You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- Filter Bag SystemsDocument52 pagesFilter Bag SystemskategordNo ratings yet
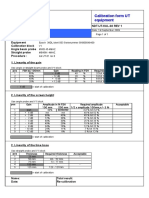
- Calibration Sheet Ultrasonic Test EquipmentDocument1 pageCalibration Sheet Ultrasonic Test EquipmentjohnNo ratings yet
- The WATERMARK CODEX MentalismDocument10 pagesThe WATERMARK CODEX Mentalismtrixter11793100% (1)
- Geological Models in Epithermal Porphyry Exploration Terry Leach LegacyDocument11 pagesGeological Models in Epithermal Porphyry Exploration Terry Leach LegacyMatias Reinoso100% (2)
- CGPISL Arrester Presentation HVPNDocument88 pagesCGPISL Arrester Presentation HVPNAnonymous 42LkomNo ratings yet
- Centrifugal Pump Piping Design LayoutDocument16 pagesCentrifugal Pump Piping Design Layoutzizitro-1No ratings yet
- Limit Tests: by Mohneet Chitkara B Pharma Semester 1 2150991058Document13 pagesLimit Tests: by Mohneet Chitkara B Pharma Semester 1 2150991058Mohneet ChitkaraNo ratings yet
- Technological Advancements in Refrigirants: RefrigerantDocument8 pagesTechnological Advancements in Refrigirants: RefrigerantBilal AhmedNo ratings yet
- Vibration Isolation PDFDocument9 pagesVibration Isolation PDFl8o8r8d8s8i8v8No ratings yet
- Ia On Solubility EquilibriumDocument8 pagesIa On Solubility Equilibriumapi-235913605100% (1)
- NBS18 Heat TreatmentDocument46 pagesNBS18 Heat Treatmentshailesh_tiwari_mechNo ratings yet
- Welding Procedure Datasheet: ScopeDocument5 pagesWelding Procedure Datasheet: ScopePerminder SinghNo ratings yet
- TPAO-KTHDB PremiumThread TubingTechSpecSheet PH6Document1 pageTPAO-KTHDB PremiumThread TubingTechSpecSheet PH6ilkerkozturkNo ratings yet
- VWR® Symphony® Analysis PackagesDocument3 pagesVWR® Symphony® Analysis Packageslusoegyi 1919No ratings yet
- DynsimDocument22 pagesDynsimAbdomatarNo ratings yet
- Chemigrams and CyanotypesDocument4 pagesChemigrams and Cyanotypesapi-481057728No ratings yet
- Structure of Atom - Key Facts in 38 CharactersDocument2 pagesStructure of Atom - Key Facts in 38 Characterspiyush shuklaNo ratings yet
- Assignment Inorganic ChemistryDocument2 pagesAssignment Inorganic ChemistryRaquim Mondilo InventoNo ratings yet
- Article1379594984 - Sivakumar and GomathiDocument7 pagesArticle1379594984 - Sivakumar and GomathiEdda GeregetanNo ratings yet
- Chemistry Notes For Class 12 Chapter 2 Solutions PDFDocument15 pagesChemistry Notes For Class 12 Chapter 2 Solutions PDFUmesh S Rathore100% (2)
- HW2 SolutionDocument4 pagesHW2 SolutiontsengullerNo ratings yet
- b28113433 PDFDocument202 pagesb28113433 PDFJuthika GogoiNo ratings yet
- Derivation of Fluid Flow Equations Review of Basic StepsDocument9 pagesDerivation of Fluid Flow Equations Review of Basic StepsAaron LisandrioNo ratings yet
- AFLAS Technical DatasheetDocument13 pagesAFLAS Technical DatasheetManual SourceNo ratings yet
- Determining Cation Exchange Capacity: A New Procedure For Calcareous and Gypsiferous SoilsDocument5 pagesDetermining Cation Exchange Capacity: A New Procedure For Calcareous and Gypsiferous SoilsM. Yusuf HermawanNo ratings yet
- Everything StarsDocument166 pagesEverything StarsBilly The KidNo ratings yet
- Asme InterpretationDocument72 pagesAsme Interpretationbbmoksh100% (2)
- Section 05 Block WorksDocument10 pagesSection 05 Block WorksMarvin MessiNo ratings yet
- Bracing Requirements For Elastic Steel BeamsDocument87 pagesBracing Requirements For Elastic Steel BeamsbiomechanicsNo ratings yet
- Super Day-Tone 3030 MSDSDocument4 pagesSuper Day-Tone 3030 MSDSeslam sokaNo ratings yet