You might also like
- Reliability Test Planning - Guidance: Probability of A Fuse Igniting Without Failure in A Weapon System 90%Document4 pagesReliability Test Planning - Guidance: Probability of A Fuse Igniting Without Failure in A Weapon System 90%durgesh koliNo ratings yet
- Control customer and supplier risks with guardband methodDocument8 pagesControl customer and supplier risks with guardband methodandresNo ratings yet
- Uncertainty'2014Document38 pagesUncertainty'2014zilangamba_s4535No ratings yet
- Iso 17025Document9 pagesIso 17025Haroon Rasheed100% (1)
- Rely On Laboratory Recognition by Conformity Assessment BodiesDocument4 pagesRely On Laboratory Recognition by Conformity Assessment BodiesANU M ANo ratings yet
- Acceptance Sampling Plan ComponentsDocument12 pagesAcceptance Sampling Plan ComponentsMedo ElzaeemNo ratings yet
- Reliability Evaluation and Risk Based Maintenance in A Process PlantDocument8 pagesReliability Evaluation and Risk Based Maintenance in A Process PlantMectrosoft Creative technologyNo ratings yet
- FMEA Guide for Identifying & Preventing Product FailuresDocument10 pagesFMEA Guide for Identifying & Preventing Product Failurespajaro1111111No ratings yet
- Guidance Note NDT 001, Feb 04Document11 pagesGuidance Note NDT 001, Feb 04Stephen LewellenNo ratings yet
- ASNE94 Paper PDFDocument6 pagesASNE94 Paper PDFAriana Lucia Rocha MendezNo ratings yet
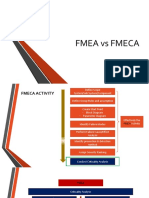
- FMEA Vs FMECADocument10 pagesFMEA Vs FMECAAndika Haris NugrohoNo ratings yet
- Agilent - Uncertainty For BeginnersDocument2 pagesAgilent - Uncertainty For Beginnerslolo406No ratings yet
- R05 Certified Reliability EngineerDocument3 pagesR05 Certified Reliability EngineerChandrakantShindeNo ratings yet
- Uncertainty Estimation and CalculationDocument61 pagesUncertainty Estimation and CalculationOmar SaadiqNo ratings yet
- 3 Eurolab DahlbergDocument12 pages3 Eurolab DahlbergPim NavaNo ratings yet
- Quality Risk Management QRM 1669427671Document35 pagesQuality Risk Management QRM 1669427671inter1986No ratings yet
- Measurement Uncertainty ChemicalDocument8 pagesMeasurement Uncertainty ChemicalGanesh KashinathNo ratings yet
- 203 LSS Gbo - FmeaDocument47 pages203 LSS Gbo - FmeaRocker byNo ratings yet
- At.3510 - Determining The Extent of TestingDocument8 pagesAt.3510 - Determining The Extent of TestingJohn MaynardNo ratings yet
- Risk Based Testing TechniquesDocument8 pagesRisk Based Testing TechniquesLucian CNo ratings yet
- Acceptance Sampling Plans ExplainedDocument15 pagesAcceptance Sampling Plans ExplainedDr. ChalapathyNo ratings yet
- Philippine Cities and Audit Sampling TermsDocument7 pagesPhilippine Cities and Audit Sampling TermsMonica GarciaNo ratings yet
- Developing Standards and Validating Performance: Scientific/statistical Bases For Describing The Validation of PerformanceDocument4 pagesDeveloping Standards and Validating Performance: Scientific/statistical Bases For Describing The Validation of Performancecamila65No ratings yet
- FrankDocument5 pagesFrankSonia GuptaNo ratings yet
- Reliability PredictionDocument6 pagesReliability Predictionjcmora22No ratings yet
- Guidelines For The Selection and Use of Certified Reference MaterialsDocument9 pagesGuidelines For The Selection and Use of Certified Reference MaterialsCarlos RoqueNo ratings yet
- Risk Assessment Document For LAFDocument10 pagesRisk Assessment Document For LAFLaraib BhattiNo ratings yet
- Uncertainty 2.4.6Document1 pageUncertainty 2.4.6Dhafin KurniawanNo ratings yet
- AQBD Seminar TMUDocument19 pagesAQBD Seminar TMUPharma Life-cycle ConsultancyNo ratings yet
- IEC Certification Kit: Simulink Verification and Validation™ Conformance Demonstration TemplateDocument19 pagesIEC Certification Kit: Simulink Verification and Validation™ Conformance Demonstration TemplatesugaremilioNo ratings yet
- At.3212 - Determining The Extent of TestingDocument12 pagesAt.3212 - Determining The Extent of TestingDenny June CraususNo ratings yet
- Assessment For Fitness For Purpose of Cracked Piping Components-IDocument27 pagesAssessment For Fitness For Purpose of Cracked Piping Components-Iapi-3855165100% (2)
- Failure Mode and Effect Analysis: Apparel Quality ManagementDocument30 pagesFailure Mode and Effect Analysis: Apparel Quality ManagementShagun SinhaNo ratings yet
- Traceability and Uncertainty for Analytical TestingDocument27 pagesTraceability and Uncertainty for Analytical TestingSandeep GuntukuNo ratings yet
- 10 Steps to Conduct a Process FMEADocument7 pages10 Steps to Conduct a Process FMEARANJITHNo ratings yet
- QP-002 Reporting Measurement UncertaintyDocument3 pagesQP-002 Reporting Measurement UncertaintyLuz ContrerasNo ratings yet
- 1.0 Introduction On Reliability: Figure 1.0 Bathtub Curve, Failure Rate vs. TimeDocument9 pages1.0 Introduction On Reliability: Figure 1.0 Bathtub Curve, Failure Rate vs. TimeShukri ShabriNo ratings yet
- Estimating Software Reliability With Hypothesis TestingDocument22 pagesEstimating Software Reliability With Hypothesis TestingdwoitNo ratings yet
- Validation of Analytical MethodsDocument16 pagesValidation of Analytical MethodsVito D'AscanioNo ratings yet
- Risk Analysis Methodology Applied To Industrial Machine DevelopmentDocument8 pagesRisk Analysis Methodology Applied To Industrial Machine DevelopmentHeliliano GuedesNo ratings yet
- Weibull Analysis To Help Diagnose Equipment BreakdownsDocument2 pagesWeibull Analysis To Help Diagnose Equipment BreakdownsgmitsutaNo ratings yet
- PresentationDocument13 pagesPresentationabhishekNo ratings yet
- tmp4BC6 TMPDocument35 pagestmp4BC6 TMPFrontiersNo ratings yet
- Auditing Notes - Chapter 5Document14 pagesAuditing Notes - Chapter 5Future CPA75% (4)
- Certkitiec SLVNV CDT PDFDocument19 pagesCertkitiec SLVNV CDT PDFÍcaro VianaNo ratings yet
- Proficiency Testing in Analytical Chemistry: 2009 Elsevier B.V. All Rights ReservedDocument20 pagesProficiency Testing in Analytical Chemistry: 2009 Elsevier B.V. All Rights ReservedCalidad LassNo ratings yet
- Uncertainty Good Practice GuideDocument29 pagesUncertainty Good Practice GuideAlejandro MontoyaNo ratings yet
- Basic Principles of Engineering MetrologyDocument25 pagesBasic Principles of Engineering MetrologyRay DebashishNo ratings yet
- 8.2.2 LAP Guidance On The Estimation of Uncertainty of Measurement - R1Document18 pages8.2.2 LAP Guidance On The Estimation of Uncertainty of Measurement - R1Catalina CiocanNo ratings yet
- Plagiarism Scan Report: Exclude Url: NoneDocument2 pagesPlagiarism Scan Report: Exclude Url: NoneMr-Mk MughalNo ratings yet
- A Pragmatic Method For Pass or FailDocument6 pagesA Pragmatic Method For Pass or FailCTTO100% (1)
- Quality ControlDocument13 pagesQuality ControlJOB HUNTINGNo ratings yet
- Quality Risk Management Plan SummaryDocument9 pagesQuality Risk Management Plan Summarysakib445No ratings yet
- Evaluating Measurement Uncertainty in Clinical ChemistryDocument46 pagesEvaluating Measurement Uncertainty in Clinical ChemistrydewiNo ratings yet
- Software for Roundoff Analysis of Matrix AlgorithmsFrom EverandSoftware for Roundoff Analysis of Matrix AlgorithmsRating: 3 out of 5 stars3/5 (1)
- Assurance Technologies Principles and Practices: A Product, Process, and System Safety PerspectiveFrom EverandAssurance Technologies Principles and Practices: A Product, Process, and System Safety PerspectiveNo ratings yet
- Sensitivity Analysis in Practice: A Guide to Assessing Scientific ModelsFrom EverandSensitivity Analysis in Practice: A Guide to Assessing Scientific ModelsNo ratings yet
- Art 1207-1257 CCDocument5 pagesArt 1207-1257 CCRubz JeanNo ratings yet
- Slope StabilityDocument11 pagesSlope StabilityAhmed MohebNo ratings yet
- Starch Digestion by Amylase Lab ReportDocument10 pagesStarch Digestion by Amylase Lab Report햇님No ratings yet
- SSC CGL Tier 2 Quantitative Abilities 16-Nov-2020Document17 pagesSSC CGL Tier 2 Quantitative Abilities 16-Nov-2020aNo ratings yet
- 2017 Climate Survey ReportDocument11 pages2017 Climate Survey ReportRob PortNo ratings yet
- Solving Problems Involving Simple Interest: Lesson 2Document27 pagesSolving Problems Involving Simple Interest: Lesson 2Paolo MaquidatoNo ratings yet
- Einstein Quotes On SpiritualityDocument2 pagesEinstein Quotes On Spiritualitybob jamesNo ratings yet
- Towards A Socially Responsible Management Control SystemDocument24 pagesTowards A Socially Responsible Management Control Systemsavpap78No ratings yet
- OPGWDocument18 pagesOPGWGuilhermeNo ratings yet
- Mock-B1 Writing ReadingDocument6 pagesMock-B1 Writing ReadingAnonymous 0uBSrduoNo ratings yet
- (AC-S08) Week 08 - Pre-Task - Quiz - Weekly Quiz - INGLES III (14653)Document3 pages(AC-S08) Week 08 - Pre-Task - Quiz - Weekly Quiz - INGLES III (14653)Eduardo Arucutipa60% (5)
- Whole Brain Lesson Plan: 3 QuarterDocument5 pagesWhole Brain Lesson Plan: 3 QuarterNieve Marie Cerezo100% (1)
- Quantitative Techniques For Business DecisionsDocument8 pagesQuantitative Techniques For Business DecisionsArumairaja0% (1)
- Joey Cena 2Document1 pageJoey Cena 2api-635313033No ratings yet
- List of MeriendasDocument17 pagesList of MeriendasKristoffer OgalinoNo ratings yet
- Kristy Gallazin Edte 431 - Assignment 2 Newsletter pdf12Document4 pagesKristy Gallazin Edte 431 - Assignment 2 Newsletter pdf12api-301047467No ratings yet
- Handouts - Entity Relationship DiagramDocument8 pagesHandouts - Entity Relationship Diagramsecret studetNo ratings yet
- Pinochle Rules GuideDocument2 pagesPinochle Rules GuidepatrickNo ratings yet
- 100 Commonly Asked Interview QuestionsDocument6 pages100 Commonly Asked Interview QuestionsRaluca SanduNo ratings yet
- Giai Thich Ngu Phap Tieng Anh - Mai Lan Huong (Ban Dep)Document9 pagesGiai Thich Ngu Phap Tieng Anh - Mai Lan Huong (Ban Dep)Teddylove11No ratings yet
- Schneider Electric Strategy PresentationDocument10 pagesSchneider Electric Strategy PresentationDeepie KaurNo ratings yet
- ThiruppavaiDocument157 pagesThiruppavaiajiva_rts100% (49)
- Descartes' Logarithmic Spiral ExplainedDocument8 pagesDescartes' Logarithmic Spiral Explainedcyberboy_875584No ratings yet
- Assignment No1 of System Analysis and Design: Submitted To Submitted byDocument7 pagesAssignment No1 of System Analysis and Design: Submitted To Submitted byAnkur SinghNo ratings yet
- 1603 Physics Paper With Ans Sol EveningDocument8 pages1603 Physics Paper With Ans Sol EveningRahul RaiNo ratings yet
- Solutions Manual For Corporate Finance, 6e Jonathan BerkDocument7 pagesSolutions Manual For Corporate Finance, 6e Jonathan Berksobiakhan52292No ratings yet
- Polyester Staple Fibre Product ListDocument2 pagesPolyester Staple Fibre Product Listnunu7478No ratings yet
- A To Z of Architecture PDFDocument403 pagesA To Z of Architecture PDFfaizan100% (1)
- Plants Promoting Happiness: The Effect of Indoor Plants on MoodDocument11 pagesPlants Promoting Happiness: The Effect of Indoor Plants on MoodWil UfanaNo ratings yet
- Chapter 2 Phil. HistoryDocument4 pagesChapter 2 Phil. HistoryJaylene AlbayNo ratings yet