You might also like
- Evaluación rendimiento personal empresaDocument2 pagesEvaluación rendimiento personal empresafernanda figueroaNo ratings yet
- Actividad de Tutoria-25 de JunioDocument15 pagesActividad de Tutoria-25 de JunioNathalie VelasquezNo ratings yet
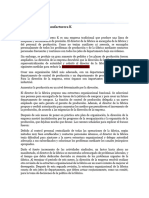
- La reorganización funcional y de comité de Manufacturera KDocument11 pagesLa reorganización funcional y de comité de Manufacturera KKarina Tintaya Arocutipa100% (1)
- Segunda Evaluacion AdministraciónDocument9 pagesSegunda Evaluacion Administracióncamila rojasNo ratings yet
- Caso Compañía Manufacturera KDocument2 pagesCaso Compañía Manufacturera KAnthperu38% (8)
- Actividad Evaluada 1Document3 pagesActividad Evaluada 1Yocelhin Nicole100% (1)
- Sistema de RH orientado a la estrategia de SiemensDocument6 pagesSistema de RH orientado a la estrategia de SiemensJair De Jesús HerGarNo ratings yet
- s2 Ficha de Resumen - FinalDocument30 pagess2 Ficha de Resumen - FinalCARLOS ANDRES CESAR INCASOLLER VILCANo ratings yet
- Manufacturera KDocument9 pagesManufacturera KJuan Alonso RamosNo ratings yet
- Caso GenetrixDocument6 pagesCaso Genetrixomaru32No ratings yet
- Caso LABORATORIO Z PREGUNTAS GRUPALESDocument2 pagesCaso LABORATORIO Z PREGUNTAS GRUPALESRodrigo QMNo ratings yet
- Taller de Yoga para Niños Clase 2 MayoDocument20 pagesTaller de Yoga para Niños Clase 2 MayoMónica Irene PauFerNo ratings yet
- GENETRIXDocument3 pagesGENETRIXJOHANA VANESSA VALLE MOLINANo ratings yet
- Parcial #1 - Gestión Del CambioDocument9 pagesParcial #1 - Gestión Del CambioHilda100% (1)
- Caso Tennis GavàDocument2 pagesCaso Tennis GavàKarla Samanta Jaramillo BarcoNo ratings yet
- Ejercicios 07Document2 pagesEjercicios 07Ian Gómez Arce71% (48)
- Caso 2 - Clima LaboralDocument3 pagesCaso 2 - Clima Laboralricardo Tarazona50% (2)
- Sesión 02 P.S. Asumimos ResponsabilidesDocument5 pagesSesión 02 P.S. Asumimos ResponsabilidesJesus Manuel Trujillo AgueroNo ratings yet
- Ses Com 2g U2 8 JecDocument5 pagesSes Com 2g U2 8 JecHenry Huayllani ChoquenairaNo ratings yet
- Caso 10 Solucion de ProblemasDocument4 pagesCaso 10 Solucion de ProblemasKarelys QuiñonezNo ratings yet
- Caso DepartamentalizacionDocument1 pageCaso DepartamentalizacionJo SeNo ratings yet
- Informe QloDocument6 pagesInforme QloBRANDON SANTANA SOTO0% (1)
- Ejerc 2 Diseño Organizacional Grupo 2Document3 pagesEjerc 2 Diseño Organizacional Grupo 2Lily ST40% (5)
- Evolución y diversificación de Vintas SADocument2 pagesEvolución y diversificación de Vintas SAEdgardo MaldonadoNo ratings yet
- 1 15 MatrizDocument8 pages1 15 MatrizflucayNo ratings yet
- Proyecto Final Grupo#4Document14 pagesProyecto Final Grupo#4Cynthia JosephNo ratings yet
- 2 Caso Practico MotivaciónDocument2 pages2 Caso Practico MotivaciónCindy GonzalezNo ratings yet
- Diagnostico Organizacional Funcional y Cultural Pelicula Recursos HumanosDocument1 pageDiagnostico Organizacional Funcional y Cultural Pelicula Recursos HumanosMaria Angelica Cisterna RosasNo ratings yet
- Solucion Caso 1 AbbDocument4 pagesSolucion Caso 1 AbbLuis MartinezNo ratings yet
- Informe ZAODocument38 pagesInforme ZAOThithi XpNo ratings yet
- Caso Mision Corporacion MBCDocument2 pagesCaso Mision Corporacion MBCjorgemm2550% (2)
- Caso de Estudios Prácticos - FulkinDocument2 pagesCaso de Estudios Prácticos - FulkinLuis SolorzanoNo ratings yet
- DespidoMasivoEmailDocument2 pagesDespidoMasivoEmailMASIELNo ratings yet
- Simon Fester Recursos HumanosDocument16 pagesSimon Fester Recursos HumanosAlfred Cañizares0% (1)
- Técnicas de SupervisiónDocument5 pagesTécnicas de SupervisiónKatherine FrancoNo ratings yet
- Caso I Automotora La ParvaDocument3 pagesCaso I Automotora La ParvaRomina Javiera Melo0% (1)
- Caso 1 Xerox La Magia de La CalidadDocument2 pagesCaso 1 Xerox La Magia de La CalidadTefy RiveraNo ratings yet
- Taller 1 Caso AirstarDocument2 pagesTaller 1 Caso Airstarronaldo mendoza100% (1)
- Prueba Administración 2.Document4 pagesPrueba Administración 2.deekyu11No ratings yet
- Modelo de PorterDocument3 pagesModelo de PorterAnna Garcia100% (1)
- Deber RRHHDocument6 pagesDeber RRHHZeta Force WallNo ratings yet
- P000055 Programa TraineeDocument30 pagesP000055 Programa TraineeRamírez DaniyMariNo ratings yet
- M1DO - Caso Evaluación FinalDocument2 pagesM1DO - Caso Evaluación FinalvictorNo ratings yet
- FreshDirect caso éxitoDocument12 pagesFreshDirect caso éxitoPaula Sanchez100% (2)
- Caso ProalcaDocument5 pagesCaso ProalcaMery Mora0% (1)
- Estrategia Modelo de Las 3c de Kenichi OhmaeDocument16 pagesEstrategia Modelo de Las 3c de Kenichi OhmaeAnonymous 3FOGfcSm100% (1)
- Análisis cadena valor ArtelDocument6 pagesAnálisis cadena valor ArtelLuis IgnacioNo ratings yet
- Diseño de Plan Estrategico 1 PDFDocument89 pagesDiseño de Plan Estrategico 1 PDFjfchavezrNo ratings yet
- Caso Práctico - Clima LaboralDocument3 pagesCaso Práctico - Clima LaboralJosé Roberto Chuyes Garcia50% (2)
- Conducta ConsumidorDocument16 pagesConducta ConsumidorCamilo Contreras50% (2)
- 1° Caso Control Corporativo Falla en Fannie Mae y Freddie MacDocument2 pages1° Caso Control Corporativo Falla en Fannie Mae y Freddie Macjeannette50% (2)
- Bikesports CDocument3 pagesBikesports CAngel Antonio Melchor100% (1)
- CASO PRÁCTICO de Ramon EmpresaDocument2 pagesCASO PRÁCTICO de Ramon EmpresaJeffersonMattaRomualdoNo ratings yet
- Caso Práctico de Relaciones LaboralesDocument1 pageCaso Práctico de Relaciones LaboralesMaria Del Carmen Virgili100% (1)
- Trabajo Práctico Final Protocolo de Empresas de Familia ANDREADocument9 pagesTrabajo Práctico Final Protocolo de Empresas de Familia ANDREAJorge Eduardo Orduz OrtizNo ratings yet
- Matriz FODA de Gestión Por CompetenciasDocument1 pageMatriz FODA de Gestión Por CompetenciasDarielis Ramirez Delgado100% (2)
- Ambientes de ManufacturaDocument8 pagesAmbientes de ManufacturaJacke VillagranNo ratings yet
- Caso La Industria FarmaceuticaDocument3 pagesCaso La Industria FarmaceuticaChrstianXavezNo ratings yet
- Giro de GoodyearDocument2 pagesGiro de GoodyearWilson Daniel Chicana ZapataNo ratings yet
- Tarea Semana 1 Direccion y Organizacion de Empresas 2Document2 pagesTarea Semana 1 Direccion y Organizacion de Empresas 2Matias Alan SequeraNo ratings yet
- Actitudes y Habitos de TrabajoDocument12 pagesActitudes y Habitos de TrabajoAny GonzalezNo ratings yet
- Caso de Estudio. El Control Como Fase Del Proceso AdministrativoDocument11 pagesCaso de Estudio. El Control Como Fase Del Proceso AdministrativoAkagami Forever0% (1)
- Caso OrganizacionDocument2 pagesCaso OrganizacionWILBER RECINOSNo ratings yet
- CASODocument2 pagesCASODante Diaz MejiasNo ratings yet
- Tarea No. 7 Caso DepartamentalizaciónDocument2 pagesTarea No. 7 Caso DepartamentalizaciónFabio PabloNo ratings yet
- Departamentalización funcional en compañía manufactureraDocument51 pagesDepartamentalización funcional en compañía manufactureraDavid Effio RamìrezNo ratings yet
- Probabilidad 2Document10 pagesProbabilidad 2Edgar Augusto Rodriguez Rodriguez100% (1)
- Implementación SARLAFT normas cumplimientoDocument2 pagesImplementación SARLAFT normas cumplimientoHenry AyalaNo ratings yet
- Control de Procesos Por VariablesDocument35 pagesControl de Procesos Por VariablesJose Alejandro Vergara MoralesNo ratings yet
- NT 21 Señalización. RequisitosDocument8 pagesNT 21 Señalización. RequisitosByron Marcelo Paez OlallaNo ratings yet
- Problemario Media Superior FisicaDocument10 pagesProblemario Media Superior FisicaAdriana CruzNo ratings yet
- Manual de Modelado de Edificio en Etabs Javier Guevara DavilaDocument83 pagesManual de Modelado de Edificio en Etabs Javier Guevara DavilaArmandoCuetoVargasNo ratings yet
- Plan de Desarrollo de SoftwareDocument14 pagesPlan de Desarrollo de SoftwareJonathan Muñoz Aleman100% (8)
- Módulo de EstadísticaDocument21 pagesMódulo de EstadísticaAlex Santa TicliNo ratings yet
- Producción Del Glutamato SodicoDocument20 pagesProducción Del Glutamato Sodicomaria caela100% (1)
- Contabilidad Es La Ciencia Social Que Se Encarga de EstudiarDocument3 pagesContabilidad Es La Ciencia Social Que Se Encarga de EstudiarDavid Angel Gonzalez ManceraNo ratings yet
- Reactivos NiaDocument19 pagesReactivos NiaEfrain HuaconNo ratings yet
- SEMANA 14 - EPT 3° y 4°Document4 pagesSEMANA 14 - EPT 3° y 4°Miguel Angel Yupanqui atalayaNo ratings yet
- Planos y Angulos Fotograficos PDFDocument6 pagesPlanos y Angulos Fotograficos PDFMaryoryChavezNo ratings yet
- Ficha 4Document3 pagesFicha 4Josemir PedrazaNo ratings yet
- Diagnóstico Chongos BajoDocument21 pagesDiagnóstico Chongos BajoYanet AyzanoaNo ratings yet
- Cii FinalDocument573 pagesCii FinalGabriela Heredia LunaNo ratings yet
- Procesos Cognitivos - Psicología 3mDocument4 pagesProcesos Cognitivos - Psicología 3mFabio BernalNo ratings yet
- Fractura de CaderaDocument9 pagesFractura de CaderaDiane Troncoso AlegriaNo ratings yet
- Cobitt 5 Entregar, Dar Servicio y Soporte (DSS)Document4 pagesCobitt 5 Entregar, Dar Servicio y Soporte (DSS)Adrian CruzNo ratings yet
- Qué Es El RUCDocument3 pagesQué Es El RUCYoly Magaly León AlbercaNo ratings yet
- Diagrama Unifilar EléctricoDocument8 pagesDiagrama Unifilar EléctricoMARLON MARTINEZ BARBANo ratings yet
- Siembra y Manejo de Pastos Cultivados para Familias RuralesDocument40 pagesSiembra y Manejo de Pastos Cultivados para Familias RuralesEdwin Amable RodriguezNo ratings yet
- MIE06 LecturaDocument12 pagesMIE06 LecturaLucky OlivetNo ratings yet
- Vulnerabilidad acuífero Jayllihuaya Puno método GODDocument47 pagesVulnerabilidad acuífero Jayllihuaya Puno método GODGeraldy Alessandra Zenteno MendizabalNo ratings yet