR Part 6 Jan 19 PDFDocument268 pagesSVR Part 6 Jan 19 PDFsreeNo ratings yet
- 692D Guidelines Marine DesignersDocument9 pages692D Guidelines Marine Designerspapaki2No ratings yet
- 692D Guidelines Marine DesignersDocument9 pages692D Guidelines Marine Designerspapaki2No ratings yet
- Panama Canal Regulations PDFDocument114 pagesPanama Canal Regulations PDFtony100% (1)
- SPM Rules E-July14Document98 pagesSPM Rules E-July14Julio Fernando Asitimbay ChávezNo ratings yet
- Mooring Do It Safely - 2013-08-09 PDFDocument45 pagesMooring Do It Safely - 2013-08-09 PDFjuricic2100% (1)
- Spring Design HandbookDocument199 pagesSpring Design Handbooklakshmanakumarr97% (31)
- Winch AnalysisDocument21 pagesWinch Analysisvarshasdm19870% (1)
- Deck Machineries: Windlass & Winches Onboard Offshore and AshoreDocument30 pagesDeck Machineries: Windlass & Winches Onboard Offshore and AshoreAlexEcnom100% (3)
- Fundamentals of Pulley and WinchesDocument62 pagesFundamentals of Pulley and WinchesvikasgahlyanNo ratings yet
- Versatile 80m Multibuster Workboat Wins Top AwardDocument28 pagesVersatile 80m Multibuster Workboat Wins Top AwardtonyNo ratings yet
- Mooring and Unmooring: PPE To Be UsedDocument7 pagesMooring and Unmooring: PPE To Be UsedtonyNo ratings yet
- Review Mechanics of Deformable BodiesDocument28 pagesReview Mechanics of Deformable BodiesPiolo Mar RomeroNo ratings yet
- Construction and Building Materials: Jian Hui Lim, Yiwei Weng, Quang-Cuong PhamDocument10 pagesConstruction and Building Materials: Jian Hui Lim, Yiwei Weng, Quang-Cuong PhamficuniNo ratings yet
- Mechanical Properties of MaterialsDocument33 pagesMechanical Properties of MaterialsAaron Dela CruzNo ratings yet
- Part 2Document12 pagesPart 2علي مؤيد مطشر صدامNo ratings yet
- Rheology of Hyaluronic Acid and Dynamic Facial Rejuvenation: Topographical SpecificitiesDocument8 pagesRheology of Hyaluronic Acid and Dynamic Facial Rejuvenation: Topographical SpecificitiesDanna RomeroNo ratings yet
- Role of Rock Mechanics in Mining Industry: Applications in Underground MiningDocument30 pagesRole of Rock Mechanics in Mining Industry: Applications in Underground MiningJahangir MalikNo ratings yet
- Mechanics - Deflection of The BeamDocument54 pagesMechanics - Deflection of The BeamAira Choy Poliquit CargoNo ratings yet
- Comprehensive Rock Engineering LNJTNDocument18 pagesComprehensive Rock Engineering LNJTNargaNo ratings yet
- Membrane Analysis of Flat Plate Slabs: Aci Structural Journal Technical PaperDocument10 pagesMembrane Analysis of Flat Plate Slabs: Aci Structural Journal Technical PaperpicottNo ratings yet
- Flexural Analysis and Design - Doubly Reinforced BeamsDocument23 pagesFlexural Analysis and Design - Doubly Reinforced BeamsJhe Taguines100% (1)
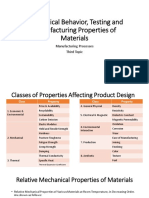
- Mechanical Behavior, Testing and Manufacturing Properties of MaterialsDocument34 pagesMechanical Behavior, Testing and Manufacturing Properties of MaterialsLujain AlrashdanNo ratings yet
- LAB 3 ReportDocument8 pagesLAB 3 Reportbudhwin dinsaraNo ratings yet
- FINAL Clear and Present Danger 2 (QT or TMT Rebars in Seismic Zone 4 3333333333Document48 pagesFINAL Clear and Present Danger 2 (QT or TMT Rebars in Seismic Zone 4 3333333333emmoralesNo ratings yet
- STP-NU-040 Update and Improve Subsection NH - Simplified Elastic and Inelastic Design Analysis MethodsDocument283 pagesSTP-NU-040 Update and Improve Subsection NH - Simplified Elastic and Inelastic Design Analysis MethodslorenzoNo ratings yet
- Pub 59Document7 pagesPub 59Rahul ShrivastavaNo ratings yet
- Seismic Design of Steel Special Moment FramesDocument38 pagesSeismic Design of Steel Special Moment Framesahumanbeing108No ratings yet
- ME 202 Advanced Mechanics of Solids Module QuestionsDocument10 pagesME 202 Advanced Mechanics of Solids Module QuestionsKiran ChristopherNo ratings yet
- Petek PDFDocument10 pagesPetek PDFNigus TeklehaymanotNo ratings yet
- TORICONICAL Vertical Pressure VesselDocument46 pagesTORICONICAL Vertical Pressure VesselOld Oromo music museumNo ratings yet
- Mechanical PropertiesDocument33 pagesMechanical PropertiesAstra BeckettNo ratings yet
- University of Engineering & Technology, Peshawar, PakistanDocument71 pagesUniversity of Engineering & Technology, Peshawar, PakistanedgerNo ratings yet
- Finite Element Analysis of A Prestressed Concrete Beam Using FRP TendonDocument105 pagesFinite Element Analysis of A Prestressed Concrete Beam Using FRP TendonVietnhut Phan100% (1)
- 9.ED5252-QUESTION BANK Mechanical Behavior of MaterialsDocument11 pages9.ED5252-QUESTION BANK Mechanical Behavior of MaterialsWork CitNo ratings yet
- 2 Marks SOM RejinpaulDocument12 pages2 Marks SOM Rejinpaull8o8r8d8s8i8v8No ratings yet
- 200319-Final Exam - Machine DesignDocument2 pages200319-Final Exam - Machine DesignJoseph RefuerzoNo ratings yet
- CE 533 Chap 15 Rev PDFDocument66 pagesCE 533 Chap 15 Rev PDFBelmiro CerqueiraNo ratings yet
- Issues To Address... : Chapter 14/15-1Document11 pagesIssues To Address... : Chapter 14/15-1Alex Nico JhoentaxsNo ratings yet
- Cap5 PDFDocument268 pagesCap5 PDFCristobal Jimenez MuchoNo ratings yet
- Design and Detailing of Movement JointsDocument28 pagesDesign and Detailing of Movement JointsTanveer AhmadNo ratings yet
- Plastic - Collapse at Pipes and Vessels PDFDocument19 pagesPlastic - Collapse at Pipes and Vessels PDFElias KapaNo ratings yet