You might also like
- TOFD PA Procedure For 301 PDFDocument49 pagesTOFD PA Procedure For 301 PDFwiNo ratings yet
- 16 TOFD Evaluation GuidelineDocument17 pages16 TOFD Evaluation GuidelineMohamed Ibrahim100% (1)
- Advances in Phased Array Weld Inspection Scan Plan DesignsDocument18 pagesAdvances in Phased Array Weld Inspection Scan Plan Designshcmcrlho100% (1)
- VT For NDT - 2017Document29 pagesVT For NDT - 2017Selvakpm06No ratings yet
- Example Report TOFD 2 INT-GP1186!09!70Document1 pageExample Report TOFD 2 INT-GP1186!09!70EMTC EMTC100% (1)
- Procedure Using UT SlideDocument1 pageProcedure Using UT SlideTonyo Ayshiyu100% (3)
- Digital: A Standard Practice For Digital NDT Data Exchange and StorageDocument7 pagesDigital: A Standard Practice For Digital NDT Data Exchange and StorageAnonymous 5qPKvmuTWCNo ratings yet
- Welding Joint SymbolsDocument32 pagesWelding Joint SymbolsMarcelo CunhaNo ratings yet
- Ut of Austenitic WeldsDocument46 pagesUt of Austenitic Weldslinhcdt3100% (1)
- In Depth Look at UltrasonicTransducersDocument52 pagesIn Depth Look at UltrasonicTransducersGrafton MontgomeryNo ratings yet
- PA Probe Catalog en 201304Document24 pagesPA Probe Catalog en 201304Durgamadhaba Mishra100% (2)
- Blocks For Ultrasonic TestingDocument3 pagesBlocks For Ultrasonic TestingMahade Hasan DipuNo ratings yet
- Basic Ut, Pa, TofdDocument49 pagesBasic Ut, Pa, TofdLương Hồ Vũ100% (2)
- Paut Fullnotes 160717135748Document7 pagesPaut Fullnotes 160717135748Manoj VishwakarmaNo ratings yet
- Ultrasonic Examination Austenitic and Dissimilar WeldsDocument6 pagesUltrasonic Examination Austenitic and Dissimilar WeldshocimtmNo ratings yet
- Sizing Piping Calibration Blocks For ASME V: Holloway NDT & Engineering IncDocument5 pagesSizing Piping Calibration Blocks For ASME V: Holloway NDT & Engineering IncJulio SaintDLCNo ratings yet
- 7.5CCEV-35-16-A15 Esp 12,5 MM 1 Grupo Index - 20 MM Raiz 40-60° COBRADocument2 pages7.5CCEV-35-16-A15 Esp 12,5 MM 1 Grupo Index - 20 MM Raiz 40-60° COBRAwilfran villegasNo ratings yet
- 016-PE and TOFDDocument41 pages016-PE and TOFDvenkat100% (1)
- UT Shearwave Level II Indication Plotting ExerciseDocument8 pagesUT Shearwave Level II Indication Plotting ExercisekatycwiNo ratings yet
- UT For Duplex Stainless Steel WeldsDocument5 pagesUT For Duplex Stainless Steel WeldsvsnaiduqcNo ratings yet
- Angle DACDocument1 pageAngle DACJeevanandam ShanmugasundaramNo ratings yet
- Dac & DGSDocument14 pagesDac & DGSAhmad Daniel100% (1)
- Ut Proceduregeneral 141118232235 Conversion Gate02Document24 pagesUt Proceduregeneral 141118232235 Conversion Gate02Danem HalasNo ratings yet
- L3 UT Study Corrrections PDFDocument0 pagesL3 UT Study Corrrections PDFJayaram MVNo ratings yet
- Characteristics of Piezoelectric TransducersDocument50 pagesCharacteristics of Piezoelectric Transducersextremo1No ratings yet
- Phased Array Scan Coverage - Ed GinzelDocument17 pagesPhased Array Scan Coverage - Ed GinzelJ.Carrasco100% (2)
- Manual Ultrasonic Phased ArrayDocument53 pagesManual Ultrasonic Phased ArrayMilan TonicNo ratings yet
- Phased Array Inspection in Austenitic Stainless Steel WeldsDocument10 pagesPhased Array Inspection in Austenitic Stainless Steel WeldsrupamNo ratings yet
- Sample of UT InstructionDocument4 pagesSample of UT InstructionIkeNo ratings yet
- UTDocument17 pagesUTArputharaj Maria Louis100% (2)
- Phased Array UT Versus RT Report TruncatedDocument20 pagesPhased Array UT Versus RT Report TruncatedSungsoo HanNo ratings yet
- UT Testing-Section 5Document148 pagesUT Testing-Section 5Charlie Chong100% (1)
- TOFD by TempleDocument444 pagesTOFD by TempleAlejandro Mejia RodriguezNo ratings yet
- AWS Procedure - Rev 2Document40 pagesAWS Procedure - Rev 2Mario Perez100% (1)
- A Review of Advanced Phased Array Approaches TechniquesDocument17 pagesA Review of Advanced Phased Array Approaches Techniquesbhargav121No ratings yet
- Ultrasonic Testing of Austenitic Stainless Steel WeldsDocument15 pagesUltrasonic Testing of Austenitic Stainless Steel Weldssmartz inspection100% (1)
- UTDocument79 pagesUTkumargpalani100% (1)
- Advanced Ultrasonic Techniques For Nondestructive Testing of Austenitic and Dissimilar Welds in Nuclear FacilitiesDocument10 pagesAdvanced Ultrasonic Techniques For Nondestructive Testing of Austenitic and Dissimilar Welds in Nuclear FacilitiesAnonymous 5qPKvmuTWCNo ratings yet
- TOFD - by Nicholas Bublitz - USA PDFDocument135 pagesTOFD - by Nicholas Bublitz - USA PDFhocimtm100% (1)
- Welding SymbolsDocument49 pagesWelding SymbolsManiNo ratings yet
- BLOQUEDocument1 pageBLOQUEAlvaro Alexis Mendoza PradaNo ratings yet
- PRR CalculationDocument4 pagesPRR CalculationnavitaNo ratings yet
- Scan PlanDocument24 pagesScan PlanrupamNo ratings yet
- TOFDDocument39 pagesTOFDLương Hồ Vũ100% (1)
- UTDocument28 pagesUTMohdHuzairiRusli100% (1)
- Chapter 12.1 - Visual Testing VTDocument23 pagesChapter 12.1 - Visual Testing VTMauricio Marques100% (2)
- NDT Procedure BS EN 10160:1999 (Full Version Available From N-D-T.com)Document6 pagesNDT Procedure BS EN 10160:1999 (Full Version Available From N-D-T.com)Mark BrailsfordNo ratings yet
- ASME Piping Block (UT+PAUT)Document1 pageASME Piping Block (UT+PAUT)Muhammed Abo-FandoodNo ratings yet
- 25 MM Nozzle Paut Scan PlanDocument4 pages25 MM Nozzle Paut Scan PlanRupam BaruahNo ratings yet
- Phased Array Ultrasonic Testing (PAUT) Weld Flaw Characterization ChartDocument2 pagesPhased Array Ultrasonic Testing (PAUT) Weld Flaw Characterization ChartMd. Razibul IslamNo ratings yet
- 24 Practical Visual InspectionDocument5 pages24 Practical Visual InspectionMai Anh TaiNo ratings yet
- Fluorescent Magnetic TestingDocument29 pagesFluorescent Magnetic TestingAlzaki Abdullah100% (1)
- Practical Exercise - Rev 02Document20 pagesPractical Exercise - Rev 02Rian Saputra100% (1)
- NDT RT NDS1Document46 pagesNDT RT NDS1naganathanNo ratings yet
- Iqi'sDocument6 pagesIqi's24inspector100% (1)
- Industrial Radiografi OverviewDocument50 pagesIndustrial Radiografi OverviewЕвгений ПолещукNo ratings yet
- TOFD Technique For Weld InspectionDocument31 pagesTOFD Technique For Weld Inspectionvenkat100% (1)
- Ut Job Knowledge - TwiDocument10 pagesUt Job Knowledge - TwiBhanu Pratap ChoudhuryNo ratings yet
- Impact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989From EverandImpact of Non-Destructive Testing: Proceedings of the 28th Annual British Conference on Non-Destructive Testing, Sheffield, UK, 18-21 September 1989C. BrookNo ratings yet
- The ABC of NDTDocument5 pagesThe ABC of NDTHamzaNoumanNo ratings yet
- Experimental Investigation of Weld Root To Throat Crack Recognition by Double-Probe Ultrasonic TestingDocument10 pagesExperimental Investigation of Weld Root To Throat Crack Recognition by Double-Probe Ultrasonic TestingAnonymous 5qPKvmuTWCNo ratings yet
- PNNL - 162AER - Cast SS - Crack SizingDocument104 pagesPNNL - 162AER - Cast SS - Crack SizingAnonymous 5qPKvmuTWCNo ratings yet
- Half TFM PDFDocument8 pagesHalf TFM PDFMohsin IamNo ratings yet
- Hand Held Ultrasonic Sizing of Stress Corrosion CRDocument19 pagesHand Held Ultrasonic Sizing of Stress Corrosion CRAnonymous 5qPKvmuTWCNo ratings yet
- GE - Probe - Coarse Grain Materials PDFDocument2 pagesGE - Probe - Coarse Grain Materials PDFAnonymous 5qPKvmuTWCNo ratings yet
- Instruction Manual UTG Alpha PDFDocument24 pagesInstruction Manual UTG Alpha PDFAnonymous 5qPKvmuTWCNo ratings yet
- Insi 48 3 181Document3 pagesInsi 48 3 181wholenumberNo ratings yet
- Ultrasonic Matrix ArrayDocument10 pagesUltrasonic Matrix ArrayMohsin IamNo ratings yet
- Crack Sizing by The Time-Of-Flight Diffraction Method in The LigDocument10 pagesCrack Sizing by The Time-Of-Flight Diffraction Method in The LigAshish ParmarNo ratings yet
- FMC TFM - Inspection SystemDocument9 pagesFMC TFM - Inspection SystemAnonymous 5qPKvmuTWCNo ratings yet
- Circular Job PAUTDocument14 pagesCircular Job PAUTMohsin IamNo ratings yet
- Advanced Focusing Techniques For Enhanced PA UT Inspection Capability - 20180820Document8 pagesAdvanced Focusing Techniques For Enhanced PA UT Inspection Capability - 20180820Anonymous 5qPKvmuTWCNo ratings yet
- Advanced Ultrasonic Techniques For Nondestructive Testing of Austenitic and Dissimilar Welds in Nuclear FacilitiesDocument10 pagesAdvanced Ultrasonic Techniques For Nondestructive Testing of Austenitic and Dissimilar Welds in Nuclear FacilitiesAnonymous 5qPKvmuTWCNo ratings yet
- Inspection Procedure For The Eniq Pilot Study: European CommissionDocument66 pagesInspection Procedure For The Eniq Pilot Study: European CommissionMohsin IamNo ratings yet
- N Executive Summary: Engineering-27Document2 pagesN Executive Summary: Engineering-27Anonymous 5qPKvmuTWCNo ratings yet
- Focused Beam Plane Wave: Above Image Shows An A-Scan and S-Scan at 350°CDocument4 pagesFocused Beam Plane Wave: Above Image Shows An A-Scan and S-Scan at 350°CAnonymous 5qPKvmuTWCNo ratings yet
- RT Pipeline Crawler PDFDocument12 pagesRT Pipeline Crawler PDFAnonymous 5qPKvmuTWCNo ratings yet
- RT Pipeline Crawler PDFDocument12 pagesRT Pipeline Crawler PDFAnonymous 5qPKvmuTWCNo ratings yet
- EMAT Integrated With Vertical Climbing Robot For Boiler Tube InspectionDocument5 pagesEMAT Integrated With Vertical Climbing Robot For Boiler Tube InspectionAnonymous 5qPKvmuTWCNo ratings yet
- Specification 580 Rev. 0 - Pipelines Welding and NDT TestingDocument54 pagesSpecification 580 Rev. 0 - Pipelines Welding and NDT Testingshaban100% (1)
- UT Austenistic Ray TracingDocument259 pagesUT Austenistic Ray TracingAnonymous 5qPKvmuTWCNo ratings yet
- Circular Job PAUTDocument14 pagesCircular Job PAUTMohsin IamNo ratings yet
- Development of An Ultrasonic Inspection Technique For Sizing of Cracks in Complex Geometry Plant ComponentsDocument7 pagesDevelopment of An Ultrasonic Inspection Technique For Sizing of Cracks in Complex Geometry Plant ComponentsAnonymous 5qPKvmuTWCNo ratings yet
- Circular Job PAUTDocument14 pagesCircular Job PAUTMohsin IamNo ratings yet
- FMC TFM - Inspection SystemDocument9 pagesFMC TFM - Inspection SystemAnonymous 5qPKvmuTWCNo ratings yet
- Guided WaveDocument30 pagesGuided WaveAnonymous 5qPKvmuTWCNo ratings yet
- TOFD SizingDocument12 pagesTOFD SizingAnonymous 5qPKvmuTWCNo ratings yet
- Oceanography For General Studies UPSC Civil Services Exam: Short Notes PDFDocument71 pagesOceanography For General Studies UPSC Civil Services Exam: Short Notes PDFHari ShankarNo ratings yet
- Respond Basket Book 2021-CompressedDocument198 pagesRespond Basket Book 2021-CompressedpapujapuNo ratings yet
- Science Speed of Sound WorksheetsDocument1 pageScience Speed of Sound Worksheetsbart PorcadillaNo ratings yet
- ARCH 162: Statics and Strength of MaterialsDocument35 pagesARCH 162: Statics and Strength of MaterialsFurkan AktaşNo ratings yet
- Observing Microorganisms Through A MicroscopeSV PDFDocument3 pagesObserving Microorganisms Through A MicroscopeSV PDFFelipe Andrés JorqueraNo ratings yet
- Section Properties Calculation PDFDocument26 pagesSection Properties Calculation PDFAnonymous OnzJpzNo ratings yet
- New Low-Temperature Performance-Grading Method: Using 4-mm Parallel Plates On A Dynamic Shear RheometerDocument6 pagesNew Low-Temperature Performance-Grading Method: Using 4-mm Parallel Plates On A Dynamic Shear RheometerLuis AlejandroNo ratings yet
- Basics of Pipe Stress Analysis A Presentation-Part 2 of 2Document6 pagesBasics of Pipe Stress Analysis A Presentation-Part 2 of 2iaftNo ratings yet
- Engine Lubrication & Cooling Systems: SectionDocument5 pagesEngine Lubrication & Cooling Systems: SectionGastonNo ratings yet
- Ta-Compact-P: - With NPT and SWT ConnectionsDocument8 pagesTa-Compact-P: - With NPT and SWT ConnectionsPablo CastroNo ratings yet
- Heat and Temperature PDFDocument94 pagesHeat and Temperature PDF• Nate •0% (1)
- 16 Deisik PDFDocument9 pages16 Deisik PDFcansuNo ratings yet
- 07blasting and Painting ReportDocument2 pages07blasting and Painting ReportVenkateswaraRaoNo ratings yet
- Pumps Pumps Pumps Pumps Pumps Pumps Pumps Pumps: CHAPTER - 11 11 11 11 11 11 11 11Document65 pagesPumps Pumps Pumps Pumps Pumps Pumps Pumps Pumps: CHAPTER - 11 11 11 11 11 11 11 11Muhammad Yasar JavaidNo ratings yet
- 1.1. Introduction To Nanotechnology: Chapter-1Document52 pages1.1. Introduction To Nanotechnology: Chapter-1Durgesh TinkerNo ratings yet
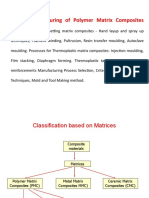
- UNIT-II: Manufacturing of Polymer Matrix CompositesDocument67 pagesUNIT-II: Manufacturing of Polymer Matrix CompositesVsr RaoNo ratings yet
- Spare Part List - LJ 320P - 20110316Document54 pagesSpare Part List - LJ 320P - 20110316Henrique J. AntunesNo ratings yet
- NDT Films Guide-201510 PDFDocument1 pageNDT Films Guide-201510 PDFjar_2No ratings yet
- NACA TN-3273 Compressibility Factor For SteamDocument62 pagesNACA TN-3273 Compressibility Factor For SteamR LNo ratings yet
- Material Astm A516 Grade 70Document2 pagesMaterial Astm A516 Grade 70ramdikaNo ratings yet
- Weld Tracking Spreadsheet WeldNoteDocument5 pagesWeld Tracking Spreadsheet WeldNotejorgekarlosprNo ratings yet
- Fluid Properties LabDocument18 pagesFluid Properties LabsilasNo ratings yet
- Ge Radin 1984Document15 pagesGe Radin 1984Phuor TyNo ratings yet
- 3 CH 6Document149 pages3 CH 6eeesolomon2124No ratings yet
- GME Entrance Exam Interview SyllabusDocument2 pagesGME Entrance Exam Interview SyllabusNimish SinghNo ratings yet
- Improving Sand Control Methods2Document39 pagesImproving Sand Control Methods2wenpin8989No ratings yet
- OperatorsDocument8 pagesOperatorsTanmay Saini50% (2)
- Waves and Sound WorksheetDocument12 pagesWaves and Sound WorksheetprosenNo ratings yet
- Atomic Emission SpectrometryDocument21 pagesAtomic Emission SpectrometryArslan Muhammad EjazNo ratings yet
- Grade 10 Physical Sciences P2 June 2023 MemorandumDocument5 pagesGrade 10 Physical Sciences P2 June 2023 MemorandumAngela MokoenaNo ratings yet