You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Elbow MechanismDocument61 pagesElbow MechanismSourav Kotgund100% (2)
- Welding and Heat Treatment of AISI 4130Document66 pagesWelding and Heat Treatment of AISI 4130Дмитрий РыбаковNo ratings yet
- Project Report On Aac Block Manufacturing PlantDocument7 pagesProject Report On Aac Block Manufacturing PlantEIRI Board of Consultants and PublishersNo ratings yet
- JPM PanelChallenges v13-532FDocument1 pageJPM PanelChallenges v13-532FPranav MishraNo ratings yet
- Application Form: Submitted ToDocument3 pagesApplication Form: Submitted ToPranav MishraNo ratings yet
- Analysis of FSDocument42 pagesAnalysis of FSPranav MishraNo ratings yet
- Problems On Cash Flow Statement: (Solutions Are at The End)Document20 pagesProblems On Cash Flow Statement: (Solutions Are at The End)Pranav MishraNo ratings yet
- 199 Your SPKG VoiceDocument22 pages199 Your SPKG VoiceJimmy PaulNo ratings yet
- CASH FLOW STATEMENT ANALYSISDocument32 pagesCASH FLOW STATEMENT ANALYSISPranav MishraNo ratings yet
- Microsoft Interview Experience 20-22Document1 pageMicrosoft Interview Experience 20-22Pranav MishraNo ratings yet
- Systemix DatasetDocument3,423 pagesSystemix DatasetPranav MishraNo ratings yet
- Systemix: The It-Consulting, Prodman and E-Commerce ClubDocument1 pageSystemix: The It-Consulting, Prodman and E-Commerce ClubPranav MishraNo ratings yet
- IIFT ResponsibilitiesDocument1 pageIIFT ResponsibilitiesPranav MishraNo ratings yet
- CFS Class ProblemsDocument2 pagesCFS Class ProblemsPranav MishraNo ratings yet
- CASH FLOW STATEMENT ANALYSISDocument32 pagesCASH FLOW STATEMENT ANALYSISPranav MishraNo ratings yet
- Additional Problems On CFSDocument20 pagesAdditional Problems On CFSPranav MishraNo ratings yet
- Analysis of FSDocument42 pagesAnalysis of FSPranav MishraNo ratings yet
- Omni-Channel Focus for Customer CentricityDocument6 pagesOmni-Channel Focus for Customer CentricityPranav MishraNo ratings yet
- Impactful Introductions: Presenters: Rohan Chadha Dipen GuptaDocument7 pagesImpactful Introductions: Presenters: Rohan Chadha Dipen GuptaPranav MishraNo ratings yet
- L'Oréal India Campus Event Guide Discover Beauty-Tech CareersDocument1 pageL'Oréal India Campus Event Guide Discover Beauty-Tech CareersPranav MishraNo ratings yet
- CFS Class ProblemsDocument2 pagesCFS Class ProblemsPranav MishraNo ratings yet
- GEP Gameplan 2021 BschoolDocument12 pagesGEP Gameplan 2021 Bschooljai kunwarNo ratings yet
- Case Study - ServiceMaxDocument2 pagesCase Study - ServiceMaxPranav MishraNo ratings yet
- Task - 1Document35 pagesTask - 1Pranav MishraNo ratings yet
- Bitwise IIFTDocument1 pageBitwise IIFTPranav MishraNo ratings yet
- Grace Under PressureDocument1 pageGrace Under PressurePranav MishraNo ratings yet
- Channe Partner Digital EcosystemDocument3 pagesChanne Partner Digital EcosystemPranav MishraNo ratings yet
- Delivery orders report from Ashok Vihar outletDocument41 pagesDelivery orders report from Ashok Vihar outletPranav MishraNo ratings yet
- WAT-PI Kit PDFDocument32 pagesWAT-PI Kit PDFAdvaith JayakumarNo ratings yet
- CertificationsDocument1 pageCertificationsPranav MishraNo ratings yet
- HRM CoursesDocument241 pagesHRM CoursesAparajita LohaniNo ratings yet
- BM PDFDocument307 pagesBM PDFPulkit SharmaNo ratings yet
- MoRTH 1000 Materials For StructureDocument18 pagesMoRTH 1000 Materials For StructureApurv PatelNo ratings yet
- IUPAC Periodic Table of The Elements: Ti CRDocument1 pageIUPAC Periodic Table of The Elements: Ti CRMargaux HidalgoNo ratings yet
- Chemical Engineering Laboratory-1 (CHE F312) Lab Report Engineering Chemistry Lab E-1 Thin Layer ChromatographyDocument13 pagesChemical Engineering Laboratory-1 (CHE F312) Lab Report Engineering Chemistry Lab E-1 Thin Layer ChromatographyHritik LalNo ratings yet
- Scheme of Work (Chemistry, Year 9)Document12 pagesScheme of Work (Chemistry, Year 9)Hon Nee ChakNo ratings yet
- Childers PDS CP 70 R0719Document2 pagesChilders PDS CP 70 R0719Maikol Cedeño CerdasNo ratings yet
- ASTM Norms Commonly UsedDocument1 pageASTM Norms Commonly UsedBauyrzhanNo ratings yet
- ME 472 - Corrosion Engineering 1Document2 pagesME 472 - Corrosion Engineering 1Faraz JamshaidNo ratings yet
- Grade 9 Integrated Science Summary and Exercise Chemistry 4 Chemical ReactionDocument5 pagesGrade 9 Integrated Science Summary and Exercise Chemistry 4 Chemical Reactionnana widyaNo ratings yet
- Chemguard C306-MS-C 3% AFFF Concentrate: DescriptionDocument2 pagesChemguard C306-MS-C 3% AFFF Concentrate: DescriptionChyeAmshariYumanNo ratings yet
- Uses of Synthetic Fibre in ConcreteDocument10 pagesUses of Synthetic Fibre in ConcreteRama Lakshmi Velusamy100% (1)
- BMW Center Show Room Final-01Document43 pagesBMW Center Show Room Final-01QC MEPNo ratings yet
- Sunray Bucket HatDocument5 pagesSunray Bucket Hatklaudia matNo ratings yet
- Technical Data Sheet Permatex General Purpose Epoxy ProductsDocument2 pagesTechnical Data Sheet Permatex General Purpose Epoxy ProductsΧρήστος πορηςNo ratings yet
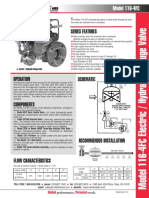
- Hoja de Datos - 116-4FCDocument2 pagesHoja de Datos - 116-4FCHenry Garavito RamirezNo ratings yet
- Staircase DetailDocument1 pageStaircase DetailsadafNo ratings yet
- TDS - Tecomid NB40 GR30 NLDocument1 pageTDS - Tecomid NB40 GR30 NLilkerNo ratings yet
- Advisory Group Aerospace Research Development: 7 Rue Ancelle 92 Neuilly-Sur-Seine FranceDocument58 pagesAdvisory Group Aerospace Research Development: 7 Rue Ancelle 92 Neuilly-Sur-Seine FranceThale1905No ratings yet
- Draft Jurnal TA Lani (119270078)Document15 pagesDraft Jurnal TA Lani (119270078)lanipuspitalandNo ratings yet
- Specification of SGP InterlayerDocument3 pagesSpecification of SGP InterlayerHAN HANNo ratings yet
- Test Limits & FrequencyDocument9 pagesTest Limits & FrequencySangram MundeNo ratings yet
- Alpine Boiler ManualDocument100 pagesAlpine Boiler Manualsas999333No ratings yet
- DM-PH&SD-P4-TG13 - (Guidelines For Personal Protective Equipment-Foot Protection) PDFDocument5 pagesDM-PH&SD-P4-TG13 - (Guidelines For Personal Protective Equipment-Foot Protection) PDFdemie figueroaNo ratings yet
- Basalt Fiber Properties and ApplicationsDocument6 pagesBasalt Fiber Properties and ApplicationssrinilsukumarkhdNo ratings yet
- Cold Water Plumbing DesignDocument17 pagesCold Water Plumbing DesignKHA120096 StudentNo ratings yet
- CSWIP 3.2 Multiple ChoiceDocument10 pagesCSWIP 3.2 Multiple Choicerandhir kumar jha0% (1)
- Dimension Is 350mm X 350mm of Columns With 8pcs - Ø16mm: Proposed Two Storey Commercial BuildingDocument1 pageDimension Is 350mm X 350mm of Columns With 8pcs - Ø16mm: Proposed Two Storey Commercial BuildingMark Christian EsguerraNo ratings yet
- Volza - China To IndiaDocument28 pagesVolza - China To Indiamohammed.surangiwalaNo ratings yet