You might also like
- 10 1016@j Matdes 2019 107915 PDFDocument7 pages10 1016@j Matdes 2019 107915 PDFhot coegNo ratings yet
- Gamma Prime Phase Stability After Long-Term Thermal Exposure in Cast Nickel Based Superalloy, IN-738Document8 pagesGamma Prime Phase Stability After Long-Term Thermal Exposure in Cast Nickel Based Superalloy, IN-738claire_26No ratings yet
- Materials Science & Engineering A: S. Yu, L.X. Du, J. Hu, R.D.K. MisraDocument7 pagesMaterials Science & Engineering A: S. Yu, L.X. Du, J. Hu, R.D.K. MisraMuhammad Rizki Ash-ShidiqNo ratings yet
- Materials and Design: Qingge Meng, Jun Li, Jian Wang, Zuogui Zhang, Lixiang ZhangDocument7 pagesMaterials and Design: Qingge Meng, Jun Li, Jian Wang, Zuogui Zhang, Lixiang ZhangPhat Nguyen TrungNo ratings yet
- Comparison of Microstructures and Mechanical Properties of Inconel 718 Alloy Processed by Selective Laser Melting and CastingDocument28 pagesComparison of Microstructures and Mechanical Properties of Inconel 718 Alloy Processed by Selective Laser Melting and CastingJulian FarrugiaNo ratings yet
- Capdevila 2006 - Influence of Processing Parameters On The RX Microstructure of Extra-LC SteelsDocument10 pagesCapdevila 2006 - Influence of Processing Parameters On The RX Microstructure of Extra-LC SteelsElliot AmadiNo ratings yet
- Effect of Heat Treatment On The Microstructure and Mechanical Properties of Inconel 718Document9 pagesEffect of Heat Treatment On The Microstructure and Mechanical Properties of Inconel 718saltbathNo ratings yet
- Mechanical Properties of Nanostructured Nickel BasDocument6 pagesMechanical Properties of Nanostructured Nickel BasMaryam TorfehNo ratings yet
- Ojay 1ST Publication PDFDocument16 pagesOjay 1ST Publication PDFvenkatrangan2003No ratings yet
- Materials: Shape Memory and Mechanical Properties of Cold Rolled and Annealed Fe-17Mn-5Si-5Cr-4Ni-1Ti-0.3C AlloyDocument11 pagesMaterials: Shape Memory and Mechanical Properties of Cold Rolled and Annealed Fe-17Mn-5Si-5Cr-4Ni-1Ti-0.3C AlloyJohann Alexander Caballero BohorquezNo ratings yet
- 4340qt-Ht-Iq1-Diff Heatr TestDocument9 pages4340qt-Ht-Iq1-Diff Heatr Testjohn smithNo ratings yet
- Full Text 01Document12 pagesFull Text 01Puli SuhasNo ratings yet
- Microstructure and Mechanical Properties of Fecocrnimn High-Entropy Alloy Produced by Mechanical Alloying and Vacuum Hot Pressing SinteringDocument8 pagesMicrostructure and Mechanical Properties of Fecocrnimn High-Entropy Alloy Produced by Mechanical Alloying and Vacuum Hot Pressing SinteringmststudentNo ratings yet
- Effect of Step Quenching On Microstructures and M 2016 Materials Science andDocument8 pagesEffect of Step Quenching On Microstructures and M 2016 Materials Science andDanilo CostaNo ratings yet
- A. Refaee PaperDocument10 pagesA. Refaee PaperAhmed El-SaiedNo ratings yet
- Journal of Materials Processing TechDocument13 pagesJournal of Materials Processing TechIdan Zvi FriedbergNo ratings yet
- Aging Behaviour and Tensile Strength of Maraging Steel Processed by Laser WeldingDocument8 pagesAging Behaviour and Tensile Strength of Maraging Steel Processed by Laser WeldingTJPRC PublicationsNo ratings yet
- The Influence of Heat Treatment On The Microstructure and PDFDocument43 pagesThe Influence of Heat Treatment On The Microstructure and PDFtblosNo ratings yet
- Ultrafine Ferrite Formation Through Cold-Rolling and Annealing of Low-Carbon Dual-Phase SteelDocument10 pagesUltrafine Ferrite Formation Through Cold-Rolling and Annealing of Low-Carbon Dual-Phase SteelfdcarazoNo ratings yet
- Homogenization of EN AW 6005A Alloy For Improved ExtrudabilityDocument11 pagesHomogenization of EN AW 6005A Alloy For Improved ExtrudabilityLidio Omar Villena CorahuaNo ratings yet
- Materials Science & Engineering A: Short CommunicationDocument5 pagesMaterials Science & Engineering A: Short CommunicationDwi YanyuniNo ratings yet
- 2018 Journal PDFDocument6 pages2018 Journal PDFManik SharmaNo ratings yet
- Erdem 2005Document7 pagesErdem 2005vinayakNo ratings yet
- NCAMES Qwerty-111 PDFDocument3 pagesNCAMES Qwerty-111 PDFMurali KrishnaNo ratings yet
- 2019-Aditive Manufacturing-Mechanical Properties of AMed In718Document18 pages2019-Aditive Manufacturing-Mechanical Properties of AMed In718Vikash SrivastvaNo ratings yet
- Case Studies in Engineering Failure Analysis: M. Ghalambaz, M. Abdollahi, A. Eslami, A. BahramiDocument11 pagesCase Studies in Engineering Failure Analysis: M. Ghalambaz, M. Abdollahi, A. Eslami, A. BahramiWarman FatraNo ratings yet
- Inconel 718 합금의 시효열처리가 기계적 성질에 미치는 영향Document8 pagesInconel 718 합금의 시효열처리가 기계적 성질에 미치는 영향이재헌 서울 대학원 융합기계공학과 장학조교No ratings yet
- Metals: Influence of Hot Forging Parameters On A Low Carbon Continuous Cooling Bainitic Steel MicrostructureDocument11 pagesMetals: Influence of Hot Forging Parameters On A Low Carbon Continuous Cooling Bainitic Steel Microstructureth34560No ratings yet
- 1 s2.0 S0921509314015780 MainDocument7 pages1 s2.0 S0921509314015780 MainAli UzunNo ratings yet
- Biswas 2018 IOP Conf. Ser. Mater. Sci. Eng. 377 012065Document7 pagesBiswas 2018 IOP Conf. Ser. Mater. Sci. Eng. 377 012065Ersan GönülNo ratings yet
- Mechanical Properties Enhancement of Conventional Mild Steel For Fastener ApplicationDocument8 pagesMechanical Properties Enhancement of Conventional Mild Steel For Fastener ApplicationTeddy MokhoNo ratings yet
- Efecto de Los Parámetros de Tratamiento Térmico en Las Características de La Fundición de Hierro Dúctil Austemperizado de Pared Delgada."Document7 pagesEfecto de Los Parámetros de Tratamiento Térmico en Las Características de La Fundición de Hierro Dúctil Austemperizado de Pared Delgada."Orlando RangelNo ratings yet
- Influence of Heat Input and Post-Weld Heat Treatment On Boiler Steel P91 (9Document10 pagesInfluence of Heat Input and Post-Weld Heat Treatment On Boiler Steel P91 (9Hatem RagabNo ratings yet
- 2 Microstructure of Inconel AlloyDocument11 pages2 Microstructure of Inconel AlloyMuhammad Imran KhanNo ratings yet
- J Msea 2020 140490Document11 pagesJ Msea 2020 140490Omar CutsNo ratings yet
- Manpreet Et Al 2019-9Document20 pagesManpreet Et Al 2019-9manpreetNo ratings yet
- Improvement in Performance of Cold-Drawn SCM435 Alloy Steel Wires Through Optimization of Intercritical Annealing ParametersDocument16 pagesImprovement in Performance of Cold-Drawn SCM435 Alloy Steel Wires Through Optimization of Intercritical Annealing Parametersenrico susantoNo ratings yet
- Las JurnalDocument8 pagesLas JurnalEby Nugroho MeinsideNo ratings yet
- Obiukwu Osita, Udeani Henry, Ubani ProgressDocument12 pagesObiukwu Osita, Udeani Henry, Ubani ProgressPrashant KumarNo ratings yet
- Kay Ali 2015Document6 pagesKay Ali 2015João Paulo Moreira Santos BarbosaNo ratings yet
- Materials Characterization: Qingshuang Xu, Tieshan Cao, Fei Ye, Fanghong Xu, Huifang Li, Xudong Fang, Jie ZhaoDocument8 pagesMaterials Characterization: Qingshuang Xu, Tieshan Cao, Fei Ye, Fanghong Xu, Huifang Li, Xudong Fang, Jie ZhaoKOLLA LAKSHMAN RAONo ratings yet
- Effects of Tempering and PWHTDocument10 pagesEffects of Tempering and PWHTfaisalNo ratings yet
- High Temperature Performance of Wire Arc Additive Manufactured Inconel 718Document7 pagesHigh Temperature Performance of Wire Arc Additive Manufactured Inconel 718dvktrichyNo ratings yet
- Austempering of Grey Cast Iron (Very Important Paper)Document10 pagesAustempering of Grey Cast Iron (Very Important Paper)Kaarthic KaarthicNo ratings yet
- 1569-Article Text-2891-1-10-20210515Document11 pages1569-Article Text-2891-1-10-20210515gestNo ratings yet
- Room and High Temperature High-Cycle Fatigue Properties of Inconel 718 Superalloy Prepared Using Laser Directed Energy DepositionDocument13 pagesRoom and High Temperature High-Cycle Fatigue Properties of Inconel 718 Superalloy Prepared Using Laser Directed Energy DepositionsfaNo ratings yet
- High Temperature Tensile and Strain Hardening Behaviour of Aa5052/9 Vol. %ZRB Insitu CompositeDocument7 pagesHigh Temperature Tensile and Strain Hardening Behaviour of Aa5052/9 Vol. %ZRB Insitu CompositeAlexandre Jusis BlancoNo ratings yet
- Panduan BeasiswaDocument7 pagesPanduan BeasiswaAmalia Tri WNo ratings yet
- Irjet V4i5285 PDFDocument4 pagesIrjet V4i5285 PDFThiyagarajan TGNo ratings yet
- Surface Roughness and Tool Wear On Cryogenic Treated CBN Insert On Titanium and Inconel 718 Alloy SteelDocument10 pagesSurface Roughness and Tool Wear On Cryogenic Treated CBN Insert On Titanium and Inconel 718 Alloy SteelThirumalaimuthukumaranMohanNo ratings yet
- Thermal Barrier Coating in ANSYSDocument10 pagesThermal Barrier Coating in ANSYSchandruNo ratings yet
- The Microstructure and Mechanical Properties of Inconel 718 Fine Grain Ring ForgingDocument7 pagesThe Microstructure and Mechanical Properties of Inconel 718 Fine Grain Ring ForgingAnonymous lmCR3SkPrKNo ratings yet
- Artigo 3Document15 pagesArtigo 3Kawan BartrasNo ratings yet
- Microwave Sintering of W-18cu and W-7ni-3cu AlloysDocument5 pagesMicrowave Sintering of W-18cu and W-7ni-3cu AlloysAvijit MondalNo ratings yet
- Effect of Cu CR and Ni On Mechanical Properties ofDocument7 pagesEffect of Cu CR and Ni On Mechanical Properties ofsyedfarazshafeeqNo ratings yet
- Metals 13 01301Document11 pagesMetals 13 01301iqbal haiderNo ratings yet
- Materials Science & Engineering A: G.M.A.M.El Fallah, H.K.D.H. Bhadeshia TDocument9 pagesMaterials Science & Engineering A: G.M.A.M.El Fallah, H.K.D.H. Bhadeshia Tsayyed bassir ajellehNo ratings yet
- Maraging 300Document9 pagesMaraging 300Almerindo JuniorNo ratings yet
- Materials Research Bulletin: Xiaolian Chao, Zhongming Wang, Ye Tian, Yanzhao Zhou, Zupei YangDocument10 pagesMaterials Research Bulletin: Xiaolian Chao, Zhongming Wang, Ye Tian, Yanzhao Zhou, Zupei YangSamah SamahNo ratings yet
- Proceedings of the 8th International Symposium on Superalloy 718 and DerivativesFrom EverandProceedings of the 8th International Symposium on Superalloy 718 and DerivativesNo ratings yet
- AL Marone Layout PDFDocument3 pagesAL Marone Layout PDFneyzaNo ratings yet
- Austenita Ferita PDFDocument4 pagesAustenita Ferita PDFneyzaNo ratings yet
- Inconel 1 PDFDocument12 pagesInconel 1 PDFneyzaNo ratings yet
- Faltan Ing. Papping - ScribdDocument1 pageFaltan Ing. Papping - ScribdneyzaNo ratings yet
- PlasmaaDocument1 pagePlasmaaneyzaNo ratings yet
- Revista Temple Al 6061 PDFDocument13 pagesRevista Temple Al 6061 PDFneyzaNo ratings yet
- 1Document1 page1neyzaNo ratings yet
- AWS 20free 20labs 20 20lab 203 20 20EC2 20 20student 20instructions PDFDocument7 pagesAWS 20free 20labs 20 20lab 203 20 20EC2 20 20student 20instructions PDFsrinubasaniNo ratings yet
- 05 Catpg 029Document1 page05 Catpg 029neyzaNo ratings yet
- 05 Catpg 021Document1 page05 Catpg 021neyzaNo ratings yet
- Aws c2.25 2002 Thermal Spray Feedstock PDFDocument27 pagesAws c2.25 2002 Thermal Spray Feedstock PDFneyzaNo ratings yet
- AWS 20free 20labs 20 20lab 203 20 20EC2 20 20student 20instructions PDFDocument7 pagesAWS 20free 20labs 20 20lab 203 20 20EC2 20 20student 20instructions PDFsrinubasaniNo ratings yet
- 05 Catpg 021Document1 page05 Catpg 021neyzaNo ratings yet
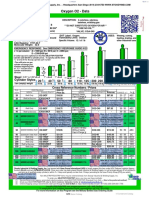
- Nitrogen N2 - Data Class 1Document2 pagesNitrogen N2 - Data Class 1neyzaNo ratings yet
- Aws c2.25 2002 Thermal Spray Feedstock PDFDocument27 pagesAws c2.25 2002 Thermal Spray Feedstock PDFneyzaNo ratings yet
- Lar 10Document1 pageLar 10neyzaNo ratings yet
- Cement Carb 4Document7 pagesCement Carb 4neyzaNo ratings yet
- Irjet V4i2201 PDFDocument9 pagesIrjet V4i2201 PDFneyzaNo ratings yet
- Cement Carb 5Document6 pagesCement Carb 5neyzaNo ratings yet
- Lar 12Document1 pageLar 12neyzaNo ratings yet
- Lar 7Document1 pageLar 7neyzaNo ratings yet
- Lar 9Document1 pageLar 9neyzaNo ratings yet
- Lar 8Document1 pageLar 8neyzaNo ratings yet
- Lar 5Document1 pageLar 5neyzaNo ratings yet
- Lar 3Document1 pageLar 3neyzaNo ratings yet
- Lar 6Document1 pageLar 6neyzaNo ratings yet
- Lar 4Document1 pageLar 4neyzaNo ratings yet
- Lar 2Document1 pageLar 2neyzaNo ratings yet
- Lar 1Document1 pageLar 1neyzaNo ratings yet
- Separator 01dyDocument44 pagesSeparator 01dyFadhil KhalidNo ratings yet
- 380kV DiagonalConnection Brochure 50hertzDocument15 pages380kV DiagonalConnection Brochure 50hertzburvanovNo ratings yet
- Insulation Condition During Transformer Manufacturing: by Study Committee A2Document4 pagesInsulation Condition During Transformer Manufacturing: by Study Committee A2Pruthvi KrishnaNo ratings yet
- (Msia) Guide To Sewer Selection and Installation (Dec2006) - VC Pipe pg17Document168 pages(Msia) Guide To Sewer Selection and Installation (Dec2006) - VC Pipe pg17Rachael Hoo100% (7)
- Difference Between Static Relays and Electromagnetic RelaysDocument2 pagesDifference Between Static Relays and Electromagnetic Relayskriitka86% (7)
- Aalborg HeaterDocument2 pagesAalborg HeaterRokhmatuSivaNo ratings yet
- Manesty DistillationDocument15 pagesManesty DistillationGaurav Sharma0% (1)
- Ign-4-32-18c - HDPE Pipes - SDR PNDocument17 pagesIgn-4-32-18c - HDPE Pipes - SDR PNgeofoun100% (2)
- Project Title:: Checklist For PlasteringDocument2 pagesProject Title:: Checklist For Plasteringalfie100% (6)
- Case Study-Temperature & Humidity Mapping Study & Qualification of A Cold Room in QatarDocument3 pagesCase Study-Temperature & Humidity Mapping Study & Qualification of A Cold Room in QatarVacker Group UAE100% (1)
- Oilgear Designers HandbookDocument250 pagesOilgear Designers HandbookMarco Hernandez100% (1)
- Industrial Training Report Cargo TankDocument9 pagesIndustrial Training Report Cargo TankMuhammad FirdawsNo ratings yet
- Hazard Identification and Risk Assessment Form: AreaDocument12 pagesHazard Identification and Risk Assessment Form: AreaSalman Alfarisi100% (3)
- Cador 300 - Manual de OperacionDocument99 pagesCador 300 - Manual de OperacionAndreyna BreaNo ratings yet
- Dura CleanDocument2 pagesDura CleanSYED MAZHARNo ratings yet
- Fitness-For-Service: Provided By: Yousef Akbari April 2022Document33 pagesFitness-For-Service: Provided By: Yousef Akbari April 2022soheilkhosh3311No ratings yet
- Vital Waste GraphicsDocument44 pagesVital Waste GraphicsEliud NogueraNo ratings yet
- Paint Booth HVAC Control SystemDocument6 pagesPaint Booth HVAC Control SystemPraveenkumar KashyabNo ratings yet
- PFR PDFDocument3 pagesPFR PDFezraNo ratings yet
- Emulsions & GelsDocument2 pagesEmulsions & GelsAnonymous XuiUo2Th100% (1)
- Earth-Fault and Short-Circuit Indicator Type: Elektro-MechanikDocument5 pagesEarth-Fault and Short-Circuit Indicator Type: Elektro-MechanikMarius NagyNo ratings yet
- PLC Based Pneumatic Punching Machine: (Minor Project)Document5 pagesPLC Based Pneumatic Punching Machine: (Minor Project)Pinnn2No ratings yet
- DB'S Calculation: Energy Conservation-Special Notes GeneralDocument1 pageDB'S Calculation: Energy Conservation-Special Notes GeneralAbid AyubNo ratings yet
- Advanced Tool Design Question PaperDocument1 pageAdvanced Tool Design Question PaperMr. N. GnaneswaranNo ratings yet
- List of Qualified Manufacturers Supplierss - Feb 2022 - Final 28-2-2022Document52 pagesList of Qualified Manufacturers Supplierss - Feb 2022 - Final 28-2-2022RED MART100% (2)
- GAS - by BASF - 1 PDFDocument12 pagesGAS - by BASF - 1 PDFD K SNo ratings yet
- 2007-Catálogo Burndy ConectoresDocument724 pages2007-Catálogo Burndy ConectoresAlexis ArayNo ratings yet
- AAA4000PE12Document15 pagesAAA4000PE12POTRAZONo ratings yet
- Model 400A Hydrocarbon Analyzer: Instruction ManualDocument90 pagesModel 400A Hydrocarbon Analyzer: Instruction ManualFB'ne Khoriq Ragil DwNo ratings yet
- Ratliperl: The Modern Solution For Energy Efficient BuildingDocument18 pagesRatliperl: The Modern Solution For Energy Efficient BuildingAdhil Ramsurup100% (1)