You might also like
- Engineering Bulletin No 1: Boiler and Furnace TestingFrom EverandEngineering Bulletin No 1: Boiler and Furnace TestingRating: 4.5 out of 5 stars4.5/5 (2)
- Fluidized Bed Boilers: Design and ApplicationFrom EverandFluidized Bed Boilers: Design and ApplicationRating: 4.5 out of 5 stars4.5/5 (4)
- Once Through BoilerDocument16 pagesOnce Through BoilerYousuf Ali100% (1)
- Cold Srat UpDocument21 pagesCold Srat Upthiagu1989100% (1)
- Once Through and Drum Type Boiler Designs ComparedDocument3 pagesOnce Through and Drum Type Boiler Designs ComparedagusfaizinNo ratings yet
- Optimizing Duct Burner Performance Through MaintenanceDocument10 pagesOptimizing Duct Burner Performance Through MaintenancePajooheshNo ratings yet
- HP-Bypass and LP BypassDocument3 pagesHP-Bypass and LP Bypassdinesh7136100% (1)
- 3.boiler OperationDocument167 pages3.boiler OperationMa Vũng ÁngNo ratings yet
- C1 CCPPDocument109 pagesC1 CCPPSubrahmanyan Edamana100% (1)
- Natural Circulation in BoilerDocument9 pagesNatural Circulation in BoilerSajjad AhmedNo ratings yet
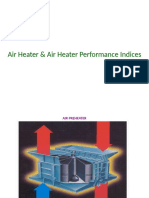
- Air HeaterDocument48 pagesAir HeaterPratik GanvitNo ratings yet
- Boiler Technical TermsDocument44 pagesBoiler Technical Termskeerthi dayarathnaNo ratings yet
- Back pressure turbine advantages and usesDocument5 pagesBack pressure turbine advantages and usesjitendra jhaNo ratings yet
- Climate Leaders Industrial Boiler EfficiencyDocument29 pagesClimate Leaders Industrial Boiler Efficiencykarman_batraNo ratings yet
- Report 2005-9 OxycombustionDocument212 pagesReport 2005-9 OxycombustionFlavio ALVAREZNo ratings yet
- HRSG StartupDocument19 pagesHRSG Startuptpplant100% (1)
- C&I in CFBC-1Document25 pagesC&I in CFBC-1Prudhvi RajNo ratings yet
- CFB Boiler CommissioningDocument14 pagesCFB Boiler CommissioningpothanNo ratings yet
- Operating Manual 670 MW Coal Fired Power Plant Training SimulatorDocument134 pagesOperating Manual 670 MW Coal Fired Power Plant Training SimulatorsprotkarNo ratings yet
- HRSG StartupDocument20 pagesHRSG StartupKvvPrasad100% (1)
- BR GT GasturbineDocument9 pagesBR GT GasturbineVioleta Patriche100% (1)
- 250MW Thermal Power PlantDocument70 pages250MW Thermal Power Plantdileepjana100% (2)
- Surging & Blow Out of Loop Seals in A CFBC BoilerDocument9 pagesSurging & Blow Out of Loop Seals in A CFBC Boilermohamed faragNo ratings yet
- Boiler Operating CourseDocument74 pagesBoiler Operating Courseknx175No ratings yet
- Supercritical PlantDocument71 pagesSupercritical PlantNitish KumarNo ratings yet
- Chapter 4 HRSGDocument39 pagesChapter 4 HRSGGloria Del Carmen Muñoz100% (1)
- Boiler OperationDocument14 pagesBoiler OperationjmayurrNo ratings yet
- TurboDocument8 pagesTurboKorichiKarimNo ratings yet
- Boiler of 500 MWDocument8 pagesBoiler of 500 MWHKVMVPVPV021511No ratings yet
- Turbine Startup Modes and Initial Cold Startup ProcedureDocument15 pagesTurbine Startup Modes and Initial Cold Startup ProcedurerobiansahNo ratings yet
- InterlocksDocument26 pagesInterlocksFelipe SandovalNo ratings yet
- Report On The Procedures/practices To Minimize The Boiler Tube Leaks in The Thermal Power StationsDocument10 pagesReport On The Procedures/practices To Minimize The Boiler Tube Leaks in The Thermal Power Stationshari gopala charyNo ratings yet
- AP BOE-2013 Paper-1 SolutionDocument9 pagesAP BOE-2013 Paper-1 SolutionAlok Doshi50% (2)
- Steam Line Blowing Procedure GeneralDocument5 pagesSteam Line Blowing Procedure GenerallovegrkNo ratings yet
- BHEL turbine operation manual 500 MWDocument2 pagesBHEL turbine operation manual 500 MWAlam50% (2)
- 802-Article Text-3022-1-10-20191216 PDFDocument15 pages802-Article Text-3022-1-10-20191216 PDFIlham RizaldiNo ratings yet
- Pulverizers PDFDocument6 pagesPulverizers PDFOscar DorantesNo ratings yet
- CFBC Boiler Gyanendra Sharma NPTI DelhiDocument47 pagesCFBC Boiler Gyanendra Sharma NPTI DelhiNPTINo ratings yet
- Thermal power plant engineering thermodynamics syllabusDocument51 pagesThermal power plant engineering thermodynamics syllabuseddula ganeshNo ratings yet
- An Overview of FBC Boiler: Compiled BY S.S.AcharyaDocument56 pagesAn Overview of FBC Boiler: Compiled BY S.S.AcharyaMusycal Fynnc100% (1)
- U BeamsDocument8 pagesU BeamsAmitav MishraNo ratings yet
- APH Dew Point ExplainDocument2 pagesAPH Dew Point ExplainnemprrNo ratings yet
- Boiler Ga, Specification & Line Up For Light Up: by Rahul R MungaleDocument11 pagesBoiler Ga, Specification & Line Up For Light Up: by Rahul R MungaleMukesh Kumar VaishnavNo ratings yet
- Increasing Efficiency of Boiler Using ScaphDocument11 pagesIncreasing Efficiency of Boiler Using ScaphInternational Journal of Innovative Science and Research Technology100% (1)
- Reheat Steam SystemDocument13 pagesReheat Steam SystemTan Nguyen HuuNo ratings yet
- Shrink and SwellDocument3 pagesShrink and SwellAkshay SetlurNo ratings yet
- Design and Thermal Analysis of CFB and Simple BoilersDocument89 pagesDesign and Thermal Analysis of CFB and Simple Boilersbharathkumar0310No ratings yet
- PE3.3.9 Boiler OperationDocument15 pagesPE3.3.9 Boiler Operationdennishay100% (5)
- At M/S Jindal Steel &power Limited: For More ProjectsDocument26 pagesAt M/S Jindal Steel &power Limited: For More ProjectsvasqueznvNo ratings yet
- BENSON Boilers for Maximum Cost-Effectiveness in Power PlantsDocument20 pagesBENSON Boilers for Maximum Cost-Effectiveness in Power PlantsPrasanna Kumar100% (1)
- Trouble Shooting and Problems of A CFBC Unit PDFDocument72 pagesTrouble Shooting and Problems of A CFBC Unit PDFgangaraoNo ratings yet
- Extending the Range of Single-Shaft Combined Cycle Power PlantsDocument12 pagesExtending the Range of Single-Shaft Combined Cycle Power PlantsSrinivasa Rao PallelaNo ratings yet
- Boiler Learning ModuleDocument158 pagesBoiler Learning ModuleMallinatha PNNo ratings yet
- Chloride Contamination of The Water Steam Power Plant PDFDocument15 pagesChloride Contamination of The Water Steam Power Plant PDFDiniNo ratings yet
- Pressure Parts 500MW BoilerDocument34 pagesPressure Parts 500MW BoilerAbhay Khobragade100% (1)
- Process System Value and Exergoeconomic Performance of Captive Power PlantsFrom EverandProcess System Value and Exergoeconomic Performance of Captive Power PlantsNo ratings yet
- Modern Power Station Practice: Mechanical Boilers, Fuel-, and Ash-Handling PlantFrom EverandModern Power Station Practice: Mechanical Boilers, Fuel-, and Ash-Handling PlantA. SherryRating: 4 out of 5 stars4/5 (5)
- Thermal Cycles of Heat Recovery Power PlantsFrom EverandThermal Cycles of Heat Recovery Power PlantsRating: 5 out of 5 stars5/5 (2)
- Steam Generation from Biomass: Construction and Design of Large BoilersFrom EverandSteam Generation from Biomass: Construction and Design of Large BoilersRating: 4.5 out of 5 stars4.5/5 (8)
- API Flushing PlansDocument2 pagesAPI Flushing Plansmagedtag100% (14)
- Balancing LiteratureDocument13 pagesBalancing Literaturebhuvi_patu12100% (1)
- Question Paper For Mechanical DesignDocument3 pagesQuestion Paper For Mechanical Designbhuvi_patu12No ratings yet
- Safety Valve IntroductionDocument88 pagesSafety Valve Introductionbhuvi_patu12100% (3)
- The Learners Demonstrate An Understanding Of: The Learners Should Be Able To: The Learners Should Be Able ToDocument21 pagesThe Learners Demonstrate An Understanding Of: The Learners Should Be Able To: The Learners Should Be Able ToBik Bok50% (2)
- 2002, Vol.86, Issues 4, Hospital MedicineDocument221 pages2002, Vol.86, Issues 4, Hospital MedicineFaisal H RanaNo ratings yet
- IntroductionDocument34 pagesIntroductionmarranNo ratings yet
- NPV Irr ArrDocument16 pagesNPV Irr ArrAnjaliNo ratings yet
- Newcomers Guide To The Canadian Job MarketDocument47 pagesNewcomers Guide To The Canadian Job MarketSS NairNo ratings yet
- Henny Penny 500-561-600 TM - FINAL-FM06-009 9-08Document228 pagesHenny Penny 500-561-600 TM - FINAL-FM06-009 9-08Discman2100% (2)
- Instagram Dan Buli Siber Dalam Kalangan Remaja Di Malaysia: Jasmyn Tan YuxuanDocument13 pagesInstagram Dan Buli Siber Dalam Kalangan Remaja Di Malaysia: Jasmyn Tan YuxuanXiu Jiuan SimNo ratings yet
- Modified Release Drug ProductsDocument58 pagesModified Release Drug Productsmailtorubal2573100% (2)
- Optimization of The Spray-Drying Process For Developing Guava Powder Using Response Surface MethodologyDocument7 pagesOptimization of The Spray-Drying Process For Developing Guava Powder Using Response Surface MethodologyDr-Paras PorwalNo ratings yet
- VEGA MX CMP12HP Data SheetDocument2 pagesVEGA MX CMP12HP Data SheetLuis Diaz ArroyoNo ratings yet
- Kahveci: OzkanDocument2 pagesKahveci: OzkanVictor SmithNo ratings yet
- Spsi RDocument2 pagesSpsi RBrandy ANo ratings yet
- Application D2 WS2023Document11 pagesApplication D2 WS2023María Camila AlvaradoNo ratings yet
- WhatsoldDocument141 pagesWhatsoldLuciana KarajalloNo ratings yet
- AVANTIZ 2021 LNR125 (B927) EngineDocument16 pagesAVANTIZ 2021 LNR125 (B927) EngineNg Chor TeckNo ratings yet
- Reinvestment Allowance (RA) : SCH 7ADocument39 pagesReinvestment Allowance (RA) : SCH 7AchukanchukanchukanNo ratings yet
- SEO Design ExamplesDocument10 pagesSEO Design ExamplesAnonymous YDwBCtsNo ratings yet
- Emerson Park Master Plan 2015 DraftDocument93 pagesEmerson Park Master Plan 2015 DraftRyan DeffenbaughNo ratings yet
- Learning Stations Lesson PlanDocument3 pagesLearning Stations Lesson Planapi-310100553No ratings yet
- Chicago Electric Inverter Plasma Cutter - 35A Model 45949Document12 pagesChicago Electric Inverter Plasma Cutter - 35A Model 45949trollforgeNo ratings yet
- Modul-Document Control Training - Agus F - 12 Juli 2023 Rev1Document34 pagesModul-Document Control Training - Agus F - 12 Juli 2023 Rev1vanesaNo ratings yet
- Easa Ad Us-2017-09-04 1Document7 pagesEasa Ad Us-2017-09-04 1Jose Miguel Atehortua ArenasNo ratings yet
- Supreme Court rules stabilization fees not trust fundsDocument8 pagesSupreme Court rules stabilization fees not trust fundsNadzlah BandilaNo ratings yet
- Roadmap For Digitalization in The MMO Industry - For SHARINGDocument77 pagesRoadmap For Digitalization in The MMO Industry - For SHARINGBjarte Haugland100% (1)
- Paradigm Shift Essay 2Document17 pagesParadigm Shift Essay 2api-607732716No ratings yet
- Cisco CMTS Feature GuideDocument756 pagesCisco CMTS Feature GuideEzequiel Mariano DaoudNo ratings yet
- Report Daftar Penerima Kuota Telkomsel Dan Indosat 2021 FSEIDocument26 pagesReport Daftar Penerima Kuota Telkomsel Dan Indosat 2021 FSEIHafizh ZuhdaNo ratings yet
- Piping MaterialDocument45 pagesPiping MaterialLcm TnlNo ratings yet
- ULN2001, ULN2002 ULN2003, ULN2004: DescriptionDocument21 pagesULN2001, ULN2002 ULN2003, ULN2004: Descriptionjulio montenegroNo ratings yet
- Put The Items From Exercise 1 in The Correct ColumnDocument8 pagesPut The Items From Exercise 1 in The Correct ColumnDylan Alejandro Guzman Gomez100% (1)