You might also like
- Comparative Study of Casting Simulation Packages Used in FoundriesDocument4 pagesComparative Study of Casting Simulation Packages Used in FoundriesPrasad AnandNo ratings yet
- Process Optimization of Pressure Die Casting To Eliminate Defect Using Cae SoftwareDocument5 pagesProcess Optimization of Pressure Die Casting To Eliminate Defect Using Cae SoftwareselvamNo ratings yet
- Chapter 6 - Prototyping, Testing and Refinement: 6.1 Building PrototypesDocument7 pagesChapter 6 - Prototyping, Testing and Refinement: 6.1 Building PrototypesKinna VnezhNo ratings yet
- Casting Simulation Software - Applications and BenefitsDocument4 pagesCasting Simulation Software - Applications and BenefitsTarun ChakrabortyNo ratings yet
- 1213sem2 Me5612Document5 pages1213sem2 Me5612Jeremy TohNo ratings yet
- Computer-Aided Casting Design and Simulation PDFDocument9 pagesComputer-Aided Casting Design and Simulation PDFmonish KrishnaNo ratings yet
- 03MME008Document138 pages03MME008Puneet SharmaNo ratings yet
- Design Automation Nozzle Reinforcement Analysis For Pressure VesselDocument4 pagesDesign Automation Nozzle Reinforcement Analysis For Pressure VesselhgagNo ratings yet
- Experimental Analysis and Investigation of Hot Spot in Rear Cross Over FG260 Solid Disc (SS4404) CastingDocument4 pagesExperimental Analysis and Investigation of Hot Spot in Rear Cross Over FG260 Solid Disc (SS4404) CastingPrasad AnandNo ratings yet
- CNC & Casting Simulation LabDocument13 pagesCNC & Casting Simulation LabJayadev ENo ratings yet
- HyperForm SAB CSDocument2 pagesHyperForm SAB CSElaine JohnsonNo ratings yet
- Materials Today: Proceedings: R. Kumar, S. Madhu, K. Aravindh, V. Jayakumar, G. Bharathiraja, A. MuniappanDocument7 pagesMaterials Today: Proceedings: R. Kumar, S. Madhu, K. Aravindh, V. Jayakumar, G. Bharathiraja, A. Muniappanชนพัทธ์ คงพ่วงNo ratings yet
- Design and Development of Injection Moulding MachiDocument6 pagesDesign and Development of Injection Moulding MachiRosanaNo ratings yet
- Casting SimulationDocument15 pagesCasting SimulationGaurav Nalavade100% (1)
- Die Casting DesignDocument20 pagesDie Casting Designtiep_design100% (1)
- SOLIDCast Workbook 8-1-1 Units 1-10 6-18-11Document48 pagesSOLIDCast Workbook 8-1-1 Units 1-10 6-18-11Gustavo CozentinoNo ratings yet
- Malik 2020 J. Phys. Conf. Ser. 1500 012036Document8 pagesMalik 2020 J. Phys. Conf. Ser. 1500 012036Irawan MalikNo ratings yet
- Casting Simulation For Sand Casting of Flywheel: Naveen Hebsur, Sunil MangshettyDocument5 pagesCasting Simulation For Sand Casting of Flywheel: Naveen Hebsur, Sunil MangshettyAkshayNo ratings yet
- Minimization of Casting Defects Using Casting Simulation Technique and Casting Defects Analysis Using Design of ExperimentDocument6 pagesMinimization of Casting Defects Using Casting Simulation Technique and Casting Defects Analysis Using Design of ExperimentruturajNo ratings yet
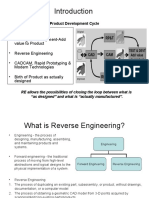
- Reverse EngineeringDocument11 pagesReverse EngineeringUnnat ChuriNo ratings yet
- Cast-Designer Cpi en Hq2Document2 pagesCast-Designer Cpi en Hq2Indra Pratap SengarNo ratings yet
- CNC & Casting Simulation LabDocument13 pagesCNC & Casting Simulation LabAhmedsadatNo ratings yet
- Sayaji Bagi PaperDocument9 pagesSayaji Bagi PaperJAYDEEPNo ratings yet
- Parametric Design of Dies For Cutting and Drawing Using Catia EnvironmentDocument8 pagesParametric Design of Dies For Cutting and Drawing Using Catia EnvironmentTudorache Ionut- IulianNo ratings yet
- Kumar 2019Document7 pagesKumar 2019SunandaNo ratings yet
- Nirav CL Resume 2Document21 pagesNirav CL Resume 2Nirav MachhiNo ratings yet
- RNL-08 Drop Test Simulation ValeoDocument6 pagesRNL-08 Drop Test Simulation ValeoSurya KiranNo ratings yet
- QB114751Document16 pagesQB114751NagarajNo ratings yet
- Unit - 1 Introduction To Process Planning Part A: ME6005/Process Planning & Cost Estimation Year/sem:IV/VIIDocument16 pagesUnit - 1 Introduction To Process Planning Part A: ME6005/Process Planning & Cost Estimation Year/sem:IV/VIIPB Prakash KumarNo ratings yet
- Sutisna, Development of Automatic CAD Drawing For Tyre Mould DesignDocument5 pagesSutisna, Development of Automatic CAD Drawing For Tyre Mould DesignnanangasNo ratings yet
- Irjet V2i4147 PDFDocument5 pagesIrjet V2i4147 PDFPrasad RaikarNo ratings yet
- شبیه سازی 3Document6 pagesشبیه سازی 3muhammadaliNo ratings yet
- InternshipDocument14 pagesInternshipMohammed Shaheeruddin0% (1)
- Manufacturing Engineering Processes For Off-Road Buggy'S Fuel Tank ProductionDocument12 pagesManufacturing Engineering Processes For Off-Road Buggy'S Fuel Tank ProductionTJPRC PublicationsNo ratings yet
- Contoh Poster 1Document1 pageContoh Poster 1Hamka HidayahNo ratings yet
- 2012 Inventor Overview BrochureDocument16 pages2012 Inventor Overview BrochurejtpmlNo ratings yet
- Vishal Pawar - ResumeDocument4 pagesVishal Pawar - ResumeVishal PawarNo ratings yet
- Annexure 1Document2 pagesAnnexure 1Pandi RajNo ratings yet
- She Hanawa JDocument67 pagesShe Hanawa JSUHOTRA guptaNo ratings yet
- Computer Aided Riser DesignDocument8 pagesComputer Aided Riser DesignRRR180No ratings yet
- Template-Based Integrated Design: A Case Study: Ali K. Kamrani and Abhay VijayanDocument10 pagesTemplate-Based Integrated Design: A Case Study: Ali K. Kamrani and Abhay VijayanmurgadeepNo ratings yet
- Mold Design of A Mobile PhoneDocument10 pagesMold Design of A Mobile Phoneblahblah435No ratings yet
- Casting Simulation and Optimisation Benefits BottlDocument13 pagesCasting Simulation and Optimisation Benefits BottlA ChakourNo ratings yet
- CAE Design Modeling 1Document9 pagesCAE Design Modeling 1Guhan VishnuNo ratings yet
- She Hanawa JDocument67 pagesShe Hanawa JSUHOTRA guptaNo ratings yet
- Improvement in Productivity Through Design and Development of Special Purpose Machine Tool - A Case StudyDocument7 pagesImprovement in Productivity Through Design and Development of Special Purpose Machine Tool - A Case StudytimrompiescommunityNo ratings yet
- Reverse EngineeringDocument27 pagesReverse Engineeringzeyadhr70No ratings yet
- AFES One Stop Solution For Foundation DesignDocument43 pagesAFES One Stop Solution For Foundation Designhoga_dreamlandNo ratings yet
- Syllabus: ME2309 Cad/Cam Lab LTPC 0 0 3 2 ObjectivesDocument26 pagesSyllabus: ME2309 Cad/Cam Lab LTPC 0 0 3 2 ObjectivesSenthilkumar SubbiahNo ratings yet
- Ijesrt: International Journal of Engineering Sciences & Research TechnologyDocument11 pagesIjesrt: International Journal of Engineering Sciences & Research TechnologySanthosh LingappaNo ratings yet
- Design of A Superbike Paddock Stand Using Cad and Cae Tools H. Rashid, A.H. Abdullah, M.H. Mohd Noh, A.H. Abdul Hamid and N.M. Zainal AbidinDocument10 pagesDesign of A Superbike Paddock Stand Using Cad and Cae Tools H. Rashid, A.H. Abdullah, M.H. Mohd Noh, A.H. Abdul Hamid and N.M. Zainal Abidinriddhesh gandreNo ratings yet
- Modeling and Analysis of Support Pin For Brake Spider Fixture by Fem Using Ansys SoftwareDocument6 pagesModeling and Analysis of Support Pin For Brake Spider Fixture by Fem Using Ansys SoftwareRupali PatilNo ratings yet
- Reverse Engineering: A New Trend in ManufacturingDocument13 pagesReverse Engineering: A New Trend in ManufacturingNalliah PrabakaranNo ratings yet
- The Application of Process Automation and Optimisation in The Rapid Development of New Passenger Vehicles at SAIC MotorDocument15 pagesThe Application of Process Automation and Optimisation in The Rapid Development of New Passenger Vehicles at SAIC MotorAltairEnlightenNo ratings yet
- 4b18 PDFDocument5 pages4b18 PDFAnonymous lN5DHnehwNo ratings yet
- Mold Making: CAD/CAM Solution For From Quoting To DeliveryDocument20 pagesMold Making: CAD/CAM Solution For From Quoting To DeliveryRami NehmeNo ratings yet
- Unit I CAD CAMDocument19 pagesUnit I CAD CAMpraveenNo ratings yet
- L9-TA202A-Additive Manufacturing IDocument57 pagesL9-TA202A-Additive Manufacturing IjthyfgdNo ratings yet
- Reverse EngineeringDocument13 pagesReverse Engineeringprashant6942100% (3)
- PLC Applications Workbook - Dayanand, RickyDocument240 pagesPLC Applications Workbook - Dayanand, RickyPeter Nomikos100% (1)
- Geza Vermes-Christian Beginnings - From Nazareth To Nicaea-Yale University Press (2013) PDFDocument289 pagesGeza Vermes-Christian Beginnings - From Nazareth To Nicaea-Yale University Press (2013) PDFΛευτέρης Κοκκίνης100% (2)
- Guidelines For Ships Using Low Flashpoint Fuels (Methyl-Ethyl-Alcohol-Lpg) 2019 - Nippon Kaiji KuokaiDocument151 pagesGuidelines For Ships Using Low Flashpoint Fuels (Methyl-Ethyl-Alcohol-Lpg) 2019 - Nippon Kaiji KuokaiPeter NomikosNo ratings yet
- What Every Engineer Should Know AboutDocument217 pagesWhat Every Engineer Should Know AboutGurpreet Singh DhunnaNo ratings yet
- Extrusion: High-Quality Tool Steels For The Extrusion IndustryDocument12 pagesExtrusion: High-Quality Tool Steels For The Extrusion IndustryPeter NomikosNo ratings yet
- Solving Practical Engineering Mechanics Problems Fluid Mechanics-BakhtiyarovDocument95 pagesSolving Practical Engineering Mechanics Problems Fluid Mechanics-BakhtiyarovPeter Nomikos100% (1)
- Guideline For Field Testing of Centrifugal SDocument93 pagesGuideline For Field Testing of Centrifugal Sinmec57No ratings yet
- Uddeholm Pocket Book PDFDocument80 pagesUddeholm Pocket Book PDFPeter NomikosNo ratings yet
- Uddeholm Pocket Book PDFDocument80 pagesUddeholm Pocket Book PDFPeter NomikosNo ratings yet
- STL File Converter - 12 Best Tools To Convert STL Files - All3DPDocument27 pagesSTL File Converter - 12 Best Tools To Convert STL Files - All3DPPeter NomikosNo ratings yet
- Stamping Design GuidelineDocument13 pagesStamping Design GuidelineVikram Borkhediya100% (1)
- Ingersoll ToolholdersDocument140 pagesIngersoll ToolholdersPeter NomikosNo ratings yet
- Electric Motors Control Diagram - BarbuDocument66 pagesElectric Motors Control Diagram - BarbuPeter NomikosNo ratings yet
- Evolution of The Material Microstructures Within A Complex Porthole Die - TangDocument14 pagesEvolution of The Material Microstructures Within A Complex Porthole Die - TangPeter NomikosNo ratings yet
- S. S. Rattan-Strength of Materials-Tata Mcgraw Hill (2011) PDFDocument758 pagesS. S. Rattan-Strength of Materials-Tata Mcgraw Hill (2011) PDFPeter Nomikos61% (18)
- Man TurbochargerDocument46 pagesMan TurbochargerPeter NomikosNo ratings yet
- New PDFDocument19 pagesNew PDFLuis GorrinNo ratings yet
- Hss Long Series Drills Is: 5102-1969 DIN: 340 & BS 328 Part-1Document3 pagesHss Long Series Drills Is: 5102-1969 DIN: 340 & BS 328 Part-1Peter NomikosNo ratings yet
- Easy Probing Renishaw PDFDocument29 pagesEasy Probing Renishaw PDFJesus MedinaNo ratings yet
- Ruko Twist DrillsDocument80 pagesRuko Twist DrillsPeter NomikosNo ratings yet
- Mechanics of Wood MachiningDocument207 pagesMechanics of Wood MachiningPeter NomikosNo ratings yet
- Renishaw.-Installation Manual For Machine ToolsDocument220 pagesRenishaw.-Installation Manual For Machine ToolsPeter Nomikos100% (1)
- RoboticsDocument394 pagesRoboticsPeter Nomikos100% (5)
- Atlas Technical Handbook of ST Steel 05 2008 PDFDocument45 pagesAtlas Technical Handbook of ST Steel 05 2008 PDFPoncho RmzNo ratings yet
- Non Clogging Button Dies and Scrap Vacuum UnitsDocument1 pageNon Clogging Button Dies and Scrap Vacuum UnitsPeter NomikosNo ratings yet
- Durability of PunchesDocument1 pageDurability of PunchesPeter NomikosNo ratings yet
- Punches For Heavy Load, Tapered Head PunchesDocument1 pagePunches For Heavy Load, Tapered Head PunchesPeter NomikosNo ratings yet
- Scrap Retention DiesDocument1 pageScrap Retention DiesPeter NomikosNo ratings yet
- Characteristics of Punching ToolsDocument1 pageCharacteristics of Punching ToolsPeter NomikosNo ratings yet
- Comparing The Most Popular Sound Editing ProgramsDocument5 pagesComparing The Most Popular Sound Editing Programsvkris71No ratings yet
- PTOS Key Metrics For More Accurate OutputDocument9 pagesPTOS Key Metrics For More Accurate OutputlisahunNo ratings yet
- CSC429 - Chapter 6 - Instruction Set ArchitectureDocument39 pagesCSC429 - Chapter 6 - Instruction Set ArchitectureNUR EISYATIN RADHIAH ANNUARNo ratings yet
- PHP - File Uploading: Creating An Upload FormDocument4 pagesPHP - File Uploading: Creating An Upload FormFetsum LakewNo ratings yet
- Presentation Drain2DDocument12 pagesPresentation Drain2DChockalingamNo ratings yet
- CV Agung Permana (Juni 2019)Document1 pageCV Agung Permana (Juni 2019)Agung PermanaNo ratings yet
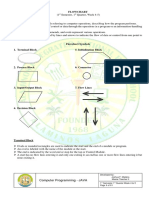
- 1st Sem 1st QTR - Week 4-5 Module in Computer Programming JAVA - Modular 11 PagesDocument11 pages1st Sem 1st QTR - Week 4-5 Module in Computer Programming JAVA - Modular 11 PagesJoshua Fandialan MaderaNo ratings yet
- Using PostgreSQL in Web 2.0 ApplicationsDocument21 pagesUsing PostgreSQL in Web 2.0 ApplicationsNikolay Samokhvalov100% (8)
- Fvdi j2534 User ManualDocument13 pagesFvdi j2534 User ManualMi EstructuraNo ratings yet
- Configuring Mix Fleet - DTR720-DTR620-DLRDocument15 pagesConfiguring Mix Fleet - DTR720-DTR620-DLRDineu OliveiraNo ratings yet
- HTTP ZineDocument28 pagesHTTP Zineing.firemanNo ratings yet
- Performance Review Matrix - NewDocument15 pagesPerformance Review Matrix - NewNam TômNo ratings yet
- 2+ MS BI ResumeDocument5 pages2+ MS BI ResumeNaga Prasad K100% (2)
- MVA Method Short Circuit CalculationDocument17 pagesMVA Method Short Circuit CalculationbajricaNo ratings yet
- Resume Hassan RazaDocument4 pagesResume Hassan Razaمحمد رضوانNo ratings yet
- Installation Guide For Windows: Section 1 - Create An Account at Udaan Translation Web InterfaceDocument15 pagesInstallation Guide For Windows: Section 1 - Create An Account at Udaan Translation Web Interfacekamarajme2006No ratings yet
- 7 Standardisasi DataDocument37 pages7 Standardisasi DataRestina RitongaNo ratings yet
- Mpc300 Sc240 LaserDocument8 pagesMpc300 Sc240 LasershamilbasayevNo ratings yet
- ServiceNow Release Notes 9-1-2016Document5 pagesServiceNow Release Notes 9-1-2016Abhishek MishraNo ratings yet
- Device Administration W TACACS IPv6 With NewPolicyUIv3Document21 pagesDevice Administration W TACACS IPv6 With NewPolicyUIv3shadab umairNo ratings yet
- BA DuraMax REV 3 0 Online en PDFDocument235 pagesBA DuraMax REV 3 0 Online en PDFbeto206123100% (1)
- Audio EnhancerDocument4 pagesAudio Enhancerthriller456No ratings yet
- Lambda Ebook Moodle User Guide Chapter 1Document17 pagesLambda Ebook Moodle User Guide Chapter 1Rudi HartonoNo ratings yet
- Design Implementation of Light Following RobotDocument25 pagesDesign Implementation of Light Following RobotABHAY KUMARNo ratings yet
- Designing-Secure Distributed Deduplication Systems With Improved ReliabilityDocument9 pagesDesigning-Secure Distributed Deduplication Systems With Improved ReliabilityrashmithaNo ratings yet
- Project ManagementDocument13 pagesProject ManagementTushar TaleNo ratings yet
- Qradar Sysmon App - Needed EventsDocument1 pageQradar Sysmon App - Needed EventsEmad AlzaobiNo ratings yet
- Garments Supplier Quality ManualDocument11 pagesGarments Supplier Quality ManualDurgaPrasadKrishnaNo ratings yet
- Lab - 5: Introduction To 8051 Microcontroller: 5.1 ObjectiveDocument4 pagesLab - 5: Introduction To 8051 Microcontroller: 5.1 Objectivefarheen khosoNo ratings yet
- Manual GLDDocument126 pagesManual GLDIna Rodica PricăNo ratings yet