You might also like
- Brochure Scorpio Lens Anamorphic 2 XDocument2 pagesBrochure Scorpio Lens Anamorphic 2 XJuanGómezNo ratings yet
- New Turning PVD Coated Grade For Stainless Steels: ProductDocument12 pagesNew Turning PVD Coated Grade For Stainless Steels: ProductJuanGómezNo ratings yet
- Responding To September 11 2001: One Year LaterDocument40 pagesResponding To September 11 2001: One Year LaterJuanGómezNo ratings yet
- FB 4Document4 pagesFB 4JuanGómezNo ratings yet
- Mitutoyo Fixtures 2018.compressed PDFDocument80 pagesMitutoyo Fixtures 2018.compressed PDFJuanGómezNo ratings yet
- Resharpening of The Twist Drill BitsDocument5 pagesResharpening of The Twist Drill BitsJuanGómezNo ratings yet
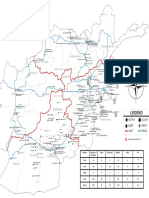
- Afghanistan Map PDFDocument1 pageAfghanistan Map PDFJuanGómezNo ratings yet
- Mitutoyo Fixtures 2018.compressed PDFDocument80 pagesMitutoyo Fixtures 2018.compressed PDFJuanGómezNo ratings yet
- CH 21Document45 pagesCH 21Anonymous p0mg44xNo ratings yet
- Selection of Tightening Tools Flow ChartDocument8 pagesSelection of Tightening Tools Flow ChartJuanGómezNo ratings yet
- Drill ModelingDocument13 pagesDrill Modelingantonio87No ratings yet
- Drill Point GeometryDocument4 pagesDrill Point GeometryRicardo Fontanari de Carvalho100% (1)
- Advanced Motorsport Engineering: MSC CourseDocument4 pagesAdvanced Motorsport Engineering: MSC CourseJuanGómezNo ratings yet
- 08 ScrewDocument10 pages08 ScrewJuanGómezNo ratings yet
- 06 Torque ToolsDocument22 pages06 Torque ToolsJuanGómezNo ratings yet
- 07 Maintenance For Torque Tools PDFDocument24 pages07 Maintenance For Torque Tools PDFJuanGómezNo ratings yet
- Selection of Tightening Tools Flow ChartDocument8 pagesSelection of Tightening Tools Flow ChartJuanGómezNo ratings yet
- The Right Live Centre For Every ApplicationDocument3 pagesThe Right Live Centre For Every ApplicationJuanGómezNo ratings yet
- Selection of Tightening Tools Flow ChartDocument8 pagesSelection of Tightening Tools Flow ChartJuanGómezNo ratings yet
- 01 Torque and UnitDocument6 pages01 Torque and UnitJuanGómezNo ratings yet
- Bolt Tightening Methods and Torque-Tension RelationshipsDocument12 pagesBolt Tightening Methods and Torque-Tension RelationshipsJuanGómezNo ratings yet
- 04 Tightening ReliabilityDocument22 pages04 Tightening ReliabilityJuanGómezNo ratings yet
- The Right Live Centre For Every ApplicationDocument3 pagesThe Right Live Centre For Every ApplicationJuanGómezNo ratings yet
- Creating Motion in SolidWorks-Motion DriversDocument58 pagesCreating Motion in SolidWorks-Motion Driversesham2No ratings yet
- Pepall FinalDocument478 pagesPepall FinalJuanGómez100% (1)
- H 4012 8500 01 ADocument1 pageH 4012 8500 01 AJuanGómezNo ratings yet
- SZSDocument4 pagesSZSJuanGómezNo ratings yet
- Chucks Review Restoration by Machinery Magazine PDFDocument49 pagesChucks Review Restoration by Machinery Magazine PDFJuanGómezNo ratings yet
- H 4012 8500 01 ADocument1 pageH 4012 8500 01 AJuanGómezNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Joker User Guide 3dlabgang Rev2019 12Document14 pagesJoker User Guide 3dlabgang Rev2019 12HD's RC ChannelNo ratings yet
- Tank Size CalculatorDocument6 pagesTank Size CalculatorVijayakumar Chandrasekaran100% (2)
- TNK500P Taneko Industrial Generator (TNK JKT)Document2 pagesTNK500P Taneko Industrial Generator (TNK JKT)Rizki Heru HermawanNo ratings yet
- Assist. Prof. DR - Thaar S. Al-Gasham, Wasit University, Eng. College 136Document49 pagesAssist. Prof. DR - Thaar S. Al-Gasham, Wasit University, Eng. College 136Hundee HundumaaNo ratings yet
- R07-HC3C20-AAP-MTS-CI-0005 (02) Method Statement of Site Mobilization at Island (Revised)Document32 pagesR07-HC3C20-AAP-MTS-CI-0005 (02) Method Statement of Site Mobilization at Island (Revised)like saddamNo ratings yet
- Construction Methodology for La Vella ResidencesDocument16 pagesConstruction Methodology for La Vella ResidencesEugene Luna100% (1)
- Slides - OOP With SmalltalkDocument51 pagesSlides - OOP With Smalltalkapi-3728136No ratings yet
- Abs/Tcs/Esp Training GuideDocument136 pagesAbs/Tcs/Esp Training GuideKatapangTkrNo ratings yet
- Furuno GMDSS Installation Manual PDFDocument64 pagesFuruno GMDSS Installation Manual PDFEric PskdNo ratings yet
- En 808D Commissioning Guide 2013-09Document98 pagesEn 808D Commissioning Guide 2013-09Sam eagle goodNo ratings yet
- 92v Parts List ViperDocument194 pages92v Parts List Viperreltih18No ratings yet
- Autocad 2010 Tutorial Series Autocad Mechanical 2010 Tutorial SeriesDocument4 pagesAutocad 2010 Tutorial Series Autocad Mechanical 2010 Tutorial Seriesbdi_roNo ratings yet
- University Institute of Information Technology: Ouick Learn - MCQDocument53 pagesUniversity Institute of Information Technology: Ouick Learn - MCQvimalNo ratings yet
- CS20 Instruction Manual: Inverted Vertical Turning CellDocument83 pagesCS20 Instruction Manual: Inverted Vertical Turning CellHenryNo ratings yet
- Environmental Tech.Document31 pagesEnvironmental Tech.csyena28225No ratings yet
- Applications of The Infrared Thermography in The Energy Audit of Buildings - A ReviewDocument14 pagesApplications of The Infrared Thermography in The Energy Audit of Buildings - A ReviewDian PsdNo ratings yet
- PDF Main - PsDocument34 pagesPDF Main - PsIsaiah GarciaNo ratings yet
- Tacloban Master Training Schedule (January-June 2012) For Web New FormatDocument5 pagesTacloban Master Training Schedule (January-June 2012) For Web New FormatFariq AdlawanNo ratings yet
- 10 Inch Pipe Calculations For HydrostatDocument13 pages10 Inch Pipe Calculations For Hydrostatגרבר פליקסNo ratings yet
- Civil-Vii-Air Pollution and Control (10cv765) - Question PaperDocument4 pagesCivil-Vii-Air Pollution and Control (10cv765) - Question PaperSathya MurthyNo ratings yet
- 04 Metal and Glass-Wood PolicyDocument1 page04 Metal and Glass-Wood Policykitek100% (1)
- Netsys NVF-200EKIT User Guide 1.0.6Document19 pagesNetsys NVF-200EKIT User Guide 1.0.6pkramellaNo ratings yet
- NHA 2430 Design Analysis Reporting FEADocument7 pagesNHA 2430 Design Analysis Reporting FEAASIM RIAZNo ratings yet
- Mousavi, Aliha, Imani - 2020 - On The Use of Edge Cracked Short Bend Beam Specimen For PMMA Fracture Toughness Testing Under Mixed-ModeDocument1 pageMousavi, Aliha, Imani - 2020 - On The Use of Edge Cracked Short Bend Beam Specimen For PMMA Fracture Toughness Testing Under Mixed-ModeMorteza AtaeiNo ratings yet
- Sustainable Transport Development in Nepal: Challenges and StrategiesDocument18 pagesSustainable Transport Development in Nepal: Challenges and StrategiesRamesh PokharelNo ratings yet
- Mount EFS Across VPCs and Availability ZonesDocument12 pagesMount EFS Across VPCs and Availability Zonesbiswajit patrasecNo ratings yet
- TMForumOpenAPIs EnablingAZeroIntergrationAPIeconomyDocument30 pagesTMForumOpenAPIs EnablingAZeroIntergrationAPIeconomyjdaoukNo ratings yet
- Tivizen Iplug Greek GuideDocument13 pagesTivizen Iplug Greek GuideDenexoNo ratings yet
- Boom and Trailer Mounted Boom Annual Inspection Report PDFDocument1 pageBoom and Trailer Mounted Boom Annual Inspection Report PDFlanza206No ratings yet
- Air Sentry Guardian-BreathersDocument14 pagesAir Sentry Guardian-BreathersNelson PeraltaNo ratings yet