You might also like
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- A9V44225Document2 pagesA9V44225padminittNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A9C70112Document2 pagesA9C70112padminittNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Offical Receipt: Receipt No.: Received FromDocument1 pageOffical Receipt: Receipt No.: Received FrompadminittNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- c32 DC Return c60 Return ClarioDocument1 pagec32 DC Return c60 Return ClariopadminittNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- A9R74225Document2 pagesA9R74225padminittNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Voltage Drop CalculatorDocument2 pagesVoltage Drop CalculatorpadminittNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Datasheet WFL2-40B416 6036821 enDocument7 pagesDatasheet WFL2-40B416 6036821 enpadminittNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- 2.5KVA Isolation TransformerDocument1 page2.5KVA Isolation TransformerpadminittNo ratings yet
- Cooling Tower Fan V44 enDocument25 pagesCooling Tower Fan V44 enpadminittNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Excel Sheet For Luminous CalculationDocument4 pagesExcel Sheet For Luminous Calculationaniltandon1978No ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Safety and Warning Information Specifications: Fiber Optics Eotec 2000 Mux Model Mux Base ModuleDocument2 pagesSafety and Warning Information Specifications: Fiber Optics Eotec 2000 Mux Model Mux Base ModulepadminittNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Patiala IndustriesDocument7 pagesPatiala IndustriespadminittNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- CotmacDocument1 pageCotmacpadminittNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Plist BFPL9000 2011Document4 pagesPlist BFPL9000 2011padminittNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Name Address Contact No. Website: ITI CollegesDocument9 pagesName Address Contact No. Website: ITI CollegespadminittNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Comfort Point HoneywellDocument8 pagesComfort Point Honeywellpadminitt0% (1)
- 3tf ContactorDocument25 pages3tf Contactorpadminitt100% (1)
- Awa Se E Dura GiyaDocument6 pagesAwa Se E Dura GiyaChathura KumaraNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Advanced Computer Architectures: 17CS72 (As Per CBCS Scheme)Document31 pagesAdvanced Computer Architectures: 17CS72 (As Per CBCS Scheme)Aasim InamdarNo ratings yet
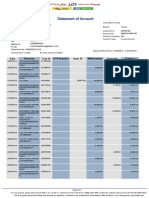
- Statement of Account: Date Tran Id Remarks UTR Number Instr. ID Withdrawals Deposits BalanceDocument8 pagesStatement of Account: Date Tran Id Remarks UTR Number Instr. ID Withdrawals Deposits Balancedinesh namdeoNo ratings yet
- IEEE Authorship WebinarDocument1 pageIEEE Authorship WebinarAnonymous PxkbBVwNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- 25+ Tricky SAP BODS Interview Questions 3Document1 page25+ Tricky SAP BODS Interview Questions 3pattabhikvNo ratings yet
- NVIDIA System Information 01-08-2011 21-54-14Document1 pageNVIDIA System Information 01-08-2011 21-54-14Saksham BansalNo ratings yet
- Listening and Speaking 3 Q: Skills For Success Unit 3 Student Book Answer KeyDocument4 pagesListening and Speaking 3 Q: Skills For Success Unit 3 Student Book Answer KeyFahd AbdullahNo ratings yet
- Sample Performance ReportDocument33 pagesSample Performance ReportSatishreddy MandadiNo ratings yet
- Guidely Age Set 1 PDFDocument5 pagesGuidely Age Set 1 PDFPriya KumariNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Design and Implementation The LLC Resonant TransformerDocument3 pagesDesign and Implementation The LLC Resonant TransformerMathe ZsoltNo ratings yet
- BCMT Module 5 - Monitoring and Evaluating Tech4ED CentersDocument30 pagesBCMT Module 5 - Monitoring and Evaluating Tech4ED CentersCabaluay NHS0% (1)
- Cyber ArkDocument2 pagesCyber ArkHendra SoenderskovNo ratings yet
- Control Card For SB-3C Security Barrier With Multiplexer Photocell System SB-6P Reference HandbookDocument10 pagesControl Card For SB-3C Security Barrier With Multiplexer Photocell System SB-6P Reference HandbookEdnelson CostaNo ratings yet
- DevOps Tools InstallationDocument4 pagesDevOps Tools InstallationNitin MandloiNo ratings yet
- Emptech Activity 1Document6 pagesEmptech Activity 1Ashley AgramonNo ratings yet
- Mygps: A Diy Project - Portable and Astronomy Gps Based On Arduino NanoDocument9 pagesMygps: A Diy Project - Portable and Astronomy Gps Based On Arduino NanoadiasmesquitaNo ratings yet
- 1st Quarter Exam in Math9Document3 pages1st Quarter Exam in Math9Robert Jay Mejorada100% (4)
- Tommy Molina ResumeDocument2 pagesTommy Molina Resumeapi-266666163No ratings yet
- IDC - China's Public Cloud Service Market Tops US$5.4 Billion in 1H 2019 As Competition IntensifiesDocument7 pagesIDC - China's Public Cloud Service Market Tops US$5.4 Billion in 1H 2019 As Competition IntensifiesJ. BangjakNo ratings yet
- A320LEAP1A-B12-0008.5 Cont&Ind R1 220517Document78 pagesA320LEAP1A-B12-0008.5 Cont&Ind R1 220517simsimsomNo ratings yet
- "C:/Users/user1/Desktop/Practice" "C:/Users/user1/Desktop/Practice/HR - Comma - Sep - CSV" ','Document1 page"C:/Users/user1/Desktop/Practice" "C:/Users/user1/Desktop/Practice/HR - Comma - Sep - CSV" ','ShubhamJainNo ratings yet
- ZAAA x32 Ironman SK (ZAA) & Captain SK (ZAAA) MB 6L E Version PDFDocument48 pagesZAAA x32 Ironman SK (ZAA) & Captain SK (ZAAA) MB 6L E Version PDFSebastian StanacheNo ratings yet
- Field Visit PresentationDocument33 pagesField Visit PresentationNib IndranilNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- CMM Cable ManualDocument69 pagesCMM Cable ManualCDELVO1382No ratings yet
- MFA For Partner Portal InstructionsDocument5 pagesMFA For Partner Portal InstructionsGaby SilveiraNo ratings yet
- Es ZC424 Course HandoutDocument13 pagesEs ZC424 Course HandoutJAYAKRISHNAN.K.RNo ratings yet
- Online Consumer Complaint Filing: E-Filing of Complaints at Consumer Forums of IndiaDocument13 pagesOnline Consumer Complaint Filing: E-Filing of Complaints at Consumer Forums of IndiaLAVANYA SAMPATHNo ratings yet
- Backlog Including Delta Requirements and Gaps: PurposeDocument30 pagesBacklog Including Delta Requirements and Gaps: PurposeCleberton AntunesNo ratings yet
- Week 2: Introduction To Discrete-Time Stochastic Processes: 15.455x Mathematical Methods of Quantitative FinanceDocument58 pagesWeek 2: Introduction To Discrete-Time Stochastic Processes: 15.455x Mathematical Methods of Quantitative FinanceBruné100% (1)
- CV-Sushil GuptaDocument3 pagesCV-Sushil Guptaanurag_bahety6067No ratings yet