You might also like
- 5128 TaladroDocument32 pages5128 TaladroAlejandro OrtizNo ratings yet
- TornoDocument29 pagesTornoFabian Gomez AlvarezNo ratings yet
- Libro de TorneríaDocument50 pagesLibro de TorneríaRodrigo Silva Cano100% (3)
- Folleto TornoDocument28 pagesFolleto Tornogtrin15No ratings yet
- INFORME N°8 MecanizadoDocument16 pagesINFORME N°8 MecanizadoFERNANDO BRYAN NAIVARES VASQUEZNo ratings yet
- Maquinado en Torno ParaleloDocument46 pagesMaquinado en Torno ParaleloAmaya CreaciónNo ratings yet
- Capitulo 1 PROYECTO DE INVESTIGACIONDocument16 pagesCapitulo 1 PROYECTO DE INVESTIGACIONÍtalo SQNo ratings yet
- Informe N°1 Manu IiDocument18 pagesInforme N°1 Manu IiJeampier Kevin CamposNo ratings yet
- GENERALIDADESDocument40 pagesGENERALIDADESJeremysitho AlexanderNo ratings yet
- Mantenimiento AlasDocument38 pagesMantenimiento AlaslesmesNo ratings yet
- Montajes y Mantenimiento Industrial IDocument18 pagesMontajes y Mantenimiento Industrial Iergow100% (1)
- Principales Operaciones Del Torno PDFDocument16 pagesPrincipales Operaciones Del Torno PDFEdwin BladimirNo ratings yet
- Practica 3 HurtadoDocument20 pagesPractica 3 HurtadoJosé SánchezNo ratings yet
- Lab. N2 FresadoDocument18 pagesLab. N2 FresadoJosue SolanoNo ratings yet
- Procesos de Mecanizado de Torno y CepilladoraDocument31 pagesProcesos de Mecanizado de Torno y CepilladoraIngri CruzNo ratings yet
- Trabajo de Fresadora1Document34 pagesTrabajo de Fresadora1Said Samir Peñaranda0% (1)
- Fresadora ConvencionalDocument14 pagesFresadora ConvencionalPepe Luis0% (1)
- Trabajo Final de Aguirre3Document34 pagesTrabajo Final de Aguirre3william mamaniNo ratings yet
- Curso de Malacatero 2014 VillahermosaDocument289 pagesCurso de Malacatero 2014 VillahermosaVidal SandovalNo ratings yet
- Proyecto Grado Jeymy Escudero 3ro ADocument55 pagesProyecto Grado Jeymy Escudero 3ro AJorge PogoNo ratings yet
- Fundamentos de Las Máquinas HerramientaDocument15 pagesFundamentos de Las Máquinas HerramientaRuben LunaNo ratings yet
- TornoDocument17 pagesTornoHector Manuel Neyra MoralesNo ratings yet
- Mnual de UsuarioDocument38 pagesMnual de UsuarioLuis Castro33% (3)
- INFORME DE TORNO GrupoDocument11 pagesINFORME DE TORNO GrupobryanNo ratings yet
- Fundamentos de Maquinado (G1, IND260)Document34 pagesFundamentos de Maquinado (G1, IND260)Jefer QuispeNo ratings yet
- EscariadoDocument36 pagesEscariadoMarisol Guaman rosasNo ratings yet
- Eeid Eeid-209 ManualDocument88 pagesEeid Eeid-209 ManualDavid QuispeNo ratings yet
- Proyecto Final IntegralDocument53 pagesProyecto Final IntegralJuan Hernández GilNo ratings yet
- HM - Operation Manual - v3 Laser Cut SF3015HMDocument29 pagesHM - Operation Manual - v3 Laser Cut SF3015HMAgustin DakerNo ratings yet
- Mecánica de Producción IndustrialDocument34 pagesMecánica de Producción Industrialwilliam mamaniNo ratings yet
- Proceso de Manufactura Investigacion PDFDocument17 pagesProceso de Manufactura Investigacion PDFAngel AlvarezNo ratings yet
- Act 5 Grupo 3. Procesos de FabricacionDocument34 pagesAct 5 Grupo 3. Procesos de FabricacionsebastianNo ratings yet
- Trabajo de Corte y AjusteDocument42 pagesTrabajo de Corte y Ajustenayrobis figueraNo ratings yet
- Mobile Elevating Work Platform NBB455 ESDocument73 pagesMobile Elevating Work Platform NBB455 ESMiguel Angel Santos PintadoNo ratings yet
- Introducción A La ManufacturaDocument44 pagesIntroducción A La ManufacturaAlexis Leon MendozaNo ratings yet
- S4 - Contenido - Funmh1202 (271022)Document29 pagesS4 - Contenido - Funmh1202 (271022)Luis PonceNo ratings yet
- Manufactura Informe 4 GrupalDocument44 pagesManufactura Informe 4 GrupalAlee Osores100% (3)
- Clasificacion de Maquinas HerramientasDocument14 pagesClasificacion de Maquinas HerramientasHernán GHNo ratings yet
- Generalidades Del TorneadoDocument36 pagesGeneralidades Del TorneadochinitauapNo ratings yet
- Trabajo Grupo 8 MandrinadoDocument35 pagesTrabajo Grupo 8 MandrinadoIsidoro VargasNo ratings yet
- 03 Tecnologia Mecanica de Banco Manual Pera El Curso.Document89 pages03 Tecnologia Mecanica de Banco Manual Pera El Curso.Sergio Mora ChoqqueNo ratings yet
- Aparato Mortajador Como Aditamento para Máquina Fresadora. Grupo 2Document34 pagesAparato Mortajador Como Aditamento para Máquina Fresadora. Grupo 2Alexander AbregoNo ratings yet
- Informe MandrinadoDocument37 pagesInforme MandrinadoLuis Aramayo OroscoNo ratings yet
- Procesos No ConvencionalesDocument26 pagesProcesos No ConvencionalesPablo SanhuezaNo ratings yet
- Rueda Dentada 3 1Document24 pagesRueda Dentada 3 1Fernando Macedo Mendoza100% (1)
- Plantas de Aridos (15 - 16)Document110 pagesPlantas de Aridos (15 - 16)Manuales de Interes100% (2)
- Consulta Maquinas y Herramientas IIDocument23 pagesConsulta Maquinas y Herramientas IIJonathan MartinezNo ratings yet
- Fresadora InformeDocument15 pagesFresadora InformeAlonzo Sierra ValdiviaNo ratings yet
- Dino 280rxt SerieDocument72 pagesDino 280rxt Seriealexderri81No ratings yet
- Grupo 12 - BarrenadoDocument37 pagesGrupo 12 - BarrenadoMarisol Guaman rosasNo ratings yet
- MANUAL - DE - PRACTICAS - DEL TornoDocument20 pagesMANUAL - DE - PRACTICAS - DEL TornoHernan PisaniNo ratings yet
- Monografia Final PDFDocument52 pagesMonografia Final PDFMartin OrdoñezNo ratings yet
- 08 2318 inDocument161 pages08 2318 inFabiola CastañedaNo ratings yet
- Prácticas de refrigeración y aire acondicionadoFrom EverandPrácticas de refrigeración y aire acondicionadoRating: 5 out of 5 stars5/5 (6)
- Procesos de fabricación en metalesFrom EverandProcesos de fabricación en metalesRating: 5 out of 5 stars5/5 (2)
- Los materiales del Bronce Final de "El Portalón" de Cueva Mayor: Estudios sobre Atapuerca (Burgos): IIIFrom EverandLos materiales del Bronce Final de "El Portalón" de Cueva Mayor: Estudios sobre Atapuerca (Burgos): IIINo ratings yet
- Guía de instalación para locales de pública concurrenciaFrom EverandGuía de instalación para locales de pública concurrenciaRating: 5 out of 5 stars5/5 (1)
- Preparación de máquinas de corte, ensamblado y acabado. TCPF0209From EverandPreparación de máquinas de corte, ensamblado y acabado. TCPF0209Rating: 5 out of 5 stars5/5 (1)
- Reporte de Practicas (555, Etc)Document11 pagesReporte de Practicas (555, Etc)Letuz FlamencoNo ratings yet
- Bombas Inyeccion DirectaDocument11 pagesBombas Inyeccion DirectaSergio QueaNo ratings yet
- Tipos de Sistemas de Distribucion Del Motor de Combustion InternaDocument4 pagesTipos de Sistemas de Distribucion Del Motor de Combustion InternaBlack DiamondNo ratings yet
- Inf 120H FazendaDocument9 pagesInf 120H FazendaJuan Felipe Ayala IsaacsNo ratings yet
- S4 - Calculo de Energía en Vivienda Multifamiliar - Actualizado PDFDocument1 pageS4 - Calculo de Energía en Vivienda Multifamiliar - Actualizado PDFMayra Fiorella Baca ContrerasNo ratings yet
- (12-03) Freno de MotorDocument10 pages(12-03) Freno de Motoranthony corsi0% (1)
- Tarea 3Document9 pagesTarea 3nicolas.onatezNo ratings yet
- Precios y Cantidades de Recursos Requeridos Por TipoDocument24 pagesPrecios y Cantidades de Recursos Requeridos Por TipoPedro Juan Quispe MerinoNo ratings yet
- Citroën C3: Manual de EmpleoDocument20 pagesCitroën C3: Manual de EmpleoMarcos GonzalezNo ratings yet
- Universidad Tecnologica Nacional: Catedra: "Accionamientos y Controles Eléctricos"Document184 pagesUniversidad Tecnologica Nacional: Catedra: "Accionamientos y Controles Eléctricos"agus molinaNo ratings yet
- Manual de Tarzan SlotDocument12 pagesManual de Tarzan SlotK'rlosYCNo ratings yet
- 7.-Amortiguador de Vibraciones y Polea-Instalacion-Polea Con Anillos de Bloqueo DivididosDocument2 pages7.-Amortiguador de Vibraciones y Polea-Instalacion-Polea Con Anillos de Bloqueo DivididosfranNo ratings yet
- JU-228 DD321 Especificacion Tecnica EspañolDocument4 pagesJU-228 DD321 Especificacion Tecnica EspañolJuancalos catacoraNo ratings yet
- Máquinas SimplesDocument4 pagesMáquinas Simpleseeco cellNo ratings yet
- Clase Practica de Elemetos de La Arquitectura de P - 231017 - 105851Document8 pagesClase Practica de Elemetos de La Arquitectura de P - 231017 - 105851Andres Pereira AguinagaNo ratings yet
- 3 El ContactorDocument78 pages3 El ContactorCANGA CAICEDO JOSE JORDANNo ratings yet
- Mini VRF YorkDocument6 pagesMini VRF YorkDavid Rico GómezNo ratings yet
- Comprobante de Pago de Permiso de Circulación SERIE A #20238915Document1 pageComprobante de Pago de Permiso de Circulación SERIE A #20238915fabianperez663No ratings yet
- Frenos Mecanica de MotosDocument16 pagesFrenos Mecanica de MotosMecanica MotoNo ratings yet
- JSK37 Rep 199002108 Es 04-2012 PDFDocument20 pagesJSK37 Rep 199002108 Es 04-2012 PDFAndres AlvarezNo ratings yet
- Flyer Lucero - 20x29Document2 pagesFlyer Lucero - 20x29Fer LopezNo ratings yet
- Philips 300w - No LlegaDocument3 pagesPhilips 300w - No Llegaalva constructoraNo ratings yet
- Aire Acondicionado: El Blog Del Aire Acondicionado: La Guía Más CompletaDocument17 pagesAire Acondicionado: El Blog Del Aire Acondicionado: La Guía Más CompletaDelfim AnjosNo ratings yet
- Controlador Digital DGC 2020 BASLERDocument400 pagesControlador Digital DGC 2020 BASLERluna281068No ratings yet
- 02 Formulario 1 - Presupuesto Oficial - LOTE 2Document7 pages02 Formulario 1 - Presupuesto Oficial - LOTE 2Alberto DuránNo ratings yet
- TECNICO 2 en InglesDocument1 pageTECNICO 2 en InglesJuan Daniel QuispeNo ratings yet
- Catalogo ES Testo760 DT SPDocument2 pagesCatalogo ES Testo760 DT SPJlavieraNo ratings yet
- 5to Maquinas SimplesDocument9 pages5to Maquinas SimplesBen Vega PerezNo ratings yet
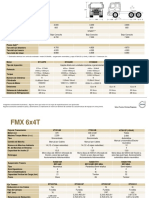
- FMX 6x4tDocument4 pagesFMX 6x4tNelio Lara RicaldiNo ratings yet
- 994K Material Del Estudiante PDFDocument227 pages994K Material Del Estudiante PDFCarlos Gajardo92% (12)