You might also like
- PRACTICA 2 Labview PDFDocument12 pagesPRACTICA 2 Labview PDFlokosaxNo ratings yet
- Arbol de DecisionesDocument8 pagesArbol de DecisionesDarliz CastilloNo ratings yet
- Practica 6Document8 pagesPractica 6Ruster TrejoNo ratings yet
- Filosofias de MantenimientoDocument3 pagesFilosofias de MantenimientoVictor JironNo ratings yet
- Válvulas proporcionales: control preciso de presión y caudalDocument10 pagesVálvulas proporcionales: control preciso de presión y caudalAleeFloresNo ratings yet
- Plan Maestro de MantenimientoDocument20 pagesPlan Maestro de MantenimientoFernando Villamizar Parada100% (1)
- Control Pid para Un Tanque de Agua A Través de Labview y SchneiderDocument8 pagesControl Pid para Un Tanque de Agua A Través de Labview y SchneiderDahavid PinOsNo ratings yet
- Las Pinzas y Sus AplicacionesDocument115 pagesLas Pinzas y Sus Aplicacionesarchimond6No ratings yet
- Árbol de DecisiónDocument7 pagesÁrbol de DecisiónTimohdez CruzNo ratings yet
- QFD Maquina Recicladora de Plastico PetDocument8 pagesQFD Maquina Recicladora de Plastico PetFelipe RodriguezNo ratings yet
- Protocolos de Comunicación IndustrialDocument5 pagesProtocolos de Comunicación IndustrialaracfenixNo ratings yet
- Desgaste Por OxidaciónDocument8 pagesDesgaste Por OxidaciónDiegobetoLuistoño Cuatro Nombres0% (1)
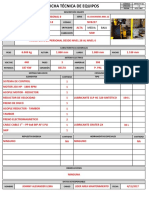
- FT-Ficha Técnica PDFDocument1 pageFT-Ficha Técnica PDFJuancho PanNo ratings yet
- CompresoresDocument27 pagesCompresoresElvjs MarroquínNo ratings yet
- CONTROL MOTOR AC LABVIEWDocument8 pagesCONTROL MOTOR AC LABVIEWLeonardo CabreraNo ratings yet
- Fases de Mecanizado PernoDocument3 pagesFases de Mecanizado PernoAlex GonzálezNo ratings yet
- Ensayo - Redes IndustrialesDocument17 pagesEnsayo - Redes IndustrialesJane Loaiza0% (1)
- U3 Resultado Aprendizaje Maquinas y Mecanismos Selección de TrasmisiónDocument21 pagesU3 Resultado Aprendizaje Maquinas y Mecanismos Selección de TrasmisiónNyro Beats100% (1)
- Inversion de Giro de Un Motor Trifásico de AcDocument10 pagesInversion de Giro de Un Motor Trifásico de AcDariusGabrielNo ratings yet
- Interfáz Hombre Maquina (Hmi) : PresentacionDocument18 pagesInterfáz Hombre Maquina (Hmi) : PresentacionJoel A. MurilloNo ratings yet
- Informe de Medicion de NivelesDocument10 pagesInforme de Medicion de Nivelesjose ferreiraNo ratings yet
- LOGO!Soft Comfort - Estrella Triangu0lo LOGO - LSCDocument5 pagesLOGO!Soft Comfort - Estrella Triangu0lo LOGO - LSCLuis AlaNo ratings yet
- Medicion Configuracion Base Del Robot KUKADocument9 pagesMedicion Configuracion Base Del Robot KUKAAlex Moreano ANo ratings yet
- Administración Estratégica para MantenimientoDocument17 pagesAdministración Estratégica para MantenimientoAmy Ramirez Lopez LoopezNo ratings yet
- MANTENIMIENTO DE UNA TROQUELADORA Presentación PDFDocument10 pagesMANTENIMIENTO DE UNA TROQUELADORA Presentación PDFmiguel santiago herrera reyesNo ratings yet
- Manual de Prácticas 2 Cero MaquinaDocument8 pagesManual de Prácticas 2 Cero MaquinaCarlos Alfredo Diaz HernandezNo ratings yet
- Presupuesto mantenimiento plantaDocument3 pagesPresupuesto mantenimiento plantaronal553No ratings yet
- Estructura Externa e Interna Del PLCDocument3 pagesEstructura Externa e Interna Del PLCfrankoV21100% (1)
- Plan Maestro de CompresoresDocument24 pagesPlan Maestro de CompresoresJorge Hugo FrancoNo ratings yet
- Sistemas de de Arranque de Los Motores TrifásicosDocument6 pagesSistemas de de Arranque de Los Motores TrifásicosCristian CastroNo ratings yet
- Practicas PLC ActualDocument50 pagesPracticas PLC ActualAntonio MendezNo ratings yet
- Mantenimiento Basado en Condicion.Document6 pagesMantenimiento Basado en Condicion.Gerardo Benjamín Rodríguez SaldañaNo ratings yet
- Historia Del PLC Ensayo 1Document3 pagesHistoria Del PLC Ensayo 1Cesar Nieves AguilarNo ratings yet
- Practica 6 Tarjetas DAQDocument9 pagesPractica 6 Tarjetas DAQDavid AguilarNo ratings yet
- p4 Curva Caracteristica de Los TransistoresDocument11 pagesp4 Curva Caracteristica de Los Transistorescolapse teiwinNo ratings yet
- Hidrualica BGHFGJHFDocument12 pagesHidrualica BGHFGJHFjuan carlos toledo muñizNo ratings yet
- Práctica Torno ConvencionalDocument3 pagesPráctica Torno ConvencionalJames MachadoNo ratings yet
- Samba PLCDocument8 pagesSamba PLCSosa RosasNo ratings yet
- Reporte de Investigación de Las Necesidades de Mantenimiento Mediante PLC, Sensores y ActuadoresDocument5 pagesReporte de Investigación de Las Necesidades de Mantenimiento Mediante PLC, Sensores y Actuadoresluis garciaNo ratings yet
- Tipos de Herramientas de Corte y ParametrosDocument8 pagesTipos de Herramientas de Corte y ParametrosOscar Eduardo RolonNo ratings yet
- Auti 004 (Control Secuencia Con PLC) 2 - 19Document6 pagesAuti 004 (Control Secuencia Con PLC) 2 - 19Carlos Otalora AldanaNo ratings yet
- La Importancia Del Balanceo Dinámico en Máquinas Rotativa1Document3 pagesLa Importancia Del Balanceo Dinámico en Máquinas Rotativa1Eddy Quispe GaglayNo ratings yet
- 0 Manual de LaboratorioDocument54 pages0 Manual de LaboratorioJuan Martín Castro100% (1)
- RotametroDocument13 pagesRotametrokarinin18No ratings yet
- Plan de LubricaciónDocument31 pagesPlan de LubricaciónJosé Sierra HernandezNo ratings yet
- Sensores 1Document23 pagesSensores 1Cesar Esquivel MestanzaNo ratings yet
- Marco Teórico Convertidor Buck BoostDocument6 pagesMarco Teórico Convertidor Buck BoostWalter Tarmeño NoriegaNo ratings yet
- Control de luces exteriores con Logo 230RCDocument15 pagesControl de luces exteriores con Logo 230RCGerman RodriguezNo ratings yet
- Arranque y ParoDocument8 pagesArranque y Parosamuel samNo ratings yet
- Manual de Cosimir PDFDocument37 pagesManual de Cosimir PDFManuel Ruiz RondoNo ratings yet
- Como Hacer Una Placa FenolicaDocument3 pagesComo Hacer Una Placa Fenolicacecy199433% (3)
- Servomotores y Motores A PasosDocument9 pagesServomotores y Motores A PasosHector Alejandro Bahena Vazquez100% (1)
- Ejercicios de NeumáticaDocument37 pagesEjercicios de Neumáticajlruiz06No ratings yet
- Administración de la tecnología en la industriaDocument11 pagesAdministración de la tecnología en la industriaJezip KaulitzNo ratings yet
- Volumen I - 02 - Electric Id Ad IndustrialDocument76 pagesVolumen I - 02 - Electric Id Ad IndustrialTek_nikkosNo ratings yet
- CLP U1. Control EléctricoDocument39 pagesCLP U1. Control EléctricoEduardo ZamudioNo ratings yet
- Autómatas ProgramablesDocument33 pagesAutómatas ProgramablesAuxiliar De MantenimientoNo ratings yet
- Programación A Los PLCDocument10 pagesProgramación A Los PLCRiofRio JoSue100% (1)
- Informe LogixproDocument13 pagesInforme LogixproAna MantillaNo ratings yet
- Automatas ProgramablesDocument29 pagesAutomatas ProgramablesIrene Azna Ferra0% (1)
- Unidad 3 Aplicacion Del PLCDocument39 pagesUnidad 3 Aplicacion Del PLCCesar GutierrezNo ratings yet
- Nada Ne EspecialDocument2 pagesNada Ne EspecialCesar GutierrezNo ratings yet
- Fundamentos de Programacion PDFDocument11 pagesFundamentos de Programacion PDFCesar GutierrezNo ratings yet
- Fundamentos de Programacion PDFDocument11 pagesFundamentos de Programacion PDFCesar GutierrezNo ratings yet
- Traslados RetencionesDocument1 pageTraslados RetencionesCesar GutierrezNo ratings yet
- Sistema de Atención CiudadanaDocument1 pageSistema de Atención CiudadanaCesar GutierrezNo ratings yet
- Estructura AtómicaDocument7 pagesEstructura AtómicaCesar GutierrezNo ratings yet
- E1 Lopez Kevin 5aDocument1 pageE1 Lopez Kevin 5aKevin LopezNo ratings yet
- Técnica de MandoDocument108 pagesTécnica de MandofavargassNo ratings yet
- Recomendaciones de Diseño - AutomatizacionDocument16 pagesRecomendaciones de Diseño - AutomatizacionSara Nohemí Sánchez De La CruzNo ratings yet
- Tabela Gewiss 2023 Abril 202304240933429856Document282 pagesTabela Gewiss 2023 Abril 202304240933429856jmcfeNo ratings yet
- 1 Tecnologias de La Informacion, Actividad IDocument5 pages1 Tecnologias de La Informacion, Actividad Imonica benitezNo ratings yet
- Ejercicios Durante La PandemiaDocument11 pagesEjercicios Durante La PandemiaJezabel VillaverdeNo ratings yet
- 3.1 Principios BásicosDocument3 pages3.1 Principios BásicosJose Dario Chaverria Ibarra0% (1)
- 2021-07-23 Clase 1a RW - IoT Big DataDocument27 pages2021-07-23 Clase 1a RW - IoT Big DataDiego A. TarazonaNo ratings yet
- Balotario Automatizacion 1Document7 pagesBalotario Automatizacion 1javier bravo moralesNo ratings yet
- Automatización de la Planta Concentradora con DCSDocument12 pagesAutomatización de la Planta Concentradora con DCSFreddy Jesus Ingaruca OrihuelaNo ratings yet
- CV Rodolfo FernandezDocument3 pagesCV Rodolfo FernandezRodolfo Fernández GallardoNo ratings yet
- PLC OmromDocument12 pagesPLC Omromdiegob_2No ratings yet
- Informe Aplicar Sistema de Automatización de LucesDocument10 pagesInforme Aplicar Sistema de Automatización de LucesOrlando Espinosa OliveroNo ratings yet
- 8617 41 8 PDFDocument368 pages8617 41 8 PDFLuis Gerardo Escandon AlcazarNo ratings yet
- Estudio de La Robótica en AsturiasDocument127 pagesEstudio de La Robótica en AsturiaskibolupeNo ratings yet
- Caja NegraDocument8 pagesCaja NegraEmaBaigoNo ratings yet
- Evidencia2 Informe Seleccionar Los Sensores Apropiados en El Proceso de AutomatizacionDocument3 pagesEvidencia2 Informe Seleccionar Los Sensores Apropiados en El Proceso de AutomatizacionDIEGO LOPEZNo ratings yet
- Tipo de CondensadoresDocument6 pagesTipo de CondensadoresAlejandra CarlosamaNo ratings yet
- TAREA 2 (TEMAS 1.1 Al 1.4)Document10 pagesTAREA 2 (TEMAS 1.1 Al 1.4)Israel Aguirre100% (1)
- Introducción A La MecatrónicaDocument2 pagesIntroducción A La MecatrónicaGildardo Villalobos MoralesNo ratings yet
- Guía Práctica de Marketing Automatizado - La Consultoria Digital Con Geni RamosDocument20 pagesGuía Práctica de Marketing Automatizado - La Consultoria Digital Con Geni RamosGerman BuitragoNo ratings yet
- Control Electroneumático.Document15 pagesControl Electroneumático.Alexis SaldiernaNo ratings yet
- Metodo Cascada RefrrigeracionDocument14 pagesMetodo Cascada RefrrigeracionSakura Magizz Verazaluces Velasco100% (1)
- Electroválvulas y Baterías de VálvulasDocument26 pagesElectroválvulas y Baterías de VálvulasDiego Garcia LopezNo ratings yet
- Egreso Futuro LaboralDocument2 pagesEgreso Futuro LaboralJose SniperNo ratings yet
- s7 1500 ManualDocument281 pagess7 1500 ManualJorge CardozoNo ratings yet
- Pirámide de AutomatizaciónDocument9 pagesPirámide de AutomatizaciónGabriel AyalaNo ratings yet
- Bomba calorDocument3 pagesBomba calorJuan Ariel Haquim QuevedoNo ratings yet
- Proc. Medicion Aislamiento de Cables-CarandaDocument5 pagesProc. Medicion Aislamiento de Cables-CarandaGonzalo Denik Cespedes IllescasNo ratings yet
- Diagrama Preliminar Del Servicio S4Document4 pagesDiagrama Preliminar Del Servicio S4maryNo ratings yet