You might also like
- Evaluation of Commercially Available Flame Retardants for Production of Carbon FabricFrom EverandEvaluation of Commercially Available Flame Retardants for Production of Carbon FabricNo ratings yet
- Lyceum of The Philippines University Cavite Potential of Peanut Hulls As An Alternative Material On Making Biodegradable PlasticDocument13 pagesLyceum of The Philippines University Cavite Potential of Peanut Hulls As An Alternative Material On Making Biodegradable PlasticJayr Mercado0% (1)
- Maurice Nicoll The Mark PDFDocument4 pagesMaurice Nicoll The Mark PDFErwin KroonNo ratings yet
- 1st Summative Test Science 6Document1 page1st Summative Test Science 6chacharancharanNo ratings yet
- How To Write A ThesisDocument33 pagesHow To Write A ThesisA Roy100% (27)
- Comprehensive Solid Waste Management OrdinanceDocument19 pagesComprehensive Solid Waste Management OrdinanceAnob EhijNo ratings yet
- Grade Level: SIX Quarter: SECOND Subject: HEALTH Enrichment Activities Competency: Describes Healthy School and Community EnvironmentsDocument20 pagesGrade Level: SIX Quarter: SECOND Subject: HEALTH Enrichment Activities Competency: Describes Healthy School and Community EnvironmentsARLENE MARASIGAN100% (1)
- Natural Fibre-Polymer CompositesDocument20 pagesNatural Fibre-Polymer CompositesPramod PamuNo ratings yet
- Technical Textile - pptx1305932109Document156 pagesTechnical Textile - pptx1305932109MOHAMMAD MASDUD ALAMNo ratings yet
- Natural Fibres - Can They Replace Glass in Fibre Reinforced Plastics PDFDocument6 pagesNatural Fibres - Can They Replace Glass in Fibre Reinforced Plastics PDFAndy OliveraNo ratings yet
- Bio Based Insulation MaterialsDocument9 pagesBio Based Insulation MaterialsTudor Ioan PopescuNo ratings yet
- Gasification Char1Document12 pagesGasification Char1Bigode BigodeNo ratings yet
- Natural Fiber Composites With Enhanced Fire ResistDocument7 pagesNatural Fiber Composites With Enhanced Fire ResistGODWIN GNo ratings yet
- Feldmann 2016Document7 pagesFeldmann 2016MOSTAFA MOHSENNo ratings yet
- Mwaikambo2002 - Alkalisasi Jenis FiberDocument13 pagesMwaikambo2002 - Alkalisasi Jenis FiberNameira WulanNo ratings yet
- Cellulose Sheet SwellingDocument7 pagesCellulose Sheet SwellingAditya ShrivastavaNo ratings yet
- Hdpe Particle SizeDocument11 pagesHdpe Particle SizeMadiha ZaimuriNo ratings yet
- Głowińska2017 Article EffectOfSisalFiberFillerOnTherDocument10 pagesGłowińska2017 Article EffectOfSisalFiberFillerOnTherSharan AnnapuraNo ratings yet
- Composite S Scien Ce and Techn OlogyDocument8 pagesComposite S Scien Ce and Techn OlogyRavi Kr YadavNo ratings yet
- Polymer TestingDocument12 pagesPolymer TestingsudhirNo ratings yet
- WatermelonDocument6 pagesWatermelonrezaNo ratings yet
- Sawdust Binder Produces Strong Torrefied PelletsDocument8 pagesSawdust Binder Produces Strong Torrefied PelletsSandra Paola Moreno RNo ratings yet
- Physical Properties of Australian Hurd Used As Agg - 2020 - Materials Today CommDocument8 pagesPhysical Properties of Australian Hurd Used As Agg - 2020 - Materials Today CommLIZETH ACNo ratings yet
- 1 s2.0 S2405844019356889 MainDocument6 pages1 s2.0 S2405844019356889 MainSantoshi MohantaNo ratings yet
- Materials Today: Proceedings: Vishal C. Mathapati, N. Muralidhar, B.R. Tulasiram, Muttana S. BalreddyDocument8 pagesMaterials Today: Proceedings: Vishal C. Mathapati, N. Muralidhar, B.R. Tulasiram, Muttana S. BalreddyDeepak ChaharNo ratings yet
- In Uence of Chemical Treatments On Surface Properties and Adhesion of Ax Fibre-Polyester ResinDocument12 pagesIn Uence of Chemical Treatments On Surface Properties and Adhesion of Ax Fibre-Polyester ResinAni KushwahaNo ratings yet
- Materials Today: Proceedings: P. Venkata Deepthi, K. Sita Rama Raju, M. Indra ReddyDocument4 pagesMaterials Today: Proceedings: P. Venkata Deepthi, K. Sita Rama Raju, M. Indra ReddyAnand NagarajanNo ratings yet
- Mechanical Properties of Rice Husk Reinforced Low Density Polyethylene CompositeDocument5 pagesMechanical Properties of Rice Husk Reinforced Low Density Polyethylene CompositeSANTI CRUZNo ratings yet
- Development and Characterization of A New Bio-Adhesive For Wood Usingcassava Starch and Bio-OilDocument7 pagesDevelopment and Characterization of A New Bio-Adhesive For Wood Usingcassava Starch and Bio-OilSon NguyenNo ratings yet
- Renewable Building Thermal Insulation - Oil Palm FibreDocument6 pagesRenewable Building Thermal Insulation - Oil Palm FibreRoxanne MafokoaneNo ratings yet
- Natural Fiber Polymer Composites: A Review of Developments and IssuesDocument13 pagesNatural Fiber Polymer Composites: A Review of Developments and Issuesessa527No ratings yet
- Point SatuuDocument10 pagesPoint Satuukhaerunnisaaaz13No ratings yet
- Viscosity and Thermal Kinetics of 10 Preheated Restorative Resin Composites and Effect of Ultrasound Energy On Film Thickness, Marcondes 2020Document9 pagesViscosity and Thermal Kinetics of 10 Preheated Restorative Resin Composites and Effect of Ultrasound Energy On Film Thickness, Marcondes 2020Paulette Sarmiento RosalesNo ratings yet
- 2020 Feb Materials Today BasaltDocument3 pages2020 Feb Materials Today BasaltYashwant MundeNo ratings yet
- Consolidation of Wood With ResinsDocument14 pagesConsolidation of Wood With ResinsMaja SMNo ratings yet
- RitupayalbookchapterDocument16 pagesRitupayalbookchapterSi DoNo ratings yet
- Article EffectOfGrainSizeOnTheStructurDocument9 pagesArticle EffectOfGrainSizeOnTheStructurSayan RakshitNo ratings yet
- 24 - Artigo LdpeDocument20 pages24 - Artigo LdpeCamila Dias OliveiraNo ratings yet
- Effects of Cellulose, Hemicellulose, and Lignin On The Morphology and Mechanical Properties of Metakaolin-Based GeopolymerDocument7 pagesEffects of Cellulose, Hemicellulose, and Lignin On The Morphology and Mechanical Properties of Metakaolin-Based GeopolymerMonicaNo ratings yet
- PDF 1424Document9 pagesPDF 1424mohsin.muqaddam79No ratings yet
- Biowood 15Document7 pagesBiowood 15Irina BesliuNo ratings yet
- Comparative Analysis of Natural Fibre Reinforced CDocument17 pagesComparative Analysis of Natural Fibre Reinforced CDaffa Farhan AhmadNo ratings yet
- Fabrication of Reinforced Bio-Fiberglass Using Selected Agricultural WastesDocument12 pagesFabrication of Reinforced Bio-Fiberglass Using Selected Agricultural WastesAira Joy AnyayahanNo ratings yet
- Damfeu2016 - Proprs Termicas Diferentes Particulas VegetaisDocument35 pagesDamfeu2016 - Proprs Termicas Diferentes Particulas VegetaisRayane LimaNo ratings yet
- Composites Part B: SciencedirectDocument6 pagesComposites Part B: SciencedirectadilNo ratings yet
- Study of Reactivity Reduction in Sugarcane Bagasse.. D.A. GranadosDocument10 pagesStudy of Reactivity Reduction in Sugarcane Bagasse.. D.A. GranadosDavid Alejandro GranadosNo ratings yet
- Herzog Glass Transitiontempvinyleesterresin JPAS2005app.21868Document10 pagesHerzog Glass Transitiontempvinyleesterresin JPAS2005app.21868Kiplgat ChelelgoNo ratings yet
- Recycled Wind Turbine Blades As A Feedstock For Second GenerationDocument7 pagesRecycled Wind Turbine Blades As A Feedstock For Second GenerationJhon Leyder Rodriguez OrtizNo ratings yet
- Influence of Moisture On The Thermal AND Mechanical Properties of Autoclaved AND Oven-Cured Kevlar-49/Epoxy LaminatesDocument7 pagesInfluence of Moisture On The Thermal AND Mechanical Properties of Autoclaved AND Oven-Cured Kevlar-49/Epoxy LaminatespraneshNo ratings yet
- Mechanical behavior of disposed fiberglass filled bamboo mat compositesDocument8 pagesMechanical behavior of disposed fiberglass filled bamboo mat compositesYerco muñozNo ratings yet
- 2000, Disposal of FibreDocument22 pages2000, Disposal of Fibrekanagarajc12No ratings yet
- Research Article: Mechanical Properties of Palm Fibre Reinforced Recycled HDPEDocument8 pagesResearch Article: Mechanical Properties of Palm Fibre Reinforced Recycled HDPEananthakumarNo ratings yet
- A Review On The Tensile Properties of Natural Fiber Reinforced Polymer CompositesDocument18 pagesA Review On The Tensile Properties of Natural Fiber Reinforced Polymer CompositesAnshu AgrawalNo ratings yet
- X17 - Effect of Organo-Modified Clay On Accelerated Aging Resistance of HydrogenatedDocument8 pagesX17 - Effect of Organo-Modified Clay On Accelerated Aging Resistance of HydrogenatedChanin NgudsuntearNo ratings yet
- Flexural, Compression, Chemical Resistance, andDocument7 pagesFlexural, Compression, Chemical Resistance, andvipin1222No ratings yet
- Ariawan 2017Document15 pagesAriawan 2017rudi salamNo ratings yet
- Ferreira 2017 - Effect of Hornification On The Stucture, Tensile Behavior and Fiber Matrix Bond of Sisal, Jute and Curauá Fiber Based Composite SystemsDocument11 pagesFerreira 2017 - Effect of Hornification On The Stucture, Tensile Behavior and Fiber Matrix Bond of Sisal, Jute and Curauá Fiber Based Composite SystemsDimas DelgadoNo ratings yet
- Alternate materials for pressure cooker gasketsDocument13 pagesAlternate materials for pressure cooker gasketsviscairsyad96No ratings yet
- Comparison of The Mechanical Properties of Flax and Glass Fiber Composite MaterialsDocument10 pagesComparison of The Mechanical Properties of Flax and Glass Fiber Composite MaterialssriyajambukarNo ratings yet
- Clayey plasters with olive fibers enhance insulationDocument9 pagesClayey plasters with olive fibers enhance insulationRayane Lima100% (1)
- Polypropylene Biocomposites Reinforced With Softwood, Abaca, Jute, and Kenaf Fibers PDFDocument9 pagesPolypropylene Biocomposites Reinforced With Softwood, Abaca, Jute, and Kenaf Fibers PDFAlfredo Marcel SamperomponNo ratings yet
- Natural Fibres: A Glass Fibre Replacement in CompositesDocument6 pagesNatural Fibres: A Glass Fibre Replacement in CompositesharemboraNo ratings yet
- Beeswax-Chitosan Emulsion Coated Paper With Enhanced Water Vapor Barrier EfficiencyDocument6 pagesBeeswax-Chitosan Emulsion Coated Paper With Enhanced Water Vapor Barrier EfficiencyJustineTimbolÜNo ratings yet
- FPL 2013 Peng005Document14 pagesFPL 2013 Peng005xmlbioxNo ratings yet
- FPL 2007 Lei002Document9 pagesFPL 2007 Lei002clairedelafuente38No ratings yet
- 1410 2022t04 Rajat Rathore Saugata enDocument9 pages1410 2022t04 Rajat Rathore Saugata enshimelis TameneNo ratings yet
- Satyam Bhuyan Tribology International 2010 1Document7 pagesSatyam Bhuyan Tribology International 2010 1satyambhuyan_5338070No ratings yet
- FA5e - Ch07 - Quiz Solution 052416Document5 pagesFA5e - Ch07 - Quiz Solution 052416rathanyaNo ratings yet
- FA5e - Ch07 - Quiz Solution 052416Document5 pagesFA5e - Ch07 - Quiz Solution 052416rathanyaNo ratings yet
- Math654 PDFDocument153 pagesMath654 PDFrathanyaNo ratings yet
- Main Project-6 OctDocument13 pagesMain Project-6 OctrathanyaNo ratings yet
- Free Jet Neural NetworkDocument10 pagesFree Jet Neural NetworkrathanyaNo ratings yet
- Application of transient correlation functions to nonlinear transportDocument6 pagesApplication of transient correlation functions to nonlinear transportrathanyaNo ratings yet
- Correlation Parameters MDDocument123 pagesCorrelation Parameters MDrathanyaNo ratings yet
- ME 598 - ProjectDocument17 pagesME 598 - ProjectrathanyaNo ratings yet
- Research Note 007 ThermostatDocument19 pagesResearch Note 007 Thermostatdapias09No ratings yet
- NEMD of Simple and Polymeric LiquidsDocument6 pagesNEMD of Simple and Polymeric LiquidsrathanyaNo ratings yet
- Research Note 007 ThermostatDocument19 pagesResearch Note 007 Thermostatdapias09No ratings yet
- PRSLDocument38 pagesPRSLrathanyaNo ratings yet
- Shear Stress 100x50 LatestDocument1 pageShear Stress 100x50 LatestrathanyaNo ratings yet
- LogDocument54 pagesLograthanyaNo ratings yet
- The Module of A Gear: (1) About GearsDocument1 pageThe Module of A Gear: (1) About GearsAnonymous rYwUkpNo ratings yet
- TAM545 FA14 Lecture9Document10 pagesTAM545 FA14 Lecture9rathanyaNo ratings yet
- Thesis WritingDocument12 pagesThesis WritingAmy AdamsNo ratings yet
- Persuasive Essay On Global WarmingDocument6 pagesPersuasive Essay On Global Warmingb72hvt2d100% (2)
- The Efficacy of Cassava Starch, Jackfruit Seed and Glycerin in Making BioplasticsDocument21 pagesThe Efficacy of Cassava Starch, Jackfruit Seed and Glycerin in Making BioplasticsJephkimberly TagleNo ratings yet
- Kralova2009 PDFDocument22 pagesKralova2009 PDFnaalain fatimahNo ratings yet
- Biorefinery Produces Fuels, Plastics and Food from Waste BiomassDocument4 pagesBiorefinery Produces Fuels, Plastics and Food from Waste BiomassNguyễn Trần PhúNo ratings yet
- 8 Qualification of Thermoplastic Materials: Requirements For Rapid Gas Decompression TestingDocument1 page8 Qualification of Thermoplastic Materials: Requirements For Rapid Gas Decompression TestingEnggCoordNo ratings yet
- PNS BAFPS 129 2013 Code of Good Agriculture Practice (GAP) For Banana Production (27p)Document27 pagesPNS BAFPS 129 2013 Code of Good Agriculture Practice (GAP) For Banana Production (27p)Mark KwanNo ratings yet
- VCM GBDocument50 pagesVCM GBNeima DoualehNo ratings yet
- Lignocellulosic Biomass PaperDocument24 pagesLignocellulosic Biomass PaperNARENDRAN SNo ratings yet
- 3.reenu Deepak KhedkarDocument15 pages3.reenu Deepak KhedkarRenu KhedkarNo ratings yet
- Msds HexadecaneDocument5 pagesMsds Hexadecanenirmal_subudhiNo ratings yet
- Hyrax Hypertrans SDS (2018)Document11 pagesHyrax Hypertrans SDS (2018)atenguezNo ratings yet
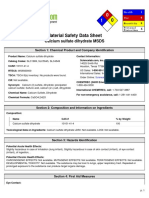
- Msds. Calcium Sulfate Dihydrate PDFDocument6 pagesMsds. Calcium Sulfate Dihydrate PDFVeiliLookNo ratings yet
- What Is Carbon BlackDocument6 pagesWhat Is Carbon BlackunitedtelNo ratings yet
- Chapter 2Document15 pagesChapter 2LesClauMarHarHan LCMHHNo ratings yet
- Week62 PDFDocument13 pagesWeek62 PDFVineeth SivarajNo ratings yet
- FNCP and RankingDocument2 pagesFNCP and Rankingjovan teopizNo ratings yet
- Bollag y Stotzky, 2000 - Soil BiochemistryDocument1,149 pagesBollag y Stotzky, 2000 - Soil BiochemistryJonathanNo ratings yet
- Biodegradable PolymersDocument16 pagesBiodegradable PolymersAnonymous oSJ15KEc100% (1)
- Green Chemistry Application For Sustainable DevelopmentDocument35 pagesGreen Chemistry Application For Sustainable DevelopmentAlinaCrinaCiubotariuMuresanNo ratings yet
- On Line Off Line: Inc. 18811 N. Roselake Dr. Tomball, Texas 77377 Phone 281-255-6092Document3 pagesOn Line Off Line: Inc. 18811 N. Roselake Dr. Tomball, Texas 77377 Phone 281-255-6092EDBNo ratings yet
- Microbial TransformationDocument33 pagesMicrobial TransformationSara VelezNo ratings yet
- Educ 211 Midterm ExamDocument13 pagesEduc 211 Midterm ExamMishell AbejeroNo ratings yet
- Musa Fibag Imrad AppendixDocument24 pagesMusa Fibag Imrad Appendixjohn carlo roblesNo ratings yet
- Management and Disposal of Municipal Solid Wastes in Abakaliki Metropolis NigeriaDocument12 pagesManagement and Disposal of Municipal Solid Wastes in Abakaliki Metropolis NigeriaQueen Ann JumuadNo ratings yet
- As 4351.8-1996 Biodegradability - Organic Compounds in An Aqueous Medium Determination by Static Test (Zahn-WDocument7 pagesAs 4351.8-1996 Biodegradability - Organic Compounds in An Aqueous Medium Determination by Static Test (Zahn-WSAI Global - APACNo ratings yet