You might also like
- New Holland L565 Lx565 Lx665 Repair ManualDocument827 pagesNew Holland L565 Lx565 Lx665 Repair ManualDavid79% (61)
- Mercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003From EverandMercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003Rating: 5 out of 5 stars5/5 (1)
- Mercedes 722.9 Transmission GuideDocument56 pagesMercedes 722.9 Transmission GuideAlex Maceira Graterol100% (13)
- New-Holland Lx665-Repair-Manual PDFDocument827 pagesNew-Holland Lx665-Repair-Manual PDFrusyn80% (5)
- Spring Design HandbookDocument199 pagesSpring Design Handbooklakshmanakumarr97% (31)
- Wa90 5 Vebm270100Document301 pagesWa90 5 Vebm270100Ventsislav Venev100% (2)
- Bản sao của DX55W SM EN PDFDocument1,122 pagesBản sao của DX55W SM EN PDFtùng phạm100% (1)
- Practical Process Control for Engineers and TechniciansFrom EverandPractical Process Control for Engineers and TechniciansRating: 5 out of 5 stars5/5 (3)
- Service & Maintenance Manual: Model EC600SJ, H600SJ, EC600SJP, H600SJPDocument544 pagesService & Maintenance Manual: Model EC600SJ, H600SJ, EC600SJP, H600SJPAlfredoNo ratings yet
- KO-325-02 Assembly ManualDocument341 pagesKO-325-02 Assembly ManualMoch. Fajar Rahmatulloh100% (1)
- 6D140 3Document234 pages6D140 3anon_964686176No ratings yet
- Honda Marine Outboard BF15D Service Repair Manual PDFDocument12 pagesHonda Marine Outboard BF15D Service Repair Manual PDFsekfsekmddde27% (11)
- V Series ManualDocument72 pagesV Series ManualrfriosEPNo ratings yet
- Daewoo Doosan Solar 140W-V Wheel Excavator Service Repair Manual PDFDocument121 pagesDaewoo Doosan Solar 140W-V Wheel Excavator Service Repair Manual PDFhamda100% (2)
- TMC420 Operation Manual PDFDocument152 pagesTMC420 Operation Manual PDFcsaba11110% (1)
- Design Guide For Structural Hollow Section ConnectionsDocument213 pagesDesign Guide For Structural Hollow Section ConnectionsAnonymous 8f2veZf83% (6)
- Recovery Winch: Installation, Operation, and Preventative Maintenance ManualDocument40 pagesRecovery Winch: Installation, Operation, and Preventative Maintenance Manualkwayneolson6081No ratings yet
- Shop 15046-upD-GB-1 (PLC) Old PDFDocument1,378 pagesShop 15046-upD-GB-1 (PLC) Old PDFStephan SmutsNo ratings yet
- VRT200 Transmission Service ManualDocument160 pagesVRT200 Transmission Service Manualgerallazo29100% (3)
- Manual Mentenanta EngelDocument427 pagesManual Mentenanta EngelIoan BotezatuNo ratings yet
- Water Absorptiveness of Sized (Non-Bibulous) Paper, Paperboard, and Corrugated Fiberboard (Cobb Test) (Proposed Revision of T 441 Om-09)Document18 pagesWater Absorptiveness of Sized (Non-Bibulous) Paper, Paperboard, and Corrugated Fiberboard (Cobb Test) (Proposed Revision of T 441 Om-09)Muthu KumarNo ratings yet
- GPG291 Designer's Guide To The Options For Ventilation and Cooling 2001Document40 pagesGPG291 Designer's Guide To The Options For Ventilation and Cooling 2001IppiNo ratings yet
- Anti Surge Controller Protects CompressorsDocument5 pagesAnti Surge Controller Protects CompressorsInter Tung100% (1)
- Dx140af Lca Shopmanual Compressed 1Document981 pagesDx140af Lca Shopmanual Compressed 1kasana100% (1)
- B26B B26XLB Boom Service ManualDocument26 pagesB26B B26XLB Boom Service ManualEmanuel Nicolas VillarruelNo ratings yet
- S12 DD310 Automatic Centralized GreasingDocument22 pagesS12 DD310 Automatic Centralized Greasingleonardo perez100% (1)
- Reciprocating Compressor CalculationDocument10 pagesReciprocating Compressor CalculationVIJAYIOCLNo ratings yet
- T233HST T273HST Service ManualDocument232 pagesT233HST T273HST Service ManualJack Aillon50% (2)
- Service Manual Air Flushing Circuit GuideDocument14 pagesService Manual Air Flushing Circuit GuiderolandNo ratings yet
- Asembly EX2600-6 PDFDocument378 pagesAsembly EX2600-6 PDFaarizal100% (5)
- Maintenance English8580.772.0699MDocument427 pagesMaintenance English8580.772.0699Msalomonferrer350275% (4)
- Power Systems For The 21st Century - H Gas Turbine Combined Cycles GER3935bDocument22 pagesPower Systems For The 21st Century - H Gas Turbine Combined Cycles GER3935bLTE002No ratings yet
- Manual PC 5500 PDFDocument1,711 pagesManual PC 5500 PDFS.cornejoNo ratings yet
- Braden Bga06 Manual de Partes PDFDocument24 pagesBraden Bga06 Manual de Partes PDFMauricio Ariel H. OrellanaNo ratings yet
- TDC-510S Machine Instruction ManualDocument53 pagesTDC-510S Machine Instruction ManualsunhuynhNo ratings yet
- Doosan Db58s Engine Service ManualDocument152 pagesDoosan Db58s Engine Service ManualRas-Sherwin A. Jalani100% (6)
- ATEX Guidelines clarify Directive 2014/34/EUDocument238 pagesATEX Guidelines clarify Directive 2014/34/EUARTURONo ratings yet
- Tappi 811 PDFDocument25 pagesTappi 811 PDFdaniel0% (1)
- S09-2 Air Oiler SLU (A)Document42 pagesS09-2 Air Oiler SLU (A)Luis JosueNo ratings yet
- S07 311 Range TrammingDocument24 pagesS07 311 Range TrammingLuis JosueNo ratings yet
- S01 Hydraulic Cylinders - All CylindersDocument16 pagesS01 Hydraulic Cylinders - All Cylindersmartin medinaNo ratings yet
- Winche Braden RW 300Document31 pagesWinche Braden RW 300Raúl Francisco Cerda PizarroNo ratings yet
- CAL Manual BookDocument25 pagesCAL Manual Bookanipo68No ratings yet
- Preface: DangerDocument692 pagesPreface: Danger김석훈No ratings yet
- S06 Drilling Pump Rexroth-A10VODocument20 pagesS06 Drilling Pump Rexroth-A10VOdeliaabreguNo ratings yet
- Manual000033356 PDFDocument49 pagesManual000033356 PDFmfm2k2No ratings yet
- Kioti Daedong DS4110, DS4510 Tractors Service Manual 07-2009Document19 pagesKioti Daedong DS4110, DS4510 Tractors Service Manual 07-2009LisakolyNo ratings yet
- Instruction Manual: ADONY Series AHDocument47 pagesInstruction Manual: ADONY Series AHHong Trung DuongNo ratings yet
- New Holland L565, LX565, LX665 Skid Steer Loader Repair Service ManualDocument21 pagesNew Holland L565, LX565, LX665 Skid Steer Loader Repair Service Manualggjjjjotones100% (1)
- New Holland L565 LX565 LX665 SerManDocument11 pagesNew Holland L565 LX565 LX665 SerMancarlos diazNo ratings yet
- Afiladora Wood Mizer Shop SeriesDocument58 pagesAfiladora Wood Mizer Shop SeriesCesar Edgardo Lopez PortilloNo ratings yet
- 11 - TM - Hydraulic Cylinders TM 0511-1 en 0204Document7 pages11 - TM - Hydraulic Cylinders TM 0511-1 en 0204Elfer Angell MllNo ratings yet
- Oktec Manual PDFDocument64 pagesOktec Manual PDFpurnomoNo ratings yet
- 6917 - Ext - 13 - 0 4hk1Document66 pages6917 - Ext - 13 - 0 4hk1Abdul KhaliqNo ratings yet
- Edwards 20-80Document39 pagesEdwards 20-80royert80No ratings yet
- Snow Thrower ManualDocument28 pagesSnow Thrower ManualBryan RoweNo ratings yet
- S 888 en - PDF Manuale de ServicioDocument50 pagesS 888 en - PDF Manuale de Serviciopablo victor sueldoNo ratings yet
- Kioti Daedong PX9530, PX9030, PX1053, PX1153, PX1103, PX1303 Tractors Service Manual 04-2020Document19 pagesKioti Daedong PX9530, PX9030, PX1053, PX1153, PX1103, PX1303 Tractors Service Manual 04-2020LisakolyNo ratings yet
- LMI Pumps General ManualDocument36 pagesLMI Pumps General ManualRoberto MejiaNo ratings yet
- U Mic1 enDocument48 pagesU Mic1 enSeosva RapidoNo ratings yet
- Kioti Daedong LX500L Tractors Service ManualDocument19 pagesKioti Daedong LX500L Tractors Service ManualLisakolyNo ratings yet
- DBxe Pump IOM ManualDocument36 pagesDBxe Pump IOM ManualSaurabh GautamNo ratings yet
- PC5500 SN 15032 Operation and Maintenance ManualDocument527 pagesPC5500 SN 15032 Operation and Maintenance ManualFernando Pérez Sarria100% (1)
- S01 Hydraulic Cylinders - TMKDocument8 pagesS01 Hydraulic Cylinders - TMKmartin medinaNo ratings yet
- Installation, Operation and Maintenance of Airflex@ CM Marine ClutchDocument12 pagesInstallation, Operation and Maintenance of Airflex@ CM Marine Clutchaiyubi2No ratings yet
- Kioti Daedong FX751 Tractor Service Manual LX68WMDocument37 pagesKioti Daedong FX751 Tractor Service Manual LX68WMLisakolyNo ratings yet
- Kioti Daedong DK75, DK90, DK754, DK904 Tractors Service ManualDocument19 pagesKioti Daedong DK75, DK90, DK754, DK904 Tractors Service ManualLisakolyNo ratings yet
- Manual Zenoah G2500TSDocument36 pagesManual Zenoah G2500TSLOGICOSNo ratings yet
- 05G CarrierDocument32 pages05G Carrierkrahanon1411No ratings yet
- V-20i Machine Instruction ManualDocument70 pagesV-20i Machine Instruction ManualsunhuynhNo ratings yet
- M2.5-3.5B OM2017 enDocument62 pagesM2.5-3.5B OM2017 enRuslanNo ratings yet
- TN - 20221104Document4 pagesTN - 20221104AZMATNo ratings yet
- Coronas de Giro 2017 BehDocument31 pagesCoronas de Giro 2017 BehdanielNo ratings yet
- 2008-06-03 Spec Tenaris CrMoDocument10 pages2008-06-03 Spec Tenaris CrModanielNo ratings yet
- Self-Forming Thread Grease Nipples As Per Standard DIN 71412Document1 pageSelf-Forming Thread Grease Nipples As Per Standard DIN 71412danielNo ratings yet
- Part 3-Airplane Airworthiness Normal, Utility, and Acrobatic CategoriesDocument34 pagesPart 3-Airplane Airworthiness Normal, Utility, and Acrobatic CategoriesstaedtlerpNo ratings yet
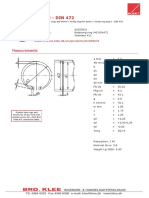
- Data Sheet: Circlip Ring Type J - DIN 472Document1 pageData Sheet: Circlip Ring Type J - DIN 472danielNo ratings yet
- Zytel (R) 80g14ahsnc010Document2 pagesZytel (R) 80g14ahsnc010Adam GordonNo ratings yet
- Dimensiones y Acotaciones PDFDocument34 pagesDimensiones y Acotaciones PDFAdam GordonNo ratings yet
- API Spec 5ct - Er21 - 2006Document1 pageAPI Spec 5ct - Er21 - 2006chem jobNo ratings yet
- Din 933 PDFDocument3 pagesDin 933 PDFVinicius Monteiro AmaralNo ratings yet
- ATEX Directive 94/9/EC - : European DirectivesDocument6 pagesATEX Directive 94/9/EC - : European DirectivesIrfan SyukranNo ratings yet
- SW11Document6 pagesSW11Adam GordonNo ratings yet
- Algopithm For Design Calculation of Axial Flow Gas Turbine Compressor - Comparison With GTD-350 Compressor DesignDocument10 pagesAlgopithm For Design Calculation of Axial Flow Gas Turbine Compressor - Comparison With GTD-350 Compressor DesigndanielNo ratings yet
- Dupont Zytel: Zytel St801Ahs Nc010Document3 pagesDupont Zytel: Zytel St801Ahs Nc010danielNo ratings yet
- Parker O-Ring Handbook: Approximate Service Temperature Ranges For Commonly Used Basic Polymer TypesDocument53 pagesParker O-Ring Handbook: Approximate Service Temperature Ranges For Commonly Used Basic Polymer Typesvadim.isheevNo ratings yet
- Form "C" Switch - HYR 1554Document2 pagesForm "C" Switch - HYR 1554danielNo ratings yet
- Reedswitch HYR-2003Document2 pagesReedswitch HYR-2003danielNo ratings yet
- Pag21 - ImapctoDocument44 pagesPag21 - ImapctodanielNo ratings yet
- CONJUNTO EXPANSOR PARKER Catalog - PTFE-Seals - PTD3354-ENDocument194 pagesCONJUNTO EXPANSOR PARKER Catalog - PTFE-Seals - PTD3354-ENMarcelo Godinho BatistaNo ratings yet
- Fortron 1120LDocument2 pagesFortron 1120LdanielNo ratings yet
- Sucker Rods Product General Catalogue PDFDocument8 pagesSucker Rods Product General Catalogue PDFdanielNo ratings yet
- PB MISM109 Tubing PlugsDocument1 pagePB MISM109 Tubing PlugsdanielNo ratings yet
- Magnetic Fluid Conditioner (MFC)Document1 pageMagnetic Fluid Conditioner (MFC)danielNo ratings yet
- Creative Design Process PDFDocument21 pagesCreative Design Process PDFdanielNo ratings yet
- DCS BeamDesign Lect3Document14 pagesDCS BeamDesign Lect3Saket ThakkarNo ratings yet
- ZZ5371VDMB32100Document1 pageZZ5371VDMB32100Andy WangNo ratings yet
- G LIT API-650-Tanks PDFDocument2 pagesG LIT API-650-Tanks PDFAlexanderNo ratings yet
- ALLSTYLE CatalogwebDocument48 pagesALLSTYLE CatalogwebjorgegalezoNo ratings yet
- Testing PDFDocument16 pagesTesting PDFLateef Adewale Kareem0% (1)
- Assignment 1Document2 pagesAssignment 1Fizz MartinNo ratings yet
- Basics of Seismic Wave TheoryDocument154 pagesBasics of Seismic Wave TheoryYinfeng Dong0% (1)
- Konceptualni - Titranje I ValoviDocument44 pagesKonceptualni - Titranje I ValoviNikolinaNo ratings yet
- ARTICLE - Destructive Testing Basics (2012)Document4 pagesARTICLE - Destructive Testing Basics (2012)Sangameswaran RamarajNo ratings yet
- Kenr7125kenr7125-01 Sis PDFDocument2 pagesKenr7125kenr7125-01 Sis PDFHector Dongo ArrayanNo ratings yet
- Solarizer Spring Data SheetDocument1 pageSolarizer Spring Data SheetEmmvee SolarNo ratings yet
- IP Ratings Chart V3 PDFDocument1 pageIP Ratings Chart V3 PDFsuprakashpaul93No ratings yet
- PHYS 343 Midterm Exam Energy Levels Quantized Particle Well Harmonic OscillatorDocument6 pagesPHYS 343 Midterm Exam Energy Levels Quantized Particle Well Harmonic OscillatorSio MoNo ratings yet
- Sanwa Export 02 Gate ValveDocument1 pageSanwa Export 02 Gate ValveTou SvnkNo ratings yet
- Stiffness and Strength of Metal Bridge Deck FormsDocument9 pagesStiffness and Strength of Metal Bridge Deck FormsRicardo MurgaNo ratings yet
- Grade Markings For Steel Bolts and ScrewsDocument3 pagesGrade Markings For Steel Bolts and Screwsrexie2canos8964No ratings yet
- GSE EnVision ProcessFund Sim IDocument2 pagesGSE EnVision ProcessFund Sim IFungky KingNo ratings yet
- 2GCS203085A0031-QCap ManualDocument20 pages2GCS203085A0031-QCap ManualMario ArellanoNo ratings yet
- Steam Engine: GasolineDocument4 pagesSteam Engine: GasolineSahil SethiNo ratings yet
- NATEF Engine Performance Job SheetsDocument13 pagesNATEF Engine Performance Job SheetsAdriRojasNo ratings yet
- 00 en Drilling 05-2022 No Mark Ups 01Document4 pages00 en Drilling 05-2022 No Mark Ups 01ihydraulicsNo ratings yet
- Turning FlightDocument12 pagesTurning FlightD ARUL KUMARESANNo ratings yet
- Sharing: Thermal KnowledgeDocument5 pagesSharing: Thermal KnowledgeAndresNo ratings yet
- Pegasus EX 3200-5200 Parts ListDocument120 pagesPegasus EX 3200-5200 Parts ListJanos KornfeldNo ratings yet
- Refrigeration (Kylteknik) : 2. Vapour-Compression Refrigeration ProcessesDocument36 pagesRefrigeration (Kylteknik) : 2. Vapour-Compression Refrigeration ProcessesiJeng RalluNo ratings yet