You might also like
- Unit 2: Heat Treatment of Iron and SteelsDocument24 pagesUnit 2: Heat Treatment of Iron and SteelsRahul kumarNo ratings yet
- Lesson 6 HeatTreatmentDocument7 pagesLesson 6 HeatTreatmentupenderNo ratings yet
- Unit 2-Chapter 6 - Heat Treatment of MetalsDocument55 pagesUnit 2-Chapter 6 - Heat Treatment of Metalssainath reddy kesam reddyNo ratings yet
- Answers To Materials and Heat Treatment Board Exam Review QuestionsDocument3 pagesAnswers To Materials and Heat Treatment Board Exam Review Questionsrex tanongNo ratings yet
- MMS Unit IVDocument4 pagesMMS Unit IVAdula RajasekharNo ratings yet
- Heat TreatmentDocument24 pagesHeat TreatmentOlanrewaju Slyman Damilola100% (1)
- Engineering Materials Questions and AnswersDocument4 pagesEngineering Materials Questions and AnswersEmıły WınıfredNo ratings yet
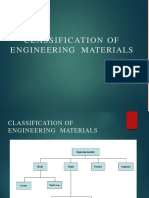
- Engineering MaterialsDocument25 pagesEngineering MaterialsNichan CanilloNo ratings yet
- Solidification of MetalsDocument13 pagesSolidification of MetalsDalitso TemboNo ratings yet
- Heat Treatment Processes ExplainedDocument26 pagesHeat Treatment Processes ExplainedMirza Shaizad BegNo ratings yet
- Amatconrep PPT 8 DT and NDTDocument30 pagesAmatconrep PPT 8 DT and NDTMark Jovince CardenasNo ratings yet
- Chapter - 6. Bending Stress in BeamDocument5 pagesChapter - 6. Bending Stress in Beamपरमानन्दगुप्ता'भारत'100% (1)
- Induction Hardening (Bayu-Bowo)Document22 pagesInduction Hardening (Bayu-Bowo)zaid sulaimanNo ratings yet
- 2.1 Solidification, Imperfection (Defect) in Solids, and DiffusionDocument54 pages2.1 Solidification, Imperfection (Defect) in Solids, and Diffusionjun005No ratings yet
- ME2253 - Engineering Materials and Metallurgy QBDocument3 pagesME2253 - Engineering Materials and Metallurgy QBVasantha KumarNo ratings yet
- Unit 3 &4 Question BankDocument4 pagesUnit 3 &4 Question BankcprabhakaranNo ratings yet
- Heat Treatment of SteelDocument11 pagesHeat Treatment of SteelMohamed El-gammalNo ratings yet
- Heat Treatment GC - 08Document54 pagesHeat Treatment GC - 08kr_abhijeet72356587No ratings yet
- Thermal Processing of Metals: Annealing and Heat Treatment ProcessesDocument44 pagesThermal Processing of Metals: Annealing and Heat Treatment Processessyed izzuddin alhadyNo ratings yet
- Iron Carbon Phase DiagramDocument4 pagesIron Carbon Phase DiagramMizanur RahmanNo ratings yet
- Report On Heat Treatment of Plain Carbon Steel Kuet MeDocument11 pagesReport On Heat Treatment of Plain Carbon Steel Kuet MeAhmed JishanNo ratings yet
- Introduction of Heat and Surface Treatment PDFDocument45 pagesIntroduction of Heat and Surface Treatment PDFScott BakerNo ratings yet
- Tutorial CastingDocument4 pagesTutorial CastingFaIz FauziNo ratings yet
- Ch31 Solid-State WeldingDocument28 pagesCh31 Solid-State WeldingNaveen KumarNo ratings yet
- Assignment 2Document2 pagesAssignment 2parthivNo ratings yet
- ForgingDocument38 pagesForgingapi-2636010075% (4)
- DT & NDTDocument46 pagesDT & NDTKumar SahebNo ratings yet
- Plain Carbon SteelsDocument47 pagesPlain Carbon SteelsRicci Marcelo ÜNo ratings yet
- Icejet Machining2Document24 pagesIcejet Machining2Yadu Krishna50% (2)
- Workshop Practice: Course Code: Btmp101-18Document12 pagesWorkshop Practice: Course Code: Btmp101-18Dhiraj DhimanNo ratings yet
- Kuliah Diagram TTT Dan CCTDocument35 pagesKuliah Diagram TTT Dan CCTAlmanFikriyansyahNo ratings yet
- 2.b Poster - Ferrous Material and AlloyDocument1 page2.b Poster - Ferrous Material and AlloyChristian Dave RoneNo ratings yet
- MOM OU Old Question PaperDocument2 pagesMOM OU Old Question PaperAmmineni Syam PrasadNo ratings yet
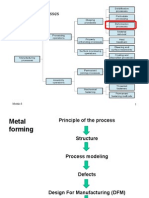
- Unit - Iii: Metal Forming ProcessesDocument63 pagesUnit - Iii: Metal Forming ProcessesRohith RoNo ratings yet
- 1Document14 pages1bk100% (2)
- Heat Treatment Properties and ProcessesDocument70 pagesHeat Treatment Properties and ProcessesAbdulmhsen ALjreedan100% (1)
- Unit 2 NotesDocument21 pagesUnit 2 NotesSandesh Kale100% (1)
- Manufacturing Tech-1Document6 pagesManufacturing Tech-1Vikram Rao0% (1)
- METALWORKINGDocument23 pagesMETALWORKINGDr Rajamani R - PSGCTNo ratings yet
- Handout-8a-Metal Forming BasicDocument23 pagesHandout-8a-Metal Forming BasicAmardhianaNo ratings yet
- Metal Casting Guide: Risers, Solidification Times & MoreDocument8 pagesMetal Casting Guide: Risers, Solidification Times & MoreYash DesaaiNo ratings yet
- Bgtech 1 Research Paper Ferrous and Non Ferrous Metals: Far Eastern University Institute of Architecture and Fine ArtsDocument23 pagesBgtech 1 Research Paper Ferrous and Non Ferrous Metals: Far Eastern University Institute of Architecture and Fine ArtsRousseau Pierre LouisNo ratings yet
- Centrifugal Casting (8-20)Document20 pagesCentrifugal Casting (8-20)Rabindra DashNo ratings yet
- Lab Report 5Document19 pagesLab Report 5Cherif ChokeirNo ratings yet
- Solidification and Crystalline ImperfectionsDocument43 pagesSolidification and Crystalline ImperfectionsArnaldo Bester67% (3)
- A109210306-Metallurgyandmaterialsscience - November 2010Document6 pagesA109210306-Metallurgyandmaterialsscience - November 2010venkateshyadav2116No ratings yet
- ME6403-Engineering Materials and MetallurgyDocument10 pagesME6403-Engineering Materials and Metallurgykannan100% (1)
- Chapter 2 Mechanics of Metal CuttingDocument36 pagesChapter 2 Mechanics of Metal CuttingAvinash Ganesan67% (3)
- Engg - Materials - Effect of Alloying ElementDocument22 pagesEngg - Materials - Effect of Alloying ElementSmruthi SuvarnaNo ratings yet
- PART 166 What Is Spot WeldingDocument4 pagesPART 166 What Is Spot Weldingravindra_jivaniNo ratings yet
- Chapter 9d FractureDocument70 pagesChapter 9d FracturenaveenaNo ratings yet
- Ethiopian Technical University Metal Cutting AssignmentDocument25 pagesEthiopian Technical University Metal Cutting AssignmentBizuayehu Tadesse100% (1)
- Heat Treatment of Steel TTT CurveDocument59 pagesHeat Treatment of Steel TTT CurveINSTECH Consulting100% (1)
- 2 Physics of WeldingDocument28 pages2 Physics of WeldingSUMEETNo ratings yet
- Classification of MetalsDocument26 pagesClassification of MetalsNomi Wahla100% (1)
- Week 10 - WeldingDocument133 pagesWeek 10 - WeldingFattihi EkhmalNo ratings yet
- Heat Treatments PDFDocument2 pagesHeat Treatments PDFJhony BhatNo ratings yet
- Heat Treatment Objectives and ProcessesDocument6 pagesHeat Treatment Objectives and ProcessesAdaitaChowdhury100% (1)
- What Is Heat Treatment?: Written By: Johnsinit - Edited By: Lamar Stonecypher - Updated: 1/8/2011Document2 pagesWhat Is Heat Treatment?: Written By: Johnsinit - Edited By: Lamar Stonecypher - Updated: 1/8/2011విష్ణువర్ధన్రెడ్డిNo ratings yet
- Matreial Lab PDFDocument14 pagesMatreial Lab PDFNedaa AbboushiNo ratings yet
- Towards Graphene-Based Devices Fabrication and CharacterizationsDocument80 pagesTowards Graphene-Based Devices Fabrication and CharacterizationsbasonkuasNo ratings yet
- Shaft Calculation Base PDFDocument27 pagesShaft Calculation Base PDFBarsanu AlexNo ratings yet
- 1588244806UPHTE-601 Unit3.7 JU - Hysteresis CurveDocument2 pages1588244806UPHTE-601 Unit3.7 JU - Hysteresis CurveMihir RanaNo ratings yet
- Iso 15733 2015 en PDFDocument6 pagesIso 15733 2015 en PDFponorNo ratings yet
- Basic Concept Ela 1 P1Document21 pagesBasic Concept Ela 1 P1Annamalai VaidyanathanNo ratings yet
- Composite Materials and Mechanics Anna University Question PaperDocument3 pagesComposite Materials and Mechanics Anna University Question Papermagesh.mx67% (3)
- 2012 Zhang Ferroelectric MOFs ReviewDocument33 pages2012 Zhang Ferroelectric MOFs ReviewNacho Delgado FerreiroNo ratings yet
- Flexural Analysis and Design of Reinforced Concrete BeamsDocument117 pagesFlexural Analysis and Design of Reinforced Concrete BeamsNomanNo ratings yet
- Anomalous Proximity Effect in The Nb-Bisb-Nb JunctionsDocument4 pagesAnomalous Proximity Effect in The Nb-Bisb-Nb JunctionsHimadri ChakrabortiNo ratings yet
- Smart Materials and Structures: Answer Any Fivefull QuestionsDocument1 pageSmart Materials and Structures: Answer Any Fivefull QuestionsRavi TejNo ratings yet
- SDSS 2019Document1,373 pagesSDSS 2019Fangxin HU100% (1)
- V B GuptaDocument24 pagesV B Guptaapi-3733260No ratings yet
- Structural Analysis (FINALS) PDFDocument45 pagesStructural Analysis (FINALS) PDFJunel Torrejos100% (1)
- A Historical Overview of Steel Tempering ParametersDocument53 pagesA Historical Overview of Steel Tempering ParametersAlexis Guzmán MéndezNo ratings yet
- Framed Steel Member ConectionDocument20 pagesFramed Steel Member ConectionRaju SharmaNo ratings yet
- XBeam2d 2 ENDocument10 pagesXBeam2d 2 ENAlem LoajnerNo ratings yet
- Guide On Design of Post-Installed Anchor Bolt Systems in Hong KongDocument87 pagesGuide On Design of Post-Installed Anchor Bolt Systems in Hong KongZiThiamNo ratings yet
- Guidance Note: Heritage Railway AssociationDocument23 pagesGuidance Note: Heritage Railway AssociationPaul PridhamNo ratings yet
- Technical guide to corrugated web steel beamsDocument141 pagesTechnical guide to corrugated web steel beamsIvan KlyuchkaNo ratings yet
- Tabeshpour A 10 57 1 77f3196Document9 pagesTabeshpour A 10 57 1 77f3196Irfan KhanNo ratings yet
- UR35NDocument4 pagesUR35NricardodelatorreNo ratings yet
- MEMSDocument20 pagesMEMSShivam Choudaha100% (1)
- Brief XRPD Analysis TutorialDocument48 pagesBrief XRPD Analysis TutorialMarcelo CalegaroNo ratings yet
- Solidification: Universiti Tunku Abdul Rahman (Utar)Document26 pagesSolidification: Universiti Tunku Abdul Rahman (Utar)Sim Hong YiNo ratings yet
- Limit Analysi of Reinforced Concrete SlabsDocument122 pagesLimit Analysi of Reinforced Concrete Slabssebastian9033100% (1)
- Preheat Calculation 2 PDFDocument3 pagesPreheat Calculation 2 PDFravi00098No ratings yet
- Voided Slab Design Tutorial ENG v1fDocument46 pagesVoided Slab Design Tutorial ENG v1fhungryghoulNo ratings yet
- Dispersion and Alignment of Carbon Nanotubes in Polymer Matrix A ReviewDocument24 pagesDispersion and Alignment of Carbon Nanotubes in Polymer Matrix A ReviewYovaraj Karunakaran0% (1)
- Advanced High Temperature AlloysDocument123 pagesAdvanced High Temperature Alloysalvaedison00100% (1)
- ASTM International Constructuring Smooth Hot Mix Asphalt 2003 PDFDocument274 pagesASTM International Constructuring Smooth Hot Mix Asphalt 2003 PDFNur Yanta100% (1)