You might also like
- Pastas, morteros, adhesivos y hormigones. IEXD0409From EverandPastas, morteros, adhesivos y hormigones. IEXD0409No ratings yet
- Escorias básicas de Siderúrgica:: potencial de uso como material de encalado en agriculturaFrom EverandEscorias básicas de Siderúrgica:: potencial de uso como material de encalado en agriculturaNo ratings yet
- Hormigones de Altas PrestacionesDocument8 pagesHormigones de Altas PrestacionesMarycruz Barreto RiveraNo ratings yet
- IRAM 1524 - Hormigón de Cemento - Preparación y Curado en Obra de ProbetasDocument16 pagesIRAM 1524 - Hormigón de Cemento - Preparación y Curado en Obra de ProbetasJose FedeNo ratings yet
- Manual de Montaje de Paneles - Predefinido - V02-01-2012Document31 pagesManual de Montaje de Paneles - Predefinido - V02-01-2012Cristian Alfonso100% (1)
- Asfaltosmodificados TDMDocument86 pagesAsfaltosmodificados TDMHilario AbadNo ratings yet
- Diseño de Mezclas de 1500psi.Document16 pagesDiseño de Mezclas de 1500psi.Jhoan Sebastian Peñuela GomezNo ratings yet
- Precios Pintuco - CovalDocument54 pagesPrecios Pintuco - CovalVictoria Parra Páez0% (1)
- Riegos de Sello. Texto - DatDocument12 pagesRiegos de Sello. Texto - DatIvan Morales AguilarNo ratings yet
- Diseño de sistema de producción de GCR a partir de llantas usadasDocument119 pagesDiseño de sistema de producción de GCR a partir de llantas usadasAntezana Fernandito100% (1)
- NANOARCILLASDocument210 pagesNANOARCILLASmajocorNo ratings yet
- Cemento CPN40 Artigas Bolsa-2013Document3 pagesCemento CPN40 Artigas Bolsa-2013Juan Carlos Abreu PalomeraNo ratings yet
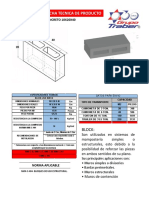
- Ficha Tecnica Block Hueco de Concreto 10X20X40 Linea Estructural NMX-C-404 PDFDocument1 pageFicha Tecnica Block Hueco de Concreto 10X20X40 Linea Estructural NMX-C-404 PDFJulio Angel M LopezNo ratings yet
- Mezcla Asfaltica MD 20 Ficha Tecnica CtuDocument1 pageMezcla Asfaltica MD 20 Ficha Tecnica CtuVicente RicoNo ratings yet
- Equipo 12 - Estabilizacion de Bases Con Cemento PortlandDocument24 pagesEquipo 12 - Estabilizacion de Bases Con Cemento Portlandgildardo ayala leonNo ratings yet
- Hoja Resumen: Presupuesto BaseDocument1 pageHoja Resumen: Presupuesto BaseFrank diego Chumaceri velasquezNo ratings yet
- Hormigon Retraccion CompensadaDocument16 pagesHormigon Retraccion CompensadaCarolina Andrea Mejia Lopez0% (1)
- Manual MaxflowDocument20 pagesManual MaxfloweduardoNo ratings yet
- Poliestireno ExpandidoDocument3 pagesPoliestireno ExpandidoRoly Ylaya Mendoza100% (1)
- Evaluación experimental de la interacción entre el firme de compresión y la vigueta pretensada frente al deslizamiento horizontalDocument15 pagesEvaluación experimental de la interacción entre el firme de compresión y la vigueta pretensada frente al deslizamiento horizontalJuan Abdel Ortegon EsparzaNo ratings yet
- Asfalto verde: reutilización de neumáticos usadosDocument22 pagesAsfalto verde: reutilización de neumáticos usadosJosmellJfctCurisincheTiclavilcaNo ratings yet
- Apnb 1220022 (2008-10-22) IbchDocument6 pagesApnb 1220022 (2008-10-22) Ibchreynaldo1976No ratings yet
- Documentacion para El Diseño Base Tratada Con CementoDocument23 pagesDocumentacion para El Diseño Base Tratada Con Cementojaime andres henao meloNo ratings yet
- N CMT 4 05 004 08Document0 pagesN CMT 4 05 004 08Leo ChávezNo ratings yet
- DC-M-B21-002.1 Certificado IRAM-InTI Steel FrameDocument1 pageDC-M-B21-002.1 Certificado IRAM-InTI Steel FrameNico ChaguNo ratings yet
- Distribucion MezclasDocument8 pagesDistribucion MezclasKarli SalaNo ratings yet
- Asfaltos EspumadosDocument12 pagesAsfaltos EspumadosDiana Patricia Aponte LozanoNo ratings yet
- Dosificación hormigónDocument66 pagesDosificación hormigónSamuel Mendoza Soto0% (1)
- Envejecimiento de Mezclas Asfálticas, en Condiciones de LaboratorioDocument218 pagesEnvejecimiento de Mezclas Asfálticas, en Condiciones de LaboratorioDavid Davalos0% (1)
- Diseño de Mezclas Protocolo 01 AmaacDocument24 pagesDiseño de Mezclas Protocolo 01 AmaacVic Rmz100% (1)
- Articulos de Revistas - Concreto Reciclado - J.D.V.D.Document1 pageArticulos de Revistas - Concreto Reciclado - J.D.V.D.MijailNo ratings yet
- Mortero 20Document36 pagesMortero 20AdelfoGonzalezNo ratings yet
- NTG 41054 Bloques Huecos de Concreto para Muros. EspecificacionesDocument15 pagesNTG 41054 Bloques Huecos de Concreto para Muros. EspecificacionesAlejandro SalazarNo ratings yet
- N CMT 4 02 002 04Document11 pagesN CMT 4 02 002 04Juan Alonso Garcia ArmentaNo ratings yet
- Asfalto EspumadoDocument21 pagesAsfalto EspumadoJavier CaballeroNo ratings yet
- 1.4 Evaluación y Ajustes de Una Mezcla de Diseño.: 1.4.2 Vacíos Bajos y Estabilidad SatisfactoriaDocument2 pages1.4 Evaluación y Ajustes de Una Mezcla de Diseño.: 1.4.2 Vacíos Bajos y Estabilidad SatisfactoriaRichard Luna BenitoNo ratings yet
- Guia de Instalacion de La Rejilla de Captacion Coanda PDFDocument12 pagesGuia de Instalacion de La Rejilla de Captacion Coanda PDFprianuritaNo ratings yet
- Poliestireno ExpandidoDocument5 pagesPoliestireno ExpandidoIsrael Paz FuentesNo ratings yet
- Ahuellamiento PavimentosDocument176 pagesAhuellamiento PavimentosMH LimberNo ratings yet
- 2da Parte - Hormigones EspecialesDocument72 pages2da Parte - Hormigones EspecialesJuliNo ratings yet
- Bases subbases asfalto espumado estabilizantesDocument19 pagesBases subbases asfalto espumado estabilizantesIrina PorrasNo ratings yet
- Asfaltos Modificados PDFDocument18 pagesAsfaltos Modificados PDFPaola UrregoNo ratings yet
- NCMT4-03-001 Cal para EstabilizacionesDocument9 pagesNCMT4-03-001 Cal para Estabilizacioneslal58No ratings yet
- Manual Montaje de Panel Muro PDFDocument16 pagesManual Montaje de Panel Muro PDFJORGRULESNo ratings yet
- Ensayos Aridos PDFDocument1 pageEnsayos Aridos PDFmanudiaz784713No ratings yet
- Densidad ControladaDocument12 pagesDensidad ControladaJose Miguel Piña RodriguezNo ratings yet
- CDN44Document25 pagesCDN44Karlos D. BarrosNo ratings yet
- Esp Tortuga IVELADocument3 pagesEsp Tortuga IVELAJesus BordaNo ratings yet
- Probetas Rotura PernambucoDocument10 pagesProbetas Rotura Pernambuco5812161No ratings yet
- DISEÑO DE MEZCLA F C 17.5-21-28 Mpa IMPRIMIRDocument7 pagesDISEÑO DE MEZCLA F C 17.5-21-28 Mpa IMPRIMIRMauricio Andres AriasNo ratings yet
- Norme Diamètres Pipes UNE-En 1796-2014Document62 pagesNorme Diamètres Pipes UNE-En 1796-2014Santi Puente CosmesNo ratings yet
- Diseño Racional de Mezclas de Hormigón - Método IcpaDocument26 pagesDiseño Racional de Mezclas de Hormigón - Método IcpapcabreralNo ratings yet
- Estudio de Concreto Elaborado Con Caucho de Reciclado de Diferentes Tamaños de PartículasDocument9 pagesEstudio de Concreto Elaborado Con Caucho de Reciclado de Diferentes Tamaños de PartículasAntony Rossell BaezNo ratings yet
- Uso de Las Fibras Naturales de Lechuguilla Como Refuerzo en El ConcretoDocument13 pagesUso de Las Fibras Naturales de Lechuguilla Como Refuerzo en El ConcretoJose Luis CampoverdeNo ratings yet
- Fibras de yute en morteros y su durabilidadDocument11 pagesFibras de yute en morteros y su durabilidadAmin Brady Fierro FloresNo ratings yet
- Fibras de Agave en Concreto PDFDocument12 pagesFibras de Agave en Concreto PDFcarlosegdyNo ratings yet
- Paper 5Document13 pagesPaper 5Diego ColmenaresNo ratings yet
- Omportamiento Mecánico Del Concreto Reforzado Con Fibras de Bagazo de Caña de AzúcarDocument7 pagesOmportamiento Mecánico Del Concreto Reforzado Con Fibras de Bagazo de Caña de AzúcarAndreinaNo ratings yet
- Influencia del tamaño y adición de fibras de bagazo en la resistencia a compresión del concretoDocument7 pagesInfluencia del tamaño y adición de fibras de bagazo en la resistencia a compresión del concretoJuan Rodriguez RodriguezNo ratings yet
- Análisis de Ladrillos Ecológicos Fabricados Con Suelo Limo-Arenoso, Cemento, Viruta y Papel, en Base A Resistencia, Costo y DeformaciónDocument10 pagesAnálisis de Ladrillos Ecológicos Fabricados Con Suelo Limo-Arenoso, Cemento, Viruta y Papel, en Base A Resistencia, Costo y DeformaciónXavier NietoNo ratings yet
- Bosques y Cambio ClimáticoDocument32 pagesBosques y Cambio ClimáticoespinozaalejandroNo ratings yet
- Cuenca Zaña PUCP 2009Document124 pagesCuenca Zaña PUCP 2009espinozaalejandroNo ratings yet
- NTC 5726 Inventario de RodalesDocument7 pagesNTC 5726 Inventario de RodalesespinozaalejandroNo ratings yet
- Modelo de Plan de ContingenciaDocument6 pagesModelo de Plan de ContingenciaespinozaalejandroNo ratings yet
- Caracterización de Residuos Sólidos ATEDocument61 pagesCaracterización de Residuos Sólidos ATEespinozaalejandroNo ratings yet
- Plan Nacional de ReforestacionDocument56 pagesPlan Nacional de ReforestacionVictoria Adelaida Flores CoronelNo ratings yet
- Evaluación del potencial de productos forestales no maderables en el Proyecto Bosques del ChinchipeDocument60 pagesEvaluación del potencial de productos forestales no maderables en el Proyecto Bosques del ChinchipeespinozaalejandroNo ratings yet
- Modelo Matriz Competencias Capacidades e Indicadores Del Las Area de Ciencia Tecnología y Ambiente RM NDocument13 pagesModelo Matriz Competencias Capacidades e Indicadores Del Las Area de Ciencia Tecnología y Ambiente RM NSam JinesNo ratings yet
- Producto Académico N 01Document2 pagesProducto Académico N 01Seydi Sayumi Choque LapaNo ratings yet
- Aparatos Empleados en PodologiaDocument5 pagesAparatos Empleados en PodologiaCristobal Valenzuela100% (1)
- LFQ1N RP2 G1Document9 pagesLFQ1N RP2 G1Bryan daniel Escobedo buqueNo ratings yet
- Pregunta Dinamizadora Unidad 1 BalancedDocument2 pagesPregunta Dinamizadora Unidad 1 BalancedFernando Miller100% (1)
- C.V Jenny Pacheco PDocument2 pagesC.V Jenny Pacheco PFrancisco HernandezNo ratings yet
- Esquema Del Informe y PaperDocument1 pageEsquema Del Informe y PaperPaolo MirandaNo ratings yet
- Sobre La Problemática de Las Caídas en Ancianos, La Vejez, y Su Enfoque PsicoanalíticoDocument10 pagesSobre La Problemática de Las Caídas en Ancianos, La Vejez, y Su Enfoque PsicoanalíticoMelissaNo ratings yet
- Métodos Sostenibles de Determinación de Plomo en AguaDocument15 pagesMétodos Sostenibles de Determinación de Plomo en AguaJose Andres Paredes EspiNo ratings yet
- Tarea Autonoma Semana 13-14Document2 pagesTarea Autonoma Semana 13-14Carlos Zambrano0% (1)
- Manual de La Maquina HPGRDocument125 pagesManual de La Maquina HPGRluchin84100% (5)
- Limadora MecánicaDocument8 pagesLimadora Mecánicaדזשהאָנני טאָנאַטאָ100% (1)
- Instrucciones de Obra de FabricaciónDocument15 pagesInstrucciones de Obra de FabricaciónDavid Salguero OlveaNo ratings yet
- Presentacion - Unidad 2. Primera Ley de La TermodinámicaDocument121 pagesPresentacion - Unidad 2. Primera Ley de La TermodinámicaDiaz Zapata Juan AngelNo ratings yet
- Tarea 3 de Seminario de Ciencias SocialesDocument17 pagesTarea 3 de Seminario de Ciencias SocialescatherineNo ratings yet
- Colegio Matrisa GraDocument3 pagesColegio Matrisa GraGregory De La RosaNo ratings yet
- Clase 4Document25 pagesClase 4Freddy MartinezNo ratings yet
- IO 50 lecciones casos rarosDocument2 pagesIO 50 lecciones casos rarosjunior lopezNo ratings yet
- Ups CT008875Document441 pagesUps CT008875William RaicoNo ratings yet
- Como Produce Energia AlimentosDocument8 pagesComo Produce Energia AlimentosRosa TitoNo ratings yet
- Datos Del Estudio de Mecanica de SuelosDocument58 pagesDatos Del Estudio de Mecanica de Suelosaldo15No ratings yet
- Taller 3 SuelosDocument6 pagesTaller 3 SuelosOmarHCNo ratings yet
- Casa Osambela U Oquendo-CC Inca Garcilazo PDFDocument61 pagesCasa Osambela U Oquendo-CC Inca Garcilazo PDFBruno Leonardo CaceresNo ratings yet
- A4 Taller de Controles Exixtenciales - 4491Document7 pagesA4 Taller de Controles Exixtenciales - 4491milena alapeNo ratings yet
- Salud Mental y Discapacidad Auditiva La Lengua de Señas y Otras Estrategias de Atención Utilizadas Por Psicólogos en Terapia Con Pacientes Con Discapacidad AuditivaDocument32 pagesSalud Mental y Discapacidad Auditiva La Lengua de Señas y Otras Estrategias de Atención Utilizadas Por Psicólogos en Terapia Con Pacientes Con Discapacidad AuditivaConsuelo Torrealba ArriolaNo ratings yet
- Informe de LaboratorioDocument5 pagesInforme de LaboratorioRodner Gutierrez SanchezNo ratings yet
- 02 65 ORIGINAL Mensaje de Navidad 1969 1970Document150 pages02 65 ORIGINAL Mensaje de Navidad 1969 1970julian2013No ratings yet
- Cuantía mínima en losas, hipótesis de vigas y diferencias entre vigas de equilibrio y arriostreDocument4 pagesCuantía mínima en losas, hipótesis de vigas y diferencias entre vigas de equilibrio y arriostreIsrael Guzman Meneses100% (1)
- Cuadro Proyecto 1Document2 pagesCuadro Proyecto 1Emely Alarcon AdrianzenNo ratings yet
- Microeconomia PDFDocument14 pagesMicroeconomia PDF08daniosorio08No ratings yet