Professional Documents
Culture Documents
Kellogs
Uploaded by
Madhu YadavOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Kellogs
Uploaded by
Madhu YadavCopyright:
Available Formats
DATE
THE M. W. KELLOGG COMPANY
SUBJECT
4000
JUL 92
DESIGN MANUAL. - PIPING MECHANICAL
3 OF 9
PAGE
II. CATEGORIES OF PIPING Category I Pipe Lines falling into this category are t~ be brought specifically to the attention of the Chief Piping Mechanical Engineer. The level of investigation will be established on an individual case basis. Obviously this review is to be done very early in the project and prior to any formal analysis or the establishment of any support philosophy. 1. 2. 3. 4. 5. 6. Lines in high pressure service where the pressure is in excess of that allowed by ANSI 816.5 Class 2500 rating for the specified design temperature and pressure. Lines in high temperatures service where the design metal temperature exceeds 10000F. Large diameter pipe where the pipe diameter exceeds 48 inches. Lines designed for greater than 22,000 cycles.
Li nes in Category "Milfluid servi ce (per ASME/ ANSI
831.3)
Lines in Category II which, in the judgment of the analyst, should have analysis in excess of those required for Category II. Systems as noted: a. b. Ethylene transfer piping LNG piping
7.
Category II Pipe A) Lines in this category require mandatory computer analyses. Load sensitive Equipment 1. Lines connected to reciprocating pumps and compressors, centrifugal compressors, and turbines whose normal operating temperature exceeds 2500F and are 3 diameter or larger.
11
2.
Lines connected to pumps and .....
DATE
THE M. W. KELLOGG COMPANY
SUBJECT
4000
JUL 92
DESIGN MANUAL ..PIPING MECHANICAL
4 OF 9
PAGE
a. b. c.
are 411 or larger and norma lly operate at 3000F or more. are 12" or 1 arger and nonna lly operate at 2500F or more. lines one site or larger than equipment notzle and normally operate at 2500F Or higher.
3. Air-cooler piping. B) Stress Sensitive Equipment 1. lines connected to ASME Section VIII Division 2 vessels. 2. 3. lines connected to fire heaters or furnaces. lines connected to aluminum equipment.
4. All lines designated as Category II in Figure 1. Category III Pipe lines in this category require mandatory investigation; however, the analysis can be done by any of the recognized approximate methods such as guided cantilever, Kellogg or Grinnell or Tube Turns charts, etc. Documentation is required. All boiler code piping, power plant piping. All yard piping where line size is 611 and larger. All lines designated as Category III in Figure 1. Category IV All lines designated as Category IV in Figure 1. lines in this category can be analyzed by visual inspection or approximate methods.
DATE
THE M. W. KELLOGG
COMPANY
SUBJECT
4000
PAGE
JUL 92
DESIGN MANUAL - PIPING MECHANICAL
5 OF 9
FIGURE 1
U P & T E 6000 CATEGORY II PIPE
5000 P E R 4000 r A T U 3000 R E 2000 E G 1000 R E E -500 F -2000
D
CATEGORY III PIPE
I
CATEGORY IV PIPE
.
I
I I
CATEGORY II PIPE
I I I I
2"
4"
6"
8"
10"
12" 14"
16"
18"
20"&UP
PIPE SIZE
DATE
THE M. W. KELLOGG COMPANY
SUBJECT
4000
JUL 92
DESIGN MANUAL - PIPING MECHANICAL
6 OF 9
PAGE
III.
EXTENT OF COMPUTER ANALYSIS General: 1. 2. 3. Run thermal only Run weight at rotating or sensitive equipment for spring sizing only.
00 not run unless specific case warrants and with job
leader's con~ent:
b. Wind.
a. Combined weight and thermal.
c. Multi Temperature cases, piCk the most extreme. d. Lines in yard for loop sizing or anchor loads. Runs including these items are strongly discouraged: e. Pressure. f. Code compliance. g. Systems with expansion Joints. 4. For computer analysis, minimize the extent of the piping system to be analyzed. This can be done by using restraints to divide the system into parts of various degrees of flexibility; and then analyze only the parts with clear flexibility problems. For example, for lines connected to load sensitive equipment, see if it is possible to analyze only the part of the system in the vicinity of the equipment with the rest of the system isolated by restraints or clear visible flexibility.
Pressure Stress: Corrosion Allowable: Manufacturers Under Tolerance: Corrosion allowance and manufacturers under tolerance are used by Systems Engineering Group to determine the wall thickness and to construct the piping specifications. Code compliance for sustained longitudinal stress using the net minimum wall thickness is accomplished through the combination of that analysis and limiting the support spans. Limiting the support spans in accordance with Kellogg standards ensure that the sustained longitudinal stresses are within the code allowable stress and separate calculations for verification are not performed. Neither the corrosion allowance nor the manufacturers under tolerance are to be included in the thermal expansion stress calculation.
DATE
THE M. W. KELLOGG COMPANY
SUBJECT
4000
PAGE
JUL 92
DESIGN MANUAl-
PIPING MECHANICAL
9 OF 9
Calculations Print-outs shall be on 8-1/2" by 11" papers. V. SIMFLEXANALYSIS/CODE REQUIREMENTS
Stress Intensification Factor o In accordance with the requirements for piping designed to ASME/ANSr 831.3. Stress intensification factors are to be used when calculating longitudinal bending stresses due to fatigue type loading. They are not to be used when analyzing ductile material for steady state stresses such as pressure and/or weight. Stress intensification factors are used for steady state stress when designing systems in accordance with ASME/AN$I 831.1. 831.1 requires 75% of the intensification factor be used for steady state stress. Simflex will automatically use 75% of the code stress intensification factor when calculating stresses for a weight case. It will also use 100% of the code stress intensification factor when a thermal plus weight case is specified. The first can be overridden for sustained loads by specifying "WS1F=0" in the "option" line. There is no provision to override the intensification factor in the weight plus thermal case. Unacceptable stresses due to sustained loads should be reviewed to see if reduction due to an unnecessary use of the stress intensification factor would bring the stresses to an acceptable level. Reaction Loads Reaction loads are calculated by Simflex based on the cold modulus of elasticity. These values, when checking rotating equipment nozzle loads, should be reduced by the appropriate ratio of hot modulus to cold modulus; if this would bring the loads within the allowable.
DATE
THE M. W. KELLOGG COMPANY
SUBJECT
APP. C
PAGE:
NOVas
DESIGN MANUAL· PIPING MECHANICAL
1 OF 10
DEFINITION OF TERMS
Ac:oustic:AI1alog: An .. electricsimulation or thep~essure pulses in a piping system which are generated by a reciprocating compressor or pump. Air Cooler: This is an air heat exchanger sometimes referred to as a tlFinFan". They are sometimes located at grade but very often they are located above the pipe rack on extended pipe rack or columns. Anchor: A.rlgld.restraint which permits neither. translatory nor rotational displacement of a pipe in any of the three reference.axes. Usually employed for purposes of restraint,· support, or brace. Area: ~vision made to enclose related processes and functions within a plant. It is a physical portion of the plot plan and its boundaries are shown on the "Planni~g Plot Plan", Baffle: An obstructing device, such as a wall or screen, used to hold back or turn aside the flow of liquids, gases, etc. Battery Limi t: The boundary or interface between process and off-sites. Bellows: THe flexible element of an Expansion Joint, consisting of one or more corrugations and the end tangents, if any. Blind or. Blind Flange: A flange which does not allow flow past it. Branch: A plpe which intersects the main run of pipe. diameter than the main run. It is often of smaller
Branch Connection: THe junction of a branch with a header or main run pipe. This is found on the border line (area match line) of a drawing area and means: ~ontinued Qn Qrawing number xx-xx.
C.O.D. xx-xx:
DATE
THE M. W. KELLOGG COMPANY
SUBJECT
APP. C
PAGE
NOV 88
DESIGN MANUAL· PIPING MECHANICAL
Xx
2 OF 10
This means tHat the centerline of pipe ;s at elevation XXXl_XX'I. Cat Cracker: Term fora fluid cata lytiC cracking unit (FCCY> , which takes. heavy hydrocarbon molecules and.breaks (cracks) them in the presence of a catalyst into smaller molecules. Clevis.: AIIU" shaped piece with holes at each end ..f the "U". o rod to a plate. See Pipe Support Attachments. Used to connect a
~ .. lo . XXx f
i ...
iI
Clip: An attachment which is welded to a vessel to which other attachments or supports are bOlted.
~~p.
Coefficient of Expansion: . . The amount Of growtH per unit of length of a material due to a temperature
Cold Box: ~~n::;~i~gt~g~a !~~i~:!~~n(~~~~;~ :~~~:~g:~s(~~~a~1~e~u~g~dth!t~e~5~tion heat gain. of
Cold Springing: Synonymous with"pre-stressing" pipebychanging the overal.l length of the pipe from the nominal length to reduce anchor forces and moments caused by thermal expansion. Constant ..Effort Support: A support wHich ;s capable of applying a relatively constant force at any displacement within its useful operating range (example: constant springs or counterweights). . Corrugation: THe smallest flexible unit of a bellows. the total movement of a bellows is proportional to the number of corrugation. Cradle: A support which is contoured to the underside of a pipe. saddle. See Pipe Support Attachments. Also called a
oampin9: THe re~uction of the amplitude of deflections due to vibration or pressure pulses through the action of friction forces.
DATE
THE M. W. KELLOGG COMPANY
SUBJECT
APP. C
PAGE
HOVas
DESIGN MANUAL· PIPING MECHANICAL
4 OF 10
Drum: small pressure vessel. Ears: Sin~le welded lugs on pipe to fatil iUte handl ing, lifting, etc. Support Attachments. See Pipe
Elbow: A fitting in a piping system attathedtothepipe (welded, screwed, soldered, etc.) to facilitate change in direction. See Pipe Support Attachments. Elevat;ph: 1. The.height.above some reference. 2. Same as the side view on a drawing.
This means that the bottom of pipe is at elevation xxx'-xx".
Egualiz;ngRings: Devices used on some Expansion Joints which fit snugly in the roots of the corrugations. The primary purpose of these devices is to reinforce the bellOWS against internal pressure. E~Uipment: T~e general term for a machine or device which serves some process function. Ex~ansion Joint: A ~evice containing one or mOre bellows used to absorb dimensional changes, such as those caused by thermal expansion or contraction of a pipe line, duct, or vessel. Flange: A pipe fitting used to bolt two items together. FleXibilitf: The genera term used to describe the allowance made to enable piping to expand or contract under temperature changes without inducing excessive stress. Flexibility Factor: The ratio of the increased deflection due to ovalization to that predicted by conventional beam theory. Used to determine the actual bending stresses in curved pipes.
El •.xxx '... xx":
DATE
THE M. W. KELLOGG COMPANY
SUBJECT
APP. C
PAGE
NOV 88
DESIGN MANUAL· PIPING MECHANICAL
5 OF 10
Flexibility Temperature: The temperature used. in making thermal expansion stress calculations. called "flex temperature".
Also
Foundation: The supporting concrete base for a wall, building, piece of equipment, etc. Gasket: A plece of deformable material placed between flanges to make a jOint leakproof. Grade: ~evel of the ground (which is considered to be elevation 100-0" for standard Kellogg jobs.) Guides: Mechanical restraints used to control lateral movement of the piping in one or two directions, but does not provide complete fixation. Hanger: Any member or mechanism that carries the pipe in tension connecting the pipe support attachment to a supporting member above. Header: A plpe that distributes or collects flow from two or more branch pipes. Hydrostatic Test: Pressure test prior to initial operation with liquid to assure leak tightness. Internals: All pans, baffles, deflectors, pipes, nozzles, etc. which are included inside a vessel. Invert Elevation: This is used normally on underground pipe and refers to the bottom inside of the pipe. lateral: A branch connection where the secondary connection leaves the main pipe at an angle other than 900• lug: An ear like projection welded to a pipe or vessel by which some device is held or supported. See Pipe Support Attachments.
DATE
THe M. W. KELLOGG COMPANY
SUBJECT
APP. C
PAGE
NOV 88
DESIGN MANUAL .. PIPING MECHANICAL
6 OF 10
Thls
is Pump Out and refers t~.1ines and collector. llnes in a closed system that are-used-to evacuate drums, tanks and towers and transfer the material to some storage or disposal area.
P.O. :
This means foint Qf !UPport. Pad:
Same as reinforcing pad.
P.O.S .. :
Pipe Jtack: A major pipe support structure.that may have one or more levels with pipe entering and leaving at intermediate ..evels •.This is used to carry a large l group of straight pipes. This is sometimes referred to as Pipe Alley, Rack, Pipe way Dr Yard. Pipe Span: .' The distance between adjacent Supports on a run of pipe. PipeSup~ort: A genera term referring to an entire assembly which transmits the piping reactions to a suitable fOUndation. Pipe Support Attachment: Any lug, trunnion, sHoe, clamp or other device attached to pipe by weldlng or bolting, which transfers the reactions from the piping to a supporting member. P'P'elies of pipe, fittings, flanges, bolting, gaskets, valves, and other components, or the;rpressure-containing parts, used to convey, distribute, mix, separate, discharge, meter, control, or snub fluid flows~ Piping includespipe-suppor~ing elements, but does not inclu~e support structures such as building frames, bents, foundations, or equipment. . Piping.Components: Mechanical elements. suitable for joining or assembly into pressure tight fluid-containing piping systems. Components include pipe, tubing, fittings, flanges, gaskets, bolts, valves, and devices such as expansion joints, flexible joints, pressure hose, traps, strainers, and separators. Pipinq System: A piplng installation, or a portion of a piping installation for which a single set of design conditions apply.
DATE
THE M. W. KeLLOGG COMPANY
SUBJECT
APP. C
PAGE
NOV 88
DESIGN MANUAL· PIPING MECHANICAL
1 OF 10
Plan Viewot'Plan: Same as the top view. Planning:. ... .... '. .'.. .. The detailed development and definition.ofthe designt~nfigutationoT the facilities to be engineered, outlining scope of work and design conditions. Plann i1'19" Layout Draw; n9: The.initial study of areas in a plant, showing the location of major equipment and vessels. Plug .. Valve: A cone shaped valve used in an "Orthoflowi'catcratket to control the flow of catalyst. This is a high temperature errosive service. See slide valve. Pneumatic Testing: . A test prior to operation, where the installed piping is filled with pressurized air to assure tightness and absence of leaks. Pot: A pressure vessel smaller than a vessel or drum. Pressure Vessel: A large container for which the inside pressure is significantly different from atmospheric.
(~~!~~
Process: The general term referring to the actual steps or operation involved in ~:~e~~~i~~~d~~;t!nd~S~~:~f,a!t~~~osed to the support functions
Process Release: The release of the detailed description of flow for the process units to General Engineering. Production: The actual engineering of a job. See Planning. Pulse Bottles or Pulse Dam~enets: Devices used to suppress t~e pressure pulses caused by reciprocating compressors. There are two basic types: Volume bottles and Pi filters. Reducer: A transition piece between two end-to-end connected pipes of different diameters.
DATE .
THE M. W. KELLOGG COMPANY
SUBJEct
APP. C
PAGE
NOVas
DESIGN MANUAL - PIPING MECHANICAL
8 OF 10
Reinforcing .Pad.or.Reinfotcement: Materi.al.addedto increase the pressure strength in a branch .connection. It forms a ring around the branch and is welded to the pipe and branch. Reinforcing Rings: See Equalizing Rings. ReSi 1i ent Sup~ort: Supports whic~ hold weight but permit some pipe movement. usually spring supports. . These are
Resonance: The phenomenom of a piping (or other) system responding to 8nexcitation .at a frequency at or near the natural frequency of the system. The response to even a small impulse at the resonant frequency is greatly amplified. Restraint: Any device which prevents, resists or limits the free movement of the piping. Saddle: . See cradle. Sensitive Equipment: An item due to its construction or material is limited to a lower allowable stress than that of the pipe, Le., pumps, turbines, ejectors, air coolers, etc. Shim: ~eel block used to fill the gap between the pipe or pipe support and the support upon which the pipe rests. S1ide .Valve: A catalyst control valve. used in many cat crackers. The control element is gate shaped and in a high temperature, errosive service. Similar in function to a plug valve. Sliding Support: A device providing support from beneath the piping, but offering no resistance other than friction to horizontal motion.
ill.ruI.:
AlDind which circles a pipe used for support. Attachments.
See Pipe Support
DATE
THE M. W. KELLOGG COMPANY
SUBJEct
APP. C
PAGE
NOV 88
DESIGN MANUAL· PIPING MECHANICAL
9 OF 10
~~f~df;laBH:~~ yard bents.
in a pipe rack running parallel to the pipe and connecting
Stearn.Out: The condition when the pipe or vessel is filled with stearn as a purge medium. St/: .....ice.which petmitsrotation v in at least one direction. but prevents translatory movement of a pipe .
Stress: . The action of Iead on a unit area, i.e., pounds per square inch ( or pounds per square foot), expressed as bending, tension, compression etc. S
Ii
A .. Area (sq. inch)
S Unit stress (pounds per sq. inch) M • Moment (inch-pounds) Z • Section modulus (in3)
Ii
P • Load ( pounds)
unit stress (pounds pet sq. inch)
BENDING
S .. M
Supeort: A plpe restraint usually used to carry weight. Supporting Member: Anystructur~l shape or pipe which is used to transmit the piping reaction into the foundation. Support Steel: The structural steel located-throughout pipe and equipment. T.O.S.: This means Top of Steel. Tangent: The straight uncorrugated portions at the ends of the bellows on an expansion joint. Tangent Line: The llne of intersection between the curved head and the cyl indrical sides of a vessel. the plant which is used to support
,.___.....". .. -:-._- ........... ._..'a._........ *.t*_#
oyo.;
-..-.-
...............
...... ..... ·,
c .-.. ·j..,....e;:f·.-.~·<;\,~j4I111'1R·}._!'!!I!!I'.i' ...
III HAND FLEXIBiliTY
METHOD;-~~· . .
_
~····4.·.,...,.,¥._, '~.~.4.,Q.O;",",,""_.~'."''--''''''_'''''''''''''''''''''''''''''__
PAGE 16
A. MIN 1 DUE TO STRESS EQUATION
f~; .=-::=J:... =-........- j~
M=PJ => P=r
I
6-
8·=.J!l =
3El
M1 3EI.-
--
-7"". __ .-
---
•••••
-..
zz.r
M= ~_~_I cr~T) l (
S
12
(S.I.)MC _ (S.I.)3E(a~T)lC 1-2
12 = (SJ.)3E( al1TllC
.8
C=Jl 2
~.. 12= (_SJ.)3Ea Oil AI .28
lET E=27.9xl06
~. 0-
FOR S"" STANDARD WALL HEADER 8.1.=4.95
II'
FOR C.S. AT 2000 THE AVERAGE a=6.23)t1~-·~
___ ... _ _................. ..__r......
d¢ •.
_a. .....
,""_--...........
eS71.ISl7-U __
.#_-'6-
._ ..,..:.~....,.._ ..........
• I.--'
I _
(. I
iii
TO KEEP THE STRESS BELOW 20000
·
f
PAGE 17
(min ...)-
. ('i2 _ 3 (27 .9xlO& )(6.23x1o-6)
2.(20.000)(12)
.
," .
"-:"'
'
"
~'
DlT.(~:I.). .
..
,)
(mini? )=0.0011 {S.I.JOl T
.
I .
(min12 )=0.0054 Ol T
0= ACTUAL 0.0. OF BEN:DING lEG IN ·INCHES.
l= LENGTH OF PIPE WHOSE EXPANSION IS BEING ABSORBED IN FEET. • ,T= To -70= CHANGE IN TEMPERATURE OF PIPE WHOSE EXPANSION . . IS BEING ABSORBED IN DEGREES FAHERENHEIT.
."
.,
',0, •
.',
CS7I-D507-15
'.-
:...
"
..~;.-..
....
:c
,.
8. MIN
S
of
L= --
1 DUE TO FORCE EQUAtiON r l..........._,_-------tp
.-
.-,;_,,".
.~. -
...
.~
PAGE 18
_------
....
. E=27.9xlOI AVE
Q
=6.23)(10-1
FOR C.S. AT 200°F
-FOR 14'· STD WALL PIPE 1==313
a LIMIT
[mln
P TO P S 2000ib_
13=/ 3 (21.
~;1~6:J ~.~
:xl0~&) In
."(min 13)=O.0018ITl
(miI113)=O.68TL
. WHERE 1= MOME~JT OF INERTIA OF BENOING lEG IN INCHES' . T=TD-70~ CHANGEIN TEMPERATURE OF PIPE WHOSE EXPANS·ION IS BE ING ABSORBED IN DEGREES FAHRENHEIT. AND l= LENGTH OF PIPE WHOSE EXPANSION IS BEING ABSORBED IN FEET.
i~
CS71-05~7 -11
"
•••
••
O.
OM
......
"_
•••
"
••
r •.•
' .••••
~ ••••
.• '
.' .:_...
••
PAGE 19
rt/· FORCES FROM CANTILEVER FORCE CHART.
! ~
I~. f~
~~------____,
6
I....................... _...___,,__ ........ l--------.4P
------------1
_j
"':>
,-
=pi
3EI
. - -.-.
13",3EI &
P~:~.~:.~ -~'.'. _ .-.:~~~.:_~.=~~:._.-'>;.~,.. ..-.:_.:---
____ .____._ _
r= c: r.
,-._
,'!
I
P=10001b FOR C.S.· E=27.9xl06
6, =0.05, 0.10, 0.20, ... FOR 2" SCH 40 1=0.666
_.
l' ",3(27~9x106HO.66~nO.051 "'161
1000(1728)
.
.-I·
I _
1.=1.17ft.
FOR 0 =0.05"
.'
....
i_
FOR 3" SCH40 1=3.02 = 3(27.9x106)(3.02)(2:0) =292 6
1000(1728)
...
.. .
_.
1 =6.64ft
- ....:.::4.~""'l ............ .....'!LI'J
FOR 8 =2"
CS1'-0S01-U
----~----,~----------~~----~----/.
..
: PAGE 28
o.
STRESS FROM CANTILEVER STRESS CHART•
........,_1 .................................. P
- .-.
M=Pl
8=
--.
_j 3
21
S~~~~I
'. I
c
PI,' .... )Z .. 2Sg2 M
3EI = 3El = 3EO
-,~~:-
- .... ~~:.:
_.
-.-~
= 3EIlo . 2S
S=10.000 E=27.9xl0·
8 =0.05. 0.10, 0.15......
to
._-
".
FOR 2"
0=2.375" .2(10,000)(144) ..
l" 3(n~~,06H2.375){O.05) =345
1 =1.86ft
FOR 0.05" 6
r
l.FOR 3".
0=3.5"
12 = 3(27.9)(106)(3.5)(2.0)
2(10.000)(144)
=203 44 .. .
1 =14.26ft
FOR 0 =2"
______ _,___ .......... 0----
CS7l-lSlJ-1I
,----_._-
4.
3-
SAACSi?Wk.
Sf
". 4. ..( .4
..,...;'
i \]4£4_.
_ ..
~4ll
,_
it
.4t
SPAN CHARTS 1. . UNIFORM LOADS
PAGE 21
r1
A
L C:X--,l
1111111
WEIGHT W=
fOOt -
•
. _2
2
MIUXI:12
wl.2
(AT A ANDII
6,= ----24EI
wx2
(l-X)-__ ... ..
:: w1 0
21 .
2
';':-,~'.'~:....
~=Mc = MD :::w1 u ~ I . 21 241
(WITH UNITS CORRECTION
fACTOR
12)
. ,
,../
12 =
6 =6
I
21S. WD
lAX
(WITH UNITS CORRECTIONFACTOA
1112)
= W1 --= 4.50W1
384EI EI
(WITH UNITS CORRECTION fACTOR Inl)
14 = 3MAX EI
·4.5W
(WITH UfUTS. CORRECTION
FACTOR 11021)
I'-i.
. 12 = (3.00xl0· H
WD
\
MAXIMUM SPAN DUE TO STRESS LET S 5. 15000psi
·3=----
(4.05xl01 )1 EWD2
b. MAXIMUM SPAN DUE TO DEFLECTION LET 6=lin
"--~
14=4.5W
.s.
&
s=(i
4~4
'li"
I: CONCENTRATED
LOADS
PAGE 22
MMAX=}.2
·2
Pa b··
22
(WHEN a>
bl
2
.
-_', ',.:
. . - __
.
_.. •
..
.
.
'~"
:,:.>--'.:... ~. ".
M =M ~M
T U
= W.e
12
+ Pa b 12
r ........
. s=
-- M 0
T
21
RAT =R,U +RAC
RaT =Rsu +Rsc
CS7.-0S07 -%0
~--~--~------------~.~~~. -----~~
5.2
THERMAL EXPANSION LOOP SIZING
For long pipe tun with total thermal expansion from 6" to 12" (usually on pipe rack), it is recommended to use expansion loop. To size the expansion loop, first find the total thermal growth by multiplying the thermal expansion coefficient for a given temperature and the pipe material (from chart on page) to total length between anchors, then enter that number on the expansion loop sizing chart, from bottom (as shown on page) move up to curve representing the given pipe diameter and turn left to find the loop length h. Loop width W must be at least half of the loop length. It is good practice to use elevated loop versus flat, since two more elbows (flexible elements) will be added to piping. Place loop approximately in the middle of the pipe run between anchors. The first guides on each side of the loop should be located as recommended below.
Where:
L = Total length between anchors (ft) W~h/2 (ft) h = Loop length (ft) W = Loop width (ft) A = Distance to first anchor (ft) A = 20 ft for pipe sizes 3" to 20" A = 45 ft for pipe sizes above 20
22
This is the Proprietary Information of Brown & Root Energy Services A Division of Kellogg Brown & Root, Inc. This Document and its Contents May Not be Used or Copied Without the Expressed Approval of Kellogg Brown & Root Inc.
Expansion Loop Sizing Chart
I
I
~-4-+I-+I~~~4-+I-+~~~~I-+I-+~-r~+-+-~~-bV~NPS42
50.0
::::=:=:=:=::::=:=:=:=:1I
:::=:=++i=:=::=:I./"'=:V=:=:= /~ ~
l
NPS 36
NPS4 NPS 3
10.0
~~~/
VV~:'J.-~
1 I'
I
i'
I I
I
I
I '
I
!
i
lWI .... r'rl
v/f'
~
VA/'"
I I
I
I
I i II iII
I
II
I
e = Total Expansion Between Anchors (in)
This is the Proprietary Information of Brown & Root Energy Services A Division of Kellogg Brown & Root, Inc. This Document and its Contents May Not be Used or Copied Without the Expressed Approval of Kellogg Brown & Root Inc.
APPROXIMATE WEIGHT LOAD
Pullman Kellogg
V1. A.312
PM-P&P
P.3
6000
support
Load
s
5000
-=-S~~~:r ~
~-SO t
~-
1.0'
~O'
4000
PIPE SIZE
WT. OF 20' 3" IN'StJL. 1051/ 1201/ 15011 1901/ 220/1
SUPPORT LOAD (LBS)
6" 8" 10"
311 4"
3000
2000
t
zo'
SUPPORT LOAD
20'
1000
o
3" NOMINAL PIPE SIZE
4"
6"
8"
10"
APPROX1MATE UEtGHT LOAD
Pullman Kellogg
PM-P&P
V!. A,312
18000
1I NON~CRtTtCAt
WT. tOADS
P. 4
16000
SUPPORT LOAD
20'
14000
FIPE
12000 SUPPORT LOAD (LBS)
(
SIZE
12"
wt. OF 20'
3" INSut.. 250" 260" 290" 3~0" 350" 420"
14 16"
18"
20" 24"
10000
8000
6000
20'
4000
tt
SUPPORT LOAD
20'
~/
I
~ ~
2000
12"
14" PIPE SIZE
16"
18"
20"
I 24"
NOMINAL
SUBJECT
DATE
THE M. W. KELLOGG COMPANY
3110 1 of 6
PAGE
03 JUN 88
DESIGN MANUAL· PIPING MECHANICAL
BASIC DATAFOR PIPE SPANCALCULATIONS
The requi rements for calcul ating the maximum pipe support spae.ing (pipe span) are as follows. Note that spans. sho"ld be eel culated separately for deflection and stress. The shorter of the two; is the maximum allowable span. 1. Determine the total the sum of: a. b. c. 2. 3. unit weight (W) in pounds per foot. thtckness) Th; s ; s
Pi pe wei ght (based on non-corroded Weight of water Weight of insulation
Determine values of moment of inertia (1) in inches and. section modulus (Z) in inches based on the corroded. thickness of the pipe. The allowable tensile. stress used in making weight calculations should be taken as 1/2 of the allowable hot stress (Sh) in PSI as given in ASHE/ANSIB31.3 (code for pressure. pip.i.ng) for the material and temperature indicated. This allows for a pipe internal pressure (which g.ives a hoop stress of Sh) and a longitudinal stress of 1I2(Sh.). The allowable span (L) in feet formu 1a below: l• based on stress.
t'f\ .: ~3'
luLL
~, M _f·'l.~!..VL. .=- ~t.. "Z.
2- wL'"L
4.
is obtained.
t..._j
;.t5ih ] • j2,."
,.. _ ;;'11s:
from the L6
/,
Sh Z
2.4W
,> o S SH
TV)
'='
:;~
7..
'I....
\.:~~ CH
\~"
i.0l2..
This stress equation is based on2a semi-restrained with end moments equal to O.lOWl • 5. 6. Determine the modulus of elastic.ity destgn temperature.
continuouS) .
D'ea:n!"
X 2UJ
;;;
'L."
at
(Eh) for the ptpe material
The a.llowable span el) in feet based. on deflection the fonnul a below. The nonnal 1 imTt of de.fleet.ion approximately 5/8" for lines inside battery 1imits 1 ines outside battery limits. 4 l.~
is. obta .. ined from (d) ; n inches is and 1-1/2" fo.r
SUBJECT DATE
THE M. W. KELLOGG COMPANY
3110 2 of 6
PAGE
03 JUN 88
DESIGN MANUAL· PIPING MECHANICAL
7.
An important reason for limiting. deflection is to make the pipe sti ff enough, i.e. of high enough natural frequency; to avoid 1arge amp tude response by any sli ght perturbing force. For the. a.verage li pipe a natural frequency (Fn) of 4 cycles per second should be used. The formula for the relationship. between ptpe deflection natural frequency (Fn) is as follows·: Fn • 3.13 or d· ~ (Fn)2.
(d) and
8.
{d
By substituting Fn .. 4 CPS.in the above equation, d = 0.61, which is approximately the deflection limit stated in Item 6. (For lines inside battery limits). I~U-t. 9. The allowable load per linear 1F) that. a pipe can. w.ithstand to prevent flattening., is calculated as follows: F • 0.8058 Sht ~ where, t • Corroded wall thickness of pipe in inches D .. Ou.tside di ameter of pipe in inches Sh .. Hot allowable stress of the pipe in pounds per square inch
~b ~ t· ( 7 ~ (_ r?J
.\
t I·r
KG·0195 (04·95) PAGE __
PROJECT NO. FOR: LOCATION: SUBJECT:
tV) - 00(0 I_
OF
_--=r;,=-2::....;:;.~_J'_~-f9~J:.__
--::-C.;_F_I.-:-'I---:--::i)oA/"ILD
z..
NO.
(fJ
0 30ArJGCft:.
DATE BY CHECK REVIEW APPROVE
0
(j)
S.O.
-:-:-
SOA/VILLE
-:----:-c-:-__:_-} LouISIAHA.
s UJ
a:
LINE
UAIII-IOOI l,f
'/
WGAR..
FADS
"
jl
J)/A1:::
THJ<...
.5 10
5(
O.
Me
In) .
-304
L
r!:. ~
(O. In
2,
;c
0.875) - 0.04
O./25
II?
srec .
MA,'L: S.C::>:
u /3
55, Er-w_, .rf ..358
CL
[;=0.8'5
/.,33
/7H1< ~ NONe:
C1 ~
)) T=
=:
0.04//0
JS/NG
~c/NF
FAD
THI«= O./J"J"
])r
So ~JI~
10700
51....::
.5f'AN:-
20
r«
+
/05.7 x/. 20 =3G
wt .::..02!..3~ /
VL. -= leo. II
I(
31.:'
/b
31(0)
/6'0.
1/
10/;:-6.
02 . .3
Ft..ATTENING
(~C/8JG'CT
e« t.
I YD
6'""SS
/b
117
VL = 3~O;r":-
7,
5/4.<0
514.,< 55';7
ok I
58:- /. /7
'=
(R..) 0.5 f
1.5 I.S
f=
Si!3!:
~----~==~===== V (0.12
7"
-I-
r
"
.!J"I(
5 .... . /&2) O
0. .5
3602.3/ = / 9.52.
37? 4
/~
''7
/.17
3]3.4-
5/
1.5
7)
_-=
7584 .7t:;,
(0.125
+ ~./fr!l)
KG·0195 (04·95) PAGE __
FOR:
+
PROJECT NO.
NO.
"2... __
0F
--,2.=--_
_ _ _ _
(j)
DATE BY CHECK REVIEW APPROVE
z 0
:3 S€I'
'7(;,.
iii
7.0
LOCATION: SUBJECT
s LU
a:
f3t ::
5;"
FR..
- o.
'1
4-
r
x
i.-c.
50.>< 0./25
(0.4=
50) =
//1r;,4
3580
pJ.<..
5T:
7584-
+ 3S.g0
?k
( I~
700
/:>t.<..
3.
oS
re.EJS
=
(f o
)(
Z
v=I
.3J / 0 ) .
Y s"'L
'2 x
'2.41AJ
7:-
'2.4 2
><
20';! x
2.4
£lo. /1
::
..3726
r~
0.1:::
4G.4
St_EEpcR.
IV)
IN
IAJlD5.
7/1.
F~~om:
To:
HOCCOl: : RUMBARGER
HOCC01: :HUMPHREYS
22-JUL-1993
14:48:17.48
CC: Subj:
TRUONGQU,RUMBARGER RE: DESIGN MANUAL - SUBJECT 3110
WELL, ITS BEEN A LONG TIME. THE SPANS YOU CALCULATED ARE, AS YOU POINT OUT, UNREALISTIC. IF YOU HAVE 30 INCH PIPE AND 36 INCH PIPE WITH .375 WALL IN H20 SERVICE YOU SHOULD USE A .375 PAD. IF YARD SPACING IS 20 FEET THEN A PAD SHOULD BE PLACED EACH 20 FEET. IF THIS CREATES A PROBLEM THEN 40 FOOT SPANS COULD BE CHECKED. USE THE EQUATION IN SECTION 3810 TO CHECK BEARING. STRESSES. THE LENGTH OF LOAD DISTRIBUTION IS CRITICAL AND I WOULD USE AT' LEAST THE lENGTH OF THE SUPPORT PLUS 2XTHE SQ ROOT OF (RT). YOU COULD ALSO JUSTIFY SOM ADDITIONAL LENGTH IF NEED BE. BUCKLING SHOULD BE CHECKED USING ROARK'S SED PAGE 231 CASE 13 WITH AN EQUIVILENT W EQUAL TO THE TOTAL WEIGHT OF THE SPAN. IF THIS IS NOT CLEAR GIVE ME A CALL.
SUBJECT [lATE
THE M. W. KELLOGG COMPANY
3110
PAGE
03 JUN 88
DESIGN MANUAl.. • PIPING MECHANICAl..
3 of 6
TABLE OF BASIC SPANS AND UNfIT LINE WEIGHTS WITHIN BATTERY LIMITS
:z::
4(
o
t..l
o~
o·
=
CI')
o co
z:
I CI
=
..l I LAJ
Q.
0-
SUBJECT
DATE
THE M. W. KELLOGG COMPANY
3110 4 of 6
PAGE
03 JUN 88
DESIGN MANUAL - PIPING MECHANICAL
Spans 1 imited by stress (aJ1 others limited by deflection). Pipe walls require reinforcing at point of support bearing in accordance with subject 7500.
GENERAL APPLICATION:
1. Spans shall be considered basic and represent the value "L". 2.
The actual working spans shall be a function of "L" as indicated on the Htypical piping diagrams" shown in subject 3140. Unit line weights shan be used in conjunction with the ··we.ight tab 1es·· in append ix A for the purpose of determi.ning.support loadings.
GENERAL NOTES: Hydrostatic Testing - Spans are adequate without the addition of auxiliary supports for lines on shoes. For bare p.ipe lines see subject 7500. Pulsating Lines - Spans shall not be used. BASIC CONDITIONS: Material - Spans shall be used for all pipe material of equivalent or higher tensile strength than carbon steel - ASTM A-53 - ASTMA-I06 - API-5L GR. HAil. Insulation Weight - In accordance with the "weight tables·· in appendix A. Pressure - In accordance with M.W.K. design practice. Temperature (OF) - As indicated. (Maximum - 7500F)
-,
(Refer to subject 3400)
Corrosion Allowance - As indicated. Spans shall be used for Hnes of equivalent or smaller corrosion anowance than those specified in the table. Deflection - Based on (5/8·· max.)
SUBJECT DATE
THE M. W. KELLOGG COMPANY
3110
03 JUN 88
DESIGN MANUAL· PIPING MECHANICAL
5 of 6
PAGE
TABLE OF BASIC SPANS & UN:IT LINE WEIGHTS (OUTSIDE BATTERY LIMIT)
r--------T-------------~~------------------------"'P£ ----~------------~ riPE - LIQU;'D tASF". BUE PIPE PIPE - ynOR
'ISULATIO"
~'I:-::r£::-r--~Sp~.t-II
U,SULATlO"
III.
rD-[-FU--CT-.-r-"m:--I'-IIT-. -I-S-'-U-' "O'-E-FU,T' "
SIZE
III.
SCII.
fEET
,..
Lain
;Eiilu .SPAll
Lain
FEET
E'!PTY
III.
·OEfUCT.
WEI-~IT ~SPAii"-DEFUCT. ItEIMi"
U/FT
WATU-
FII.L.E'
fEET
fE£T
Ill.
LB/fT
~~' • ,
_".,
ZO
eo
'lo~
-,.
10 U
:~ ~;--'f-Hi-r-'I~:~f'rl_;--1-l~I U -l'~~f-r--l&:'~~- 'H~i" JJ'.H -ii;~·-n- 1 liz 11.,..,), -if- _. 1 112 i~:: 10 '1 1 t/z 11.0' I~ 1 lit 311.112
to
., SS 1 ,
10
20 II
1 1/2 1 III
'.80
'.Il
If ')
O.IO!' CORl. ALllU. 1 liz n I lIz '.U· n
~.J'
1 1/2 1 11'1
J·.U
".'1'" 12
If
1 1/2
III
J.ll1
'.If
"
18 II
~~:::-:~-.. HI.+
".'.. 51
7,
1 1/2
J II 31:9$, 1""- 'it,-- -,1'-5:'1""
J j/i"
. .'_"'hU
. ".".
'!tI.'" 1,','''.0
)/.,,,,,
I lIz 1 liz 1 111
10.2 108.:
.~:r-.;~ 11.1 SI
51
I)
"".13
..100.03
1 .'"
1
I 11. 11:1.11
I, I' "'.fJO j~~:f' . I' ~~~.:.~:go~ :n __ 'J!;:?··::t 1_1"-.
. 57 61
. SO I II' • "l'l/z
21 •.5". . 110.'" '11.0 '!P.o
1 )'1
1 liz
~.1.5 1II•.5S "• .50
116.1
0.10· CORR ALI.D'lf. •.
:n.o
7)t 77t 'It
'11,
1 lIZ
I 1/2
1$.0
5%T 5'1 55t
111.
20.5,0
1'12.2
n8.1
SUBJECT
DATE
THE M. W. KELLOGG COMPANY
3110 6 of 6
PAGE
03 JUN 88
ALL SPANSREPRESENT THE VALUE uL*" + Pipe walls require reinforcing. accordance with subject 7500 at po.int of support. bearing in
.:
DESIGN MANUAL - PIPING MECHANICAL
GENERAL PPLICATION: A 1. Spans. shall be considered basi c and represent. the val ue "1*", identi fied with an asrer+sk, The actual work.ingr spans. shall be a function of "l*" as indicated on the "Typical Pi.ping. Diagrams" shown in subject 3140.
2.
where drainage of lines is required,. the slope between adjacent supports shall be equal to the deflection indicated when the actual span equal s the correspond.ing basic span. For other spans.: Slope • Deflec,tion x (.Actual Span,\ 4 Basic Span
3.
Uriit line wei ghts sha:ll be used. in conjunction with: the "we.ight tables" in appendix A for the purpose of determining support loadings .• Testing - See subject 7500 (Refer to subject 3400)
Hydrostatic Pulsating
Lines - Spans shall
not be used.
BASIC CONDITIONS: Materi a 1 - Spans shall be used for all pipe material of equivalent. or higher tensile s.trength than carbon steel - ASTMA-53 - ASTMA-I06: - API-5L GR. "A"• .Insulation Pressure Weight - In accordance ""_ ~accordance I __ with the "we.ight tables" practice. in appendix A.
with M.W.K. design
Temperature
- Up.to 400°F.
Corrosion Allowance - As indicated. Spans. shall be. used for lines cf equiva.lent or smaller corrosion. allowance than those specified i.n. the table. De.flection - As indicated (1-1/2" max.•) Where less than the max.imum deflection is. indicated, the span is limited by stress. All others. are limited by deflection.
..
: ."~
3_L..---:-=-_~vr_·
... rI
ANCHM -::-:___' /"
ClJIOE
~.I.' . .,T r
T~~~B'~.T"B'.L ~. Ow.)
_(_TYP..:::~=-) (TYP.)
<:)
___;;._"C" ------;'--'::i:
T:------==--- ----',."'_"
~-----...;I,-c. l_l.4"
1I
~J
..."
PIPE SIZE IN. FT.
10
hA"
MINIMUM
"I:f
MINIMUM FT.
"c"
MINIMUM FT. M.
1 1-1/2 2 3 4 6 B 10
12
13
14
14 16 18 20 24 28 30 36 42 48
54
17 19 23 27 30 33 34 36 39 41 45 50 51 52 59 63 67
M. 3 4 4 5 5 7 B
9
10
10 '1 12
13
14 15 16 16 18 19 20
50 50 50 50 75 75 75 75 75 100 100 100 100 125 125 125 125 150 150 150
M. 15 15 15 15 22 22 22 22 22 30 30 30 30 38 38 38 38 45 45 45
25 25 25 25 25 25 75 75 75 75 75 75 75 75 75 75 75 75 75 75
8 8 8 8 8 8 23 23 23 23 23 23 23 23 23 23 23 23 23 23
NOTES: 1. "A" DIMENSION IS DESIGNED TO TAKE 4" MOVEMENT. 2. THE ABOVE SPACINGS MAY BE VARIED TO SUIT COLUMN SPACINGS OF PIPE RACK.
b. b. b. b. b. b.
Rt'Y: I!ISU! !)Jilt
P£!CRf'lIo.
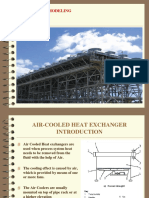
All ...
o.c. Qtl(o.
_-
ABa LUMMUS CREST INC.
Hbutton. TlC
.~~
ClIP. PII'O.I
GUIDE SPACING PIPE RACK
FOR
LINES CHART B
ClIENT.
0li'l'11.
SCoIot£
lo\lQ,
NO.
DATE
SUBJECT
THE M..W. KEU.OGG COMPANY
9590
1 OF 4
PAGE
JUL
sa
DESIGN MANUAL· PIPING MECHANICAL.
FLEXIBILITY AND STRESS INTENSIFICATION FACfORS
TABLE [)"ll FLEXIBIUTY FACTOR k AND STRESS INTENSIFICATION FACTORI
Stress IntensitlCa\lon FICW (Nota W,. (3)J. Ovt'1ll&M
I.
Flexibility
Factor
k
In-fIIanI
I,
Characteristlc
Fltxlbillty
"
WeldilllJ elbow or pipe bend
[Notes (2), (4)-(7)]
II
1.65
0.75
Jil"
Closely spaced miter bend s < 'z (1 + WI·6) (Nota (2), (4), (5)]
I_52
h'/~
0.'
"Zll
0.'
"us
_cot'
..
([fff;,. R1'· bftld
.J!
~'2
r.cliut·
n.
2'2
'~.... .. ._.:r.l":2
t·-rICOt'
'"'-T
SilllJ1e miter bend or widely sp.Jced miter bend
1.52
0.'
Jill'
0.'
1+ cot.'
s ~ 'z (1 +
[Nota
WI"
h'''
Jil"
2,z
!.
(2), (4)]
Weldin9 tee per ANSI B16.9 with '. ~ ~Dt.. T.:~1.5T [Notes (2), (4', (6',
G.9
Jill'
niu
SUBJECT
DATE
THE M. W. KELLOGG COMPANY
9590
JUl 88
DESIGN MANtJAL • PIPING MECHANICAL
2 OF 4
PAGE
FLEXIBIUTY
TABLE 1).11 (CONT'D) FACTOR k AND STRESS INTENSIFICATION FlCtor (Notes (2),
I. Stress Jtttensjfiution
FACTOR i
flexibility
FK\Or
Out..,....
em
111"'91.,.
I,
Flexibility Cltarac:teris&ic
"
Skftcfl
Reinforced fabricated tee With pad or Siddle tNotes (2), (4), (8)]
"z"
0.9
(f + ~f,Jz.s
1.S '2
Unreinforced fabricated tee (Notes (2), (4)]
"z1J
0.9
ExtIvded weldlll9 tee with '. ~ 0.050. (Notes (2), (4)]
r, < 1.5T
"z/J
0.9
,,) f ( 1+- '2 '2
Welded·ill COIItour IlIMrt with
(Notes (2), (4), (11)]
',~ ~1.5 L r, lrtI° T
"z"
0.9
4.4-
f
'2
Branch wtfded-on fittlll9
0.9
0.9
(integrallY"illforced) (Notes (2), (''', (9)]
/ill'
"z1J
3.3'2
SUBJECT
DATE
THE M. W. KELLOGG COMPANY
9590
3 OF 4
PAGE
JUL 88
DESIGN MANUAL· PIPING MECHANICAL
FlEXIBIUTY
100 80 60
TABLE 1).11 (COHT'Dl FACTOR k AND STRESS INTENSIFICATION FACTOR i
P'-
V
~ ~
iIIIo.
40 30
j~
1~ !.!
c: -. -ooa
14
c: II .2-
a - ..
II
I.
20 15
'"
"
,/"
VV
V
..,;
/'
Fllxibility fector for .Ibowsle· 1.651h
""~
10 8 8
r-,..... r-,
-,
ii ::
"' ""r-, r-,r-, i'""<
./
"< r\
./
..,;
"
'/
FI.xibility fletor for mitln Ie. 1 .521h SlIS
kP\
~
V
/
Stress Inten,iflc:atlon flCtOl' i • 0.9/h'1J3
Stress intlmiflc:atlon flCtor/. 0.751h 'JJ'3
I'V'
-...
f'
~
2 1.5
1
r- "" ."r'r-,
~
r-,
~ ~ ~
<,
r-
"
~
0;6
lA
"" ~
~ ~ ~
1.5
r-,
0.02
0.03 0.04
O.OS
0.10
0.15 0.2
Charletlriltic ChartA
0.3
h
0;4
0.8 1.0
1.00
.. j .. l5
0
s:
0.75
0.50 0.375
I""'"
~ ~
""""""
~
r-, <,
~
::;;...- """""'"
"
!'.. t End:flangedl:,·h
'"
2 Ends,flanged c, •
h"'
0.25
Chlrt B
SUBJECT
DATE
THE M. W. KELLOGG COMPANY
9590
JUL 88
DESIGN MANUAl..· PIPING MECHANICAl..
4 OF 4 sUm
PAGE
Description Butt welded joint. reducer. or weld IItCk lIange Double-welded slip-on fllnge
Fililt welded jOint. or socket weld lIange
Flexibility Flctor k 1 1 1 1 1
5
Intensification Factor i 1.0 1.2 1.3 1.6 2.3 2.5
LIp joint .... 1191 Cwith ANSI B16.9 11.11 joint. stub) Threlded pipe joint. or thrllded fllnge
COml9lted straight. pipe. or corru9lted or creased bend [Note (10))
TABLE 0-1 (CONrD)
NOTES: . Cll For Code references to tJlis Appendix, see para. 319;3.6. The data 'n Table for 11M in the abstnce of II'ICIn directly appliCable diU. (2) The lIexibility factor k in tJIe Table applies to: bendl", In any ..plane •. The ftexibility factors· k and stress InttnsIflcatkln factors I sftall: not be less thin· unity; fictors for torsion equal unity~.BotJI factors. apply. over· the tiflctlw lie 1tngUI. (showIt b,-: lleavy. center lilies in tJIe sketches) for curved and miter bends, and to the intersection point. for: ttlS. (3) A sil19leintensification factor equal to 0.9!It""IIIQ· be used·· for botJI/, and '. If deslrtd; (4) The values of k and I can be read directly from Cllart A by enteri", wltJI·the dIarIctIristIc It cOlllpllttd. from the formulas liven above. Nornend.ture is IS follows. 7 - for elbows and miter bends, the nominal wall thickness of the fitting - for tees, the nomina' wa" thickntsl of the. matdli", pi", 7, - the crotch tIIictness of tees
""1....
pad or SIddle thickness , - one-hIIf angle bttwftn adjacent miter axes 'z - l1li111 radius of matchi", pipe Nl - bend radius of weld'", elbow or pipe bend 1'6 - see definition· in para. 304.3.4Ccl s - miter spaci", at center line D" - outside diameter of branch (5) Where. flanges. are.attlchect to 0111. or botJI end.. tile values of k and I in the Table shill: be corrected by the factors· ~, wtlich CIII be read directly from Cllart B. entering with the compuUct. It. e6) The designer Is cautioned tNt cast buttwelded fittings mayllave considerably heavier wailS tIIIft tNt of the pipe wItJI whlchtJley are used. Lal'9t errors may be introduced unless the effect of theM greater thicknesses is con~ (7) In large diameter tJlin-walleibows and bends •.pressure ell! signif'icantJy affect the malJllitl,ldft of k and I. To correct vaIue:s. from the Table. dividek by
0
T,-
[. +6
divide I by
(tH~),,' {~~
-t-
0 _
V;.:.
0}"'·''-:
0.7
f"':
-_
['+)'25(~}(~)'" (Z~ ~
1.
_-I.'
(I) WhenT, is > 1~ use It - 47/'2 (9) The designer must be satisfied tNt this fabrication Ills a pressure rati", equivalent. to straight. pipe. (10) F.ctors shown apply to bendi",. F1hibillty factor for torsion equ.aIS: 0.9. . (11) When tile radius and tJIickness limits are not met for this component. and In the absence of more.directiy applicable dau (see parL 319.3.6), tile stress intensifiution 'a,tor used stIIll be that for III unreInfon::ed; fabricated tit.
SUBJECT DATE
THE M. W. KELLOGG COMPANY
3120
PAGE
03 JUN 88
DESIGN MANUAL.· PIPING MECHANICAL
1. OF 2
IMPOSED
LOADS ON HORIZONTAL
LINES
,"
• I
1,J;...1~l..I!-~~,1::1 • I
l_t±::ttW='j't'ttltt:t:~+-= j'
I'
~l±:Ifili~:t=!=t:t=~
ILL..'L...:J. __J
i-:~
..
(rj~
SUBJECT
DATE
THE M. W. KELLOGG COMPANY
3120
2 OF 2
PAGE
03 JUN88
DESIGN MANUAL· PIPING· MECHANICAL
EXAMPLE The following infonnation
'ZD
is known:
)(
L .. The bas.ic allowable span in feet., from Subject. 3110 The we.tght. of the supporting line, inc.ludtng: the content.s and insul ation in pounds per foot., from Subject.. 3110 'l_cJ -' S .. The actual span between the supports. in feet _p .. The imposed load in pounds 'L_. ~ D .. The distance from the pOint. of the imposed load to. the nearest support in feet .
W"
Since Land. Ware fixed, that. leaves only 5, P and Oi that could possibly be varied and even they are o.ften more or less fixed .. Usually, the best approach is. to take the actual figures for L,.. W, D and S and using the chart solve for the maximumload that P could be and compare this figure with the actual P. If the actual imposed load P is greater than. the max.imum allowable P, then either S, P or D must be reduced, Sometimes a reduction to two or more of these figures will result in a sati.s.factory answer. Assumet.he following. conditions: L ..401_0n W ..122.82 lb/ft 5 .. 201-0" P .. 5000 lbs (actual D ..41-0"
Icad)
rw
S .. 20' ...p--s
!W
O·
4' • 0.2
~..,~
y
•1
./
Enter the chart at the. left where DIS • 0.2. Move horiz,"tally to the right unt.il the curve where SIt .. 0.5 is reached,. then move vert.i.cally downwardto find PIWS.. 2.5 • • • Maximum .. 2.5 WS P ..2.5 x 122.82 x 20 .. 6150 Ibs. Since the maximumP is greater and no changes. are requ.ired. than the actual P, the system. is workable
SUBJECT
DATE
THE M. W. KELLOGG COMPANY
3130
03 JUN 88
DESIGN MANUAL· PIPING MECHANICAL
1 OF 6
PAGE
CHART NO. I OVERHANG VARIATIONS FOR HORIZONTAL. LINES
OINTS
OF SUPPORT
• ••• _._
I
PLAN
JO
10
SO to 70
DATE
THE M. W. KELLOGG COMPANY
SUBJECT 3130
0.3 JUN 88
DESIGN M:ANUAL • PIPING MECHANICAL
CHARTO. I N
2 OF 6
PAGE
!!Qlli.
1. The sum of d.imensions C & 0 in Chart I must be equaJ to at least 2. For determination of basic span L see Subject. 3110.
0.9L
3. All dimensions are in feet EXAMPLE
Enter the chart with either dimension "All or 118". Preferably use the dimension that has the pO.i.ntof support fixed and allow the other po';nt of support to be varied. Assumethe foll owing condi t ions: Line size 8" Schedule 40 Corrosion a.llowance 0.10." Line is liquid filled line is insulated Design temperature 3000F Dim. "A."is fixed at 15'-0" "l n from subject 3110;s 33' -0" Enter the chart at the point a.1ong the bottom line where dimension "A" equels 15'-0": then move up..vertfca.lly to the po.int where curve "L" is intersected equal to 33'-0": then mo.vehorizontally to the right to find the max.imum dimension of "8", which, in th.is example, equals 121-6". This means that the actual dimension of N8'1 must be 12'-6" or less.
SUBJECT DATE
THE M. W. KELLOGG COMPANY
3130
PAGE
03 JUN 88
DESIGN MANUAL· PIPING MECHANICAL
CHART NO. OVERHANG.. VARIATIONS. II LINES
3 OF 6
FOR HORIZONTAL
'70
.0
so
•
PLAN
20
\'
" L
...e "
10
,
9 7 6 S
...,
.,
-4
.(
'.s
1J
20
'0
SUBJECT
DATE
THE M. W. KELLOGG COMPANY
3130
03 JUN88
DESIGN MANUAL· PIPING MECHANICAL
CHART O. II N
4 OF 6
PAGE
!!Qill.
1. The sum of dimensions C & 0 in Chart II must be equal to at least 0.9L 2. For determination of basic span L see Subject 3110 3. All dimensions are in feet
EXAMPLE
Enter the chart with either dimension "A" or "B". Preferably use the dimension that is fixed by the po.ints of support fixed and allow the other dimension to be varied. Assumethe following conditions: Line size 12" Schedule 3/8" wall Corrosi on allowance 0.10" Line is water fi ned line is uninsulated Design temperature 100°F Dim. "A" is fixed at 10'-0'" "L" from subject 3110 is 40' -0" Enter the chart at the poi.nt aTong. the bottom line. where dimension "A" equals 10'-0"; then move up. vertically to the point. where curve "L" is intersected equal to 40' -0"; then move horizontally to the right to find the maximum dimension of "B", which, in this example, equals. 22'-6". This means that the actual dimension of "B" must be. 22'-6" or less.
SUBJECT DATE
THE. M. W. KELLOGG COMPANY
3130
03 JUN· 88
DESIGN MANUAL. - PIPING MECHANICAL.
CHART NO. III OVERHANG VARIATIONS FOR HORIZONTAL LINES
5 OF 6
PAGE
'B'
:~ ~ a
oJ oJ oJ oJ
oJ
::
:
1.00L.
t"::_c?':
:...1 :~: ;: ~~ ;:: !
I :
:'
d~
'
'8'
ci : d
oJ
: :
0:
....•
-_ ... _,
- ....._ _
..
..
... ··t···..
O.4L
Q.8L
O.8L
1.0L
EXAMPLE
,,
"A"
SUBJECT DATE
THE M. W. KELLOGG COMPANY
3140
PAGE
J.ULY 88
DESIGN MANUAL. - PIPING MECHANICAL.
1 OF 10
TYPICAL PIPING DIAGRAMS - SUPPORT LOCATIONS
General Notes 1. The actual pip.i.ng. system. can usuany be. broken down into typ+cel d..iag.rams as shown on the following pages.. When a compl ete di agram does not apply, app.licable sections from different diagrams. can be used to make up. the system. 2. For the determinat.ion of the. basic span L for pipe withi n battery limit or "L*,. for pipe cuts+de battery lim.it, see Subject. 3110.
II II
3. The basic span shall be adjusted accordingJy by the sustained pipe on either side of the support. See the Tabl e r. 4. For imposed loads see. Subject 3120 3130
length. of
.5. For overhang variations
see Subject
TABLE I SUSTAINED LENGTH SPAN, LENGTH
1.22L or 1.10L* L or L* 0.90L or
o .45L
(min.)
0.22L (min •.) Less. than 0.22L
o. 90L*
SUBJECT DATE
THE M. W. KELLOGG COMPANY
3140 2 OF 10
PAGE
JULY 88
DESIGN MANUAL.• PIPING MECHANICAL. TYPICAL PIPING. DIAGRAMS - SUPPORT LOCATIONS
See Subject 3130 for Overhang Variations.
See Subject 3150 for Guide Spacings.
DIAGRAM NO.1
See Subject 3150 for Guide Spacings.
DIAGRAM NO.2
~..
..
...
".
-:
SUBJECT
DATE
THE M. W. KELLOGG COMPANY
3.140
PAGE
JULY 88
DESIGN MANUAl..· PIPING MECHANICAL TYPICAL PIPING DIAGRAMS - SUPPORT LOCATIONS
3 OF 10
/'
see Subject 3150 for Length/Radius of Gyration
DIAGRAM NO.3
See Subject l150 for Length over Radius of Gyrat.ion
DIAGRAM NO.4
SUBJECT
DATE
THE M. W. KEllOGG
COMPANY
3140
4 OF 10
PAGE
JULY 88
DESIGN MANUAL - PIPING MECHANICAL
TYPICAL PIPING· DIAGRAMS - SUPPORT LOCATIONS.
See Subject 3150 for Guide Spacings.
DIAGRAM NO.5
See Subject. 3130 for Overhang Variations.
DIAGRAM NO.6
SUBJECT
DATE
THE M. W. KEllOGG
COMPANY
3140
JULY
sa
DESIGN MANUAL· PIPING MECHANICAl..
5 OF 10
PAGE
TYPICAL PIPING DIAGRAMS - SUPPORT LOCATIONS
See Subject. 3150 for L.ength/Radius. of Gyration.
DIAGRAM NO.7
OiS
~.~.
See Subject 3.150 for Guide Spacings
See Subject 3130 for Overhang Variations.
DIAGRAM NO.8
SUBJECT
DATE
THE M. W. KELLOGG COMPANY
3140
6i Of 10
PAGE
JULY 88
DESIGN MANUAL· PIPING MECHANICAL
TYPICAL PIPING
D.IAGRAMS - SUPPORT LOCATIONS
See Subject 3130 for Overhang Variations.
See Subject 3150 for Guide Spacing
DIAGRAM NO.9
See Subiect 3150 ~
for length over Rad'; us.of gyrat ion.
See Subject. 3150 for Gutde Spacings. .
DIAGRAM NO. 10
SUBJECT
DATE
THE M. W. KELLOGG COMPANY
3140
PAGE
JULY 88
DESIGN MANUAL· PIPING MECHANICAL
TYPICAL PIPINGi DIAGRAMS - SUPPORT LOCATIONS
7 OF 10
See Subject 3150 for Leng.th over RadJus of Gyration. See Subject 3.150 for Lengith/Radjus of Gyration.
DIAGRAM NO. 11
See Subject 3130 for Overhangi Variations.
See Subject 3150 for Length/Radius of Gyration .•
DIAGRAM NO. 12
SUBJECT DATE
THE M. W. KELLOGG COMPANY
3140. 8 OF 10.
PAGE
JULY 88
DESIGN MANUAL.· PIPING MECHANICAL TYPICAL PIPING, DIAGRAMS - SUPPCRT LCCATICNS
DIAGRAM NO.. l3 See Subject 3130. for Overhang. Variations.
See Subject 3130. for Cverhang Variations.
DIAGRAM NO.. 14
SUBJECT
DATE
THE M. W. KELLOGG COMPANY
3140 9 OF 10
PAGE
JULY 88
DESIGN MANUAL· PIPING MECHANICAL
TYPICAL. PIPING DIAGRAMS - SUPPORT LOCATIONS
/ See Subject 3130 for Overhang Variat.ions.
See Subject 3.130 for Overhang. Variations.
DIAGRAM NO. 15
See Subject 3120 for Imposed Loads.
DIAGRAM NO. 16
DATE
THE M. W. KELLOGG\ COMPANY
SUBJECT
3140
PAGE
JULY
sa
DESIGN MANUAL· PIPING MECHANICAL
TYPICAL PIPING\ DIAGRAMS - SUPPORT LOCATIONS
10 OF 10
See Subject 3130 for Overhang Variations.
DIAGRAM NO. 17
SUBJECT
DATE
THE M. W. KELLOGG. COMPANY
3150
1 OF 1
PAGE
JUL 88
DESIGN MANUAL· PIPING MECHANICAL
VERTICAL GUIDE SPACINGS FOR COMPRESSION MEMBERS(*) ( FEET )
LINE SIZE
SCH 10
SCH 40
SCH 80
SCH 160
6.4 9.7 12.1 14.9 18.2 23.6 21.0 27.5 34.3 40.7 44.8 51.2 57.7 64.1 77.0
111 1-1/211 211 2-1/2" 3" 411 611 811 10" 12" 14" 16" 18" 20" 24"
7.1 10.5 13.3 16.2 19.9 25.8 23.0 30.0 37.4 44.4 48.6. 55.7 62.8 69.8 84.0
7.0 10.3 13.1 15.7 19.4 25.1 22.4 29.4 36.7 43.7 48.0 54.8 61.7 68.6 82.9
6.8 10.0 12.7 15.4 18.9 24.6 22.9 28.8 36.0 42.7 46.9 53.7 60.4 67.2 80.7
Guide Spacings are based on the fall owing. ratios gyration (L/R): L/R <= 200 for lines L/R <= 120 for lines
G
of 1eng.th over radi us of
~ 4" diameter and
~=('4-'1
d.iameter
(*) Compression member is defined for use in this table as a. vertical supported at the lowest e.levaUon.
line
SUBJECT
DATE
THE M. W. KELLOGG COMPANY
3300
1 OF 3
PAGE
JUN 88
DESIGN MANUAL - PIPING MECHANICAL
VERTICAL. GUIDE SPACING. TABLE MAXIMUM SPACING DF GUIDES ( h ) Pipe Size Insul. Wind Pres. Wind Pres. Wind Pres. Thick 3D P.S.F. 35 P.S.F. 40. P.S.F. 111 19"-0." 17'-0" I" 22'-0." 1-1/2" I" 20.'-0." 17'-0." 231-0."
I"
Wind Pres. Wind Pres. 45 P.S.F. 50 P.S.F. 15'-0" 131-0" 151 -a" 16 -0"
1
141-0" 14'-0" 16'-0." 17'-0." 20.'-0" 22'·0." 25'-0" 271-0" 28'-0" 30.1-0" 321-0." 341-0" 36'-0"
2" 3" 4" 6" 8" 10." 12" 14"
16"
24'-0." 27'-0." 29'-0." 33'-0." 371-0." 41'-0." 45'-0." 47'-0." 50.1-0." 53'-0." 561-0." 60.1-0."
20.'-0." 23'-0" 25'-0" 28'-0." 321-0." 35'-0." 38'-0." 40.'-0.11 431-0." 45'-0.11 481-0." 511-0."
18'-0." 20'-0." 22'-0." 25'-0." 281-0." 31'-0" 34'-011 35' -0." 381-0." 40.1-0." 421-0." 451-0."
1"
I"
18.'-0." 19'-0." 22'-0." 24'-0." 27'-0." 30. -0."
1
2" 2" 211 2" 2"
3"
31 '-0'1 331 _on 351-0." 37'-0." 40.1-0"
18" 20." 24"
3" 3" 3"
GENERAL No.TES 1. For lines with insulation thicknesses larger than those shown, the reduced guide spacing (hI) may be found by the fo.llow;ng fonnula: hI • h x 0.1/0.2 Where:
l r -_""
J Figure 1 Figure 2
II
I ~/2 l.____4 KIN
Figure 3 Figure 4
SUBJECT DATE .
THE M. W. KELLOGG COMPANY
3300 2 OF 3
PAGE
JUN 88
DESIGN MANUAL - PIPING MECHANICAL
01 • 0.0. of pipe in inches + twice the given insulation thickness in inches from the above table •. 02 • 0.0. of pipe in inches + twice the actual insulation thickness in inches, as shown in the nomenclature. 2. The guide spacings shown are only for lines that are supported above the guides, as shown in Figures 1 through 4. 3. In setting the guide elevations, be sure to check for interferences between the guide c1 i.ps attached to the vessels and items such as nozzles, nozzle reinforcing pads, platfonn clips and known weld seams.
0t:h
_f!L
r
~
h/2 + 3'
SUPPORT
sn
MIN
h/Z MIN
.t rIDE
h
GuXDE
h/Z + 3'
SlIP PORT
tGiiI!!E
h •
~
h/Z HIN
h/2'UII
Figure 1
Figure 2
Figure 3
FI!Jure 4
SUBJECT
DATE
THE M. W. KELLOGG: COMPANY
3300
JUN 88
DESIGN MANUAL. • PIPING MECHANICAL
3 OF 3
PAGE
HORIZONTAL GUIDE SPACING FOR WIND VIBRATION
- Horizontal Pipe on Support Structures 6" diameter or 1ess - every other yard bent or equtva.lent 8" to 24" diameter - e.very third yard bent or equivalent 26" diameter and over - every fourth yard bent or equivalent This spacing allows for the effect of friction on the unguided supports which restricts vibrating motion. Adjust for pipes which are shielded from the wind. - Horizontal Pipe Supported by Hangers Usua 11y gu ide at every other hanger except where the vertical gu.ide spaci ng indicates a greater spacing. or where the pipe is shielded from the wind. A hanger restrains pipe motion less than when the p.ipe is resting on a support structure.
CAESAR If - User's Guide
WRC
107 (Vessel Stresses)
107 to define the applicable orientations of the applied loads and stresses for both spherical and cylindrical vessels are shown in the figure below.
SPHERICAL
SHELLS
CYLINDRICAL
SHELLS
To Define WRC Axes: I) P-axis: Along the Nozzle centerline and positive entering the vessel. 2) Ml-axis: Perpendicular to the nozzle centerline along convenient global axis. 3) M2-axis: Cross the P-axis into the MI axis and the result is the M2-axis. To Define WRC Stress Points: u-upper, means stress on outside of vessel wall at junction. I-lower, means stress on inside of vessel at junction. A-Position on vessel at junction, along negative MI axis. B-Position on vessel at junction, along positive MI axis. C-Position on vessel at junction, along positive M2 axis. D-Position on vessel at junction, along negative M2 axis.
To Define WRC Axes: I) Pvaxis: Along the Nozzle centerline positive entering the vessel. 2) MC-axis: Along the vessel centerline positive to correspond with any parallel bal axis. 3) M2-axis: Cross the P-axis with the MC and the result is the ML-axis.
and and gloaxis
To Define WRC Stress Points: u-upper, means stress on outside of vessel wall at junction. l-Iower, means stress on inside of vessel at june-
tion.
A-Position MCaxis. B-Position MCaxis. C-Position MLaxis. D-Position MLaxis. on vessel at junction, along negative on vessel at junction, along positive on vessel at junction, along positive on vessel at junction, along negative
Note: Shear axis "VC" is parallel, and in the same direction as the bending axis "ML". Shear axis "VL" is parallel, and in the opposite direction as the bending axis "MC". WRC Axes Orientation
It has also been a common practice to use WRC 107 to conservatively estimate vessel
shell stress state at the edge of a reinforcing pad, if any. The stress state in the vessel wall when the nozzle has a reinforcing pad can be estimated by considering a solid plug, with an outside diameter equal to the O.D. of the reinforcing pad, subjected to the same nozzle loading.
Equipment and Component Compliance
12-9
_1I35IQII1EM'.= KlI'ClLI'IM'D&Ii Ute. 24 0, • =3.82
55 This ,isthe Proprietary Information of Brown & Root Energy Services A Division of Kel10gg Brown & Root, Inc. This Document and its Contents May Not be Used or Copied Without the Expressed Approval of Kellogg Brown & Root Inc.
APPENDIX CHot Temperature Piping, Example No.2
HOT TEMPERATURE PIPING EXAMPLE NO.2
APPLICATION: FLARE SYSTEM ON OFFSHORE PLATFORMS PIPING DESIGN TEMPERATURE: 93 °C (200 OF) STEP 1: Study Expansions 1A. Knockout drum. (shown). Calculate nozzle movements base on support and anchor location
IE.
Pipe Header 1. Calculate total E-Wexpansion based on total length of piping in that direction and coefficient of expansion for piping design temperature and material. Use Table on page 17. Sub-headers 2, 3, and 4. Follow IB and determine total thermal expansion for each sub-header.
IC.
STEP 2: Locate Expansion Loop Anchors First size thermal expansion loop using chart on page 20. Then locate loop approximately in the middle of pipe run (Header I). STEP 3: Locate Anchors HI, H2 - Locate on both sides of the expansion loop so that maximum expansion going to the loop from each anchor must not exceed 6" (150 mm). H5 -Locate approximately in the middle of sub-header 2.
H4 - Locate in such way that offset inE-W run of sub-header 3 will be sufficient to absorb thermal growth. Use Table on page 18 to obtain required-offset leg. H3 - Locate close to middle of E-W run. H6 -Locate expansion. close to elbow but offset in E-W direction must be enough to absorb thermal 56 This is the Proprietary Information of Brown & Root Energy Services A Division of Kellogg Brown & Root, Inc. This Document and its Contents May Not he Used or Copied Without the Expressed Ap.provaJ of Kellogg Brown & Root Inc.
NOTE: In case of piping system run on two or more platforms and bridges,add relative platform -platform, platform - bridge movement to calculated thermal expansion.
STEP 4: Locate Guides Guides help to keep pipe in place laterally during system start-up, normal operation, earthquake, relative platform movement, wind transportation. Use guide spacing chart. Do not locate guide close to branch connection and elbows to permit piping expansion. STEP 5: Locate Pipe Support Use pipe support span table for maximum allowed span and follow rules on page to prevent overhang.
This is thePropraetary Information of Brown & Root Energy Services A Division of Kello.gg iBrown & Root, Inc. This Document and iits Contents May Notibe Used or Copied Without the Expressed Ap.provalof Kellogg Brown & Root Inc.
57
.~. !
~ ~ ~
;:
~
Ii
i e• E ~
~~ ~~ ~ ~~
:;
<J~Y.<.~
58 This is the Proprietary Information of Brown & Root Energy Services A Division of Kellogg Brown & Root, Inc. This Document and its Contents May Not be Used or Copied Without the Expressed Approval of Kellogg Brown & Root Inc.
APPENDIX D Cold Temperature Piping, Example No.3
COLD TEMPERATURE PIPING EXAMPLE NO.3
APPLICATION: GAS CONDITIONING (DRYING) PIPING DESIGN TEMPERATURE: -:50 °C (UPSET) OPERATING TEMPERATURE: _220 C STEP I: Study Expansions Piping under cold temperature will contract opposite to expansion under hot temperature. also applies to equipment. l A. It
Cold Separator and Cold Exchanger - Calculate nozzle movements based on support and anchor location (shown). Calculate total contraction of piping in E-W direction based on distance between equipment. Use coefficientofexpansion (contraction) for piping design temperature and piping material, use table on page 17. Add all applicable equipment expansions. From table on page 18 find offset leg required.
lB.
IC.
STEP 2: Locate Anchors H3 - Locate approximately in the middle of E-W pipe run. H4 - Locateon line matching centerline of cold separator.
STEP 3: Locate Guides Use guide spacing chart. permit pipe growth. Do not locate guide close to branch connection and elbows to
STEP 4: Locate Pipe Support
59 This Is the Proprietary Information of Brown '&RootEnergy Services A Division of Kellogg Brown .& Root, Inc. This Document and ,its Contents May Not be Used or Copied Without the Expressed
Approval-of KeJloggBrown & Root Inc.
Use pipe support span table for maximumallowed overhang.
span and follow rules on page 8 to prevent
60
This is the Proprietary Information ·ofBrown&RootEnergy Services A Division of KeUoggBrown&Root, Inc. Thisi[)ocumentanditsContents May Norbe Used or Copied Without the Expressed ApprovaJofKeJ)oggBrown & Root Inc.
IS
NEGATIVE
(TYP,
2)
LEGEND
THERMAL GUIDE
EXPANSION
DIRECTIONAL ~ DIRECTIONAL
,ANCHOR ANCHOR
&
GUIDE
COLD TEMPERATURE
PIPING
APPENDIXE
Line SpacingChart
61
This:istheProprietarylnformation of Brown & Root Energy Services A Division of Kellogg Brown & Root, Inc. Tbis Document and its Contents May Not be Used or Copied Without the Expressed Approval of Kellogg Brown & Root Inc.
The following should be used to aid in establishing non-rotating equipment.
arrangements and locating anchors on
8.6
EXCHANGERS - SHELL AND TUBE
The following expansion: information shall be used to locate the anchors and origin of thermal
The stacking or plot arrangement on multiple shells in interconnected service. Where a close couple arrangement is proposed, it is preferred to see all interconnecting lines such as shellto-shell and channel-to channel, plus bypass lines where operation can be maintained on partial capacity. Location of anchor point related to piping connection (vertical and horizontal). Where piping parallels horizontal equipment, anchor the end, which provides the most compensating expansion. Identification of exchanger service, i.e., reboiler, condenser or cooler, and identify nozzles as shell or channel. Exchanger shown below is for process streams in both channel and shell, with shell cover end anchored. The objective, in most cases, is to utilize exchanger expansion to compensate for piping expansion (see sample on page 35). Stacked exchangers are similar with expansions accumulating from the anchor point. The vendor's stacking arrangement should be reviewed by the Piping Stress Engineer before outlines are approved.
36
This is the Proprietary Information of Brown &- R99t Energy Services A Division of Kellogg Brown &- R99t, Inc, Tb's Document and its C~>ntentsM~y N9t be Used or Copied Without the Expressed Approval of Kellogg Brown & R09t Inc.
ALTERNATIVE ANCHOR LOCATION
PREFERRED ANCHOR LOCATION
=THERMAL EXPANSION
Note: Thermal expansions shown for alternative anchor location.
37
This is the Proprletary Information of Brown 4SI. Root Energy Services A Dlvision of Kellogg Brown & Root, Inc. This Document and its Contents May Not be Used or Copied Witbout the Expressed Approval of Kellogg Brown & Root Inc.
6.1
=THERMAL EXPANSION OF EXCHANGER
6.
f'' '
-
=THERMAL
EXPANSION
PIPE ONLY
SUPPORT CPS)
PS,GUIDE
DIRECTIONAL
&
ANCHOR
PLAN VIEW
j
~
T
PS.ONLY
PS
&
PS
GUIDE
=THERMAL
EXPANSION
Note: Try to anchor the pipe at the same centerline of exchanger anchor (as shown), This
will equalize thermal growth of the exchanger and the pipe (~l = ~2). In this case loads from piping to the nozzle "N" due to thermal expansion will be minimum.
This is the Proprietary Informatlon of Br()W:Q~ Root Energy Services A Divisi():Qof KeUogg BroW:Q & Root, Inc. This Document and its Contents May Not be Used or Copied Without the Expressed Approval of Kellogg Brown ~ Root I:Qc.
38
c)
H
!
8.9
THERMOSYPHON REB OILERS Thennosyphon reboilers may be supported from the adjacent vessel or from independent structures from grade. In either case, the method and location of support shalf be determined by Piping Stress. Location of the supports. will be determined on the basis of minimizing differential movements between the reboiler piping and the vessel. If hot oil is to be circulated through the reboiler prior to start up, or if there is an appreciable difference in temperature of the reboiler and vessel, the reboiler may require spring supports and lor additional flexibility in the piping.
41
This is the Proprietary Information of Brown & Root Energy Services A Division of Kellogg Brown & Root, Inc. This Document and its Contents May Not be Used or Copied Without the Expressed Approval of Kellogg Brown & Root Inc.
Dr1
D2
II----... t ...______j_
/ REBOILER -HOT OIL IN
--
HOT OIL OUT
"
D=
1
THERMAL THERMAL
EXPANSION EXPANSION
OF VESSEL OF REBOILER
D=2
Note: Locate support to minimize differential thermal expansion Lll and Ll2.
8.10
KETTLE REBOILERS The horizontal reboiler anchor location depends upon its relationship to the vessel. It is normally anchored at the reboiler support closest to the centerline of the vessel. The reboiler bottom elevation should be located as close as possible to the.vessel tangent line elevation to reduce footage of piping required to accommodate vertical growth. The reboiler elevation must also meet process requirements as specified on the Flow Sheet. Example layouts are shown below.
42 This is the Proprietary Information. of Brown & Root Energy Services A Division of Kellogg Brown. & Root~Inc. This Document and its Contents May Not be Used or Copied Without the. Expressed Approval of Kellogg Brown. & Root Inc.
AGJ£B
A.lBNQE.~
43 This is the Proprietary Information of Brown & Root Energy Services A Division of Kellogg Brown & Root, Inc. This Document and its Contents May Not be Used or Copied Without the Expressed Approval of Kellogg Brown & Root Inc.
8.7
HORIZONTAL VESSEL
The following information shall be used to determine thermal expansion and related criteria. Location of support points of vessel with respect to nozzles Locate anchor at the end of the vessel which will provide the most compensating piping expansion. Shell diameter and nozzle projection. Shell material. Any fireproofing or insulation. Design temperature - Do not use design temperature shown on vessel drawing; use operating temperatures shown on the line list for inlet and outlet piping. effect for
AVE. SHE~L TEMP=4S0 F
.,
~=Therrnal expansion.
This is the Proprietary Infurrnation of Brown lk Root Energy Services A Division of Kellogg Brown &. Root, Inc. Tbis Document and its Contents M~y Not be Used or Copied Without the Expressed Approval of Kellogg Brown 8.. Root Inc.
39
8.8
VERTICAL
VESSELS
The following information shall be used to determine thermal expansion: Point of support, skirt height, and whether fireproofed, insulated, or both. Shell diameter and nozzle projection Shell material Shell temperatures - Use operating temperatures of bottom, intermediate and top outlet piping from line list. Do not use design temperatures as given on vessel outlines.
40 This is the Pruprletary lnf()rm~tioll of Brown 8r. Root Energy Services A Divisj()n of K~lIogg Brown & Root, Inc, This D()CUmellt and its C()lltellts M~y N()t be Used or C()pi~d WjtllQut the Expressed Approva] of K~U()gg Brown & Root Inc,
EQUiPMENT RELIABILITY IMPROVE~JcNT
iHROUGH REDUGED PIPE STRESS
L. C. PENG, PEE ~ENG ENG1NEERrNG, HOUSTON, TEXAS, U.S.A. The load and stress imposed from a connecting piping system can greatly aftsct the reliability of an equipment. These toacs, either from expansion ot a pipe or from other sources, can cause Shaft misalignment, as Well as shell deformatioh, interfering with the internal moving parts. Therefore. it is important to design the piping system to impose as little stress as possible on the eqUipment. Ideally, it is preferred to have no piping stress imposed on an eqUipment. but that It Is imposSible. The practical practice is for tHe equipment manufacturer to specify a reasonable allowable piping load and for the piping deSigner to deSign the piping system to Suit the allowables. The allowable piping loads given these days are generally determined sOlely by the eqUipment manufacturers Without any pcHticipatiol1 from the piping engineering community. The values so determined are usuatly to low to be practical. The low allbwable pipe load given by the manufacturer results in a weaker machine for enduring the day to day operating enVironment. It also complicates the layout of the piping system in meeting the allowable. Unusual configurations and restraining systems are. often used to make the calculated piping load satisfy the given allowable. However, all these efforts are very often just exercises of computer technology. The main reliability problem has not been Salved. A better designed equipment with some common sense piping arrangement is the basis for imprbving reliability.
ALLOWABLE LQAD Process equipment, aspeclatty the rotating equipment. generally have a very low allowable piping load. Piping engineers often think the manufacturers give low allowables to protect their own interests. This notion is not necessarify true, because many equipment indeed cannot take too much a load. The problem is that a weak link exists that is often overlooked in the design of ar. equipment. Figure 1 shows a typical pump installation which can be divided into three main parts: the pump body, :he foundation. and 1he pedestai/base plate. Without tr.e input or threat .rorn the plplng or equipment engineers, the routine
Proceedings of tbe 1993 Improving Reliability in Petroleum Refineries and Chemical and Natural Gas Plants conference, CopyngJu 1993 by Gulf Publishing Company. Ail rights reserved. This document may not be reproduced in any form withaui permission from the copyright owners.
PRESSURE
PART
PEOESTAU BAsE PLATE
FOUNOA 1'10N
Figure 1, The Weak Link
o o o ,.. ......
t./)
.c
'"j
rn
14~==~==~==~==~==~~==~==~===
7j500 Psi
....
PIpe Stress
!
c:
Q) I'
*~
i
....... ---
API Std·610 Altowable
2
4
O~--~----~--~---+----~--~--~----4
6
8 10 14
~EMA SM-23 Allowable
16
Pipe Figure 2,
Sizes,
inches
Allowable
Piping Loads
design of the pump assembly can have different ~jgnlficance on different parts of the pump. The pump body is designed to be as strong. if not stronger, than the piping so that the body can resist the same internal design pressure as the piping. The toundaticn, notmally designed with the combined pump/motor assembly weight, is also massive and stiff due to the lirfHtations of the soil bearing capacity. However. the pedestal/baseplate is a different story. Without considering the taking of any piping load, the pedestal/baseplate is generally deSigned only by the pump weight. ThiS desigh basts creates a very weak pedestal/baseplate which can take very little load from the piping, hence the tamous story of the vendor who claimed his eqUipment cannot take any piping load. Nowadays, most vendors have more sense than to claim such a. thing, but the allowable piping load is still not large enough to be desirable. The weak link, of course. is the pedestal/baseplate assernoty. By understanding the situation. the problem can actually be rectified very eaSily. Improvement has a.lready been seen in pump applications. pump application engineers who long realized the low allowable piping load problem customarily specified dOUble (2X) or triple (3X) base prates 10 increase the allowable piping load by two or three times. respectively. Surprislnqly, to most engineers, the cost of a 2X or 3X pump was only marginally mote than that of a regular pump. Actually, it should not have been the least bit surpriSing, since all a vendor has to do to make it 2X or 3X is to provide a couple of braces or stiffners. RecognIZing the popular demand for the 2X or 3X baseplate, the API formally adopted it to its pump standards. Since the sixth edition of the API Std-610 1 , the allowable has been increased to a level that makes the 2X and 3X specification no longer necessary. In other words, the strength of the whole pump assembly has become fairly uniform that no additional ailowable can be squeezed out without adding a substantial cost. Unfortunately, at present this philosophy has not been shared by other manufacturers. For example, the 1956 NEMA 2 turbine allowable load is probably the most unreasonable 01 its kind. The API Std-617 3 centrifugal compressor and the ASME/ANSI B73.1 4 pump are not tar behind. The API Std-617 uses 1.85 times the NEtv1A allowable, and the ANSI 873.1 vendors often use 1.30 times the NEMA values for the aJlowables. Figure 2 shows the comparison of the pipe strength, the allowable API Std-610 piping load. and the NEMA allowable piping load. The pipe strength curve is oased on a 7500 PSI bending stress. It should ce notso that the attowaole pipe stress aga:nst thermai expansion can be as much as t~ree times hlgner than
7~OO
CSt.
Looking at Figure 2. it is cleat that the piping load that can be apphed to an equipment is much smaller than the strength of the pipe itself. Therefore, in designing the piping connected to an equipment. the equipment alloWable load is the ControiJihg factor. Fot low allowa.ble items, such as a large size steam turbine, an extensive expansion loop. and a restralntnq system is generaUy required. This is a tact and should be understood by all parttes concerned. Because Of the elaborate design of the piping system attached to a SenSitive equrprnent. engineers may Sometimes get too trapped in the computer maze a.nd overlook engineering tundarnerttals. Typical examples that cart CaUSeunreliable operation are discussed ih the following. EXOESSIVE FLEXI81L1rr Adequate piping flexibility at an equipment is reqUired to reduce the piping load to the acceptable value. However. a good design should consider the realistic flexibility trorn the support structure and the propel" USe of the protective restraints. Without the properly located restraints, a piping system , no matter how flexible it is, has difficulty meeting the allowable load imposed by the equipment. Figure 3 shows a pump piping system which was designed without any restraints installed. This is a common mistake made by inexperienced engineers who think that a restraint can only tnerease the stiffness, thus increaSing the load. It is true that a restraint will tend to decrease tr,e flexibility of the system as a whole and will increase the maximum stress and force in the system. However, a properly deSigned restraint can shift the stress from the portion of piping near the equipment to a portion further away from the equipment. Although extensive loops are used in the piping given in the figure, the piping load still may not meet the equipment allowable due to the lack of a restraining system. The excessive flexibility makes the systern prone to vibration, because it is easily excited by small. disturbing fluid forces. In addition. the piping loops enhances the internal fluid disturbance by creating cavities and other flow discontinuities due to excessive pressure drops. A svstern similar to that shown in Figure 3 excenenced very severe vibrations in one petrochemical plant. The operational engineer had to put a large cross beam to anchor atl the iccps in the field to suppress the vibration to a manageable level. -:-his snows that the function of the Original .cops were lost bv tne ancnor.nc system. The piping still experiences larger than normal vibrations due to flow disturbance causea by the loop
THE FIELD
ANCHOR BEAM INSTALLED IN
Figure 3.
Too Much FlexibiUty
(a)
FRICTION
(b)
z~x
(c )
CHOCKING
(d)
Figure 4,
Problems with Theoretical Restraints
which is structurally
directional changes.
fixed, but hydraulically
stili open to many
THEORetICAL RESTRAINTS A properly designed piping system generally has some restraints to control the movements and to protect the sensitive eqUipment. However, there are also restraints whiCh are placed in desperation by piping engineers trying to meet the allOWable load of the eqUipment. These so-catted computer restraints give a very good computer ana.lys;s result on paper, but are often very ineffectiVe and sometimes evert harmfuL Figure 4 shows some typical sttuanons Which WOrk on the computer, but do not work on a. real piping system. These pitfalls are caused by the differences between the real system and the
computer model.
follOwing.
SOrtie important
discrepanCies
are described
in the
FRICTION is important iii the deSign of the restraint system near the equipment. Figure 4 (a) shows a typical stop placed against a long Z-directioh line to protect the eqUipment. In the deSign calculatlorts. if the friction is ignored, the calculated reaction at the eqUipment is often very small. However, in reality, the friction at the stop surtaca will prevent the pipe from expanding to the poSitive X-clrectton. This friction effect can cause a. high X-direction reaction to the equtprnent. A calCulation including the friction will predict this problem beforehand. A proper type of restraint, such as a low friction plate or a
An INEFFECTIVE SUPPORT MEMBER is another problem otten encountered in the protective restraints. Figure 4 (b) shows a popular arrangement to protect the equipment. The engineers direct instinct is to always put the fix at the problem location. For instance, jf the
computer shows that the Z-direction reaction is too high, the natural fix is to place a Z-direction stop near the nozzle connection. This may be all right on the computer, but in reality it is very ineffective. For the support to be effective, the support member A has to be at least one order of magnitude higher than the stiffness of the pipe which is very stiff in this case due to the support's relatively short distance from the nozzle. A GAP is generally required in the actual installation of a stop. Therefore, if a stop is placed too close to the nozzle connection, its effectiveness is questionable due to the innerent gap. As shown in Figure 4 (c), because ot the gap, the pipe has to be bent or moved a oistance equaJ to the gap before the stop becomes active. Due ,to the closeness of the stop to tne equipment, this is almost the same as strut, would then be used.
bending the equipment that much before the pipe reaches the stoo. This is not acceptable. because the equipment generally can only tolerate a much smaller deformatiOn than the construction gap of the stop. CHOKING is another problem relating to the gap at the stop. Some engineers are aWa.re of the conseouencas of the gap at the stop mentioned above and try to solve it by specifying that no gap be allowed at the Stop. This gives the appearance of solving the problem. but another problem is actually waiting to occur. As shown in Figure 4 (d), when the gap is not prOVided, the pipe will be choked by the stop as soon as the pipe temperature starts to rise. We all know to pay attention to the longitUdinal or axial expansion of the pipe, but we often forget that the pipe expands radially as well. WHen the temperature rises to a point When the radial expansion is completely choked by the support. the pipe can no longer slide along the stop surface. The axial expansion will then move upward. pushing the whole equipment up. EXPANSION JOINT An alternative solution to meet the allowable pipe loadihg 10 an equipment is the use of bellow expansion joints. Regardless of the constant objection from plant engineers, the bellow exoansror: joint is very popular in the exhaust system of a steam turtnne driVe which has an extremely low allowable pipe load for pipes 8" and above. The bellow joints are also often used for fitting the large multi-unit assemblies as shown in Figure 5 (b). Although a properly .nstausd and maintained bellow expansion joint should have the same reliabihty as other component.s, such as flanges and valves. In real applications, it is often found to be very undesirable due to the difficulty in maintenance. For instance, when covered with insulation, the expansion joint looks just like a pile of blanketed scraps. Nobody knows exactly what is going on inside the mixed layers of covering. Due to blindness anxiety, many installers have resorted to an uninsulated arrangement. This not only creates an occupational safety concern, but it can also cause cracks due to thermal shock trom the environment and/or weather changes. One important factor often overlooked by engineers in the installation of a bellow expansion joint is the pressure th rust force Inside the pipe. The oellow is flexible axially. Therefore, the cellow IS not able to transrnrt or absorb the axial internal pressure end force. This pressure end terce has 10 be resisted either by the anchor at the scuroment or by :he tie-rod straddling the bellow. With the exception ~; '/ery lOW pressure applicators. such as the pipe connected to a
SHOULD NOT BE ANCHORED
( a)
NUTS SHOULD BE
TIGHT
( b)
Figure 5,
Tie-Rods on Expansion Joints
-8 -
storage tank, most equipment .are no: strong enough to resist the pressure end teres equal to the pressure times the ballow cross section area, The pressure thrust force has to b.e taken by thetie ..rq(j. SOrn~hOW.this.jd~~.jS not ObViOUS. many engt~eer$ •.re$~ltin~ .,nsome to. operational problems. . FigureS .sho\Vs two. u ell probteOls. ..Figure 5 (a) shows one of many steam turbine exhaust pjpingsinst~lled at a petrochemical plant. The expansion joint layout scheme appears to be sound, but the construction was not done property. The actual installation had a sliding base elbow anchored With four bo.tts. this problem often escapes the eyes of even experienced engineers. When the baSe elbow is anchored, the tie-rod loses its function as Soon as the pipe starts to expand. In this case, the pipe expands from the ancnor toward the bellow [oint, ma.king the tie-rod 100sS and ineffective. The large pressure thrust force pushes the turbine. causing shaft misalignment and severe Vibrations. FigUre 5 (b) is a similar sttuaticr; The bellow expartsron jOints were used soleiy for fitting up the connections. The tie-rods Were supposed to be locked. However, before the start-up operatfon, one engineer had loosened the tie-rod nuts, apparentlY thinking the tie-rods defeat the purpose of the expansion jOint. The start-up was very shaky and had to be quicKly halted. It took qUite aWhile before anyone discovered that the problem was caused by the loose tie-rods. When the nuts are loose. the pressure end torce simply pushes the pump way out of alignment.
OTHER PRACTICAL CQNSIDERATIONS above. the reduction of pipe stress is not at all straight torward. Especially when dealing with the loW allowable of some equipment. the technique becomes tricky and very often only works on paper. Other practical approaches may be explored to further improve overall reliability. One very important resource often ignored in this country is the experience found in operating plants. We often see a good, simple working iavout changed to a complicated, shaky layout only because a computer liked it that way. undouotectv, computers are important tools, but they are only as good as the information we give them. Since there are so many things, like friction, ancno r flexibility etc., that cannot be given accurately, computer results need to be interpreted carefully. It is time to realize that if something works well in a plant day in and day out, it should be considered good, regardless of wnetner cr not tne computer predicted it to be good. The process orevou.non IS very rmportant in cesiqrunc a good. reliable oiant.
I
As discussed
In ..tine PUmp's
SI i din g Bas e
Figure 6,
Alternative
Macnrne Assemblies - 10-
Other ideas, such as the use of sliding supports, spring supports, and more compact in··line arrangements as shown in Figure 6, can also be seriously considered. It is underst.ood that engineers do not feel too confident on the movable assembly, but it is important to distinguish the difference between the movement of the whole assembly and the movement of only the pump or turbine. When the whole. assembly moves, the shaft aliqnrrrent can still be maintained if the distortion of the equipment is not excessive. That is, if the piping load is still within the allowable. It should be noted, however, that these movable assemblies are just potentlal alternatives. One should not be oversold on the idea and blindlly use it in a plant. To make the sliding base or the spring support scheme workable, an extra strong baseplate is required. Then again, if we have that strong of a baseplate in the first place, the allowable piping load would have increased substantially.
LITERATURE CITED
1 API Standard 610, 'Cemrifugal Pumps for General Refinery Services," American Petroleum Institute. Washington, D.C. 2 NEMA SM-23. "Steam Turbines for-Mechanical Drive Service." National Electrical Manufacturers Association, Washington. D.C. 3 API Standard 617. "Centrifugal Pumps tor General Refinery Services," American Petroleum Institute. Washington, D.C. 4 ASME B73.1M-1991. SF6cification for Horizontal End Suction Centrifugal Pumps tor Chemical Process,' American Society at Mechanical Engineers. New York.
/'
FLUOR DANIEL
DESIGN GUIDES
PIPE ST~ESS SAMPLE COMPU'I'A'I'IONSNUMBER
PRESSURE SAFETY VALVE REACTIONS
4-11 1 of 2 8-18-92
PAGE OATE
1.0
GENERAL 1.1 1.2 This section deals with the calculation forces from pressure safety valves. Piping Design shall provide a stress routing and the support locations. CONDITIONS of the thrust spool showing
2.0
DESIGN 2.1
Orifice area of valve (A) - in2 from "Instruments Specifications" sheet originated by the Control Systems Group. Piping Design should have a reference copy on file. Pressure (p) - PSIA - use the set pressure plus 14.7 of the valve
2.2 2.3
Ratio of Specific Heats (Ko ) - use values from the FPSADG and for steam use Ko = 1.3 (superheated) and Ko = 1.1 (saturated) Mass Flow Rate (W) Specifications" Sheet. Values II. LBM/SEC from "Instruments
2.4 2.5 2.6 2.7 2.8 2.9
"a" and "b" - BTU/LBM
- from AS ME 31.1 - Appendix valve inlet
(ho)
Stagnation enthalpy at the safety BTU/LBM - from steam tables.
"JII -
778.16 Ft-LBF/BTU elbow area (AI) - in2 (Ge)
-
Discharge
Gravitational
constant
use 32.2 LBM - FT LBF - SEC2 (PI) - PSIA (VI) - FT/SEC. B31.1 Appendix I
2.10 Pressure 2.11 Velocity
at discharge at discharge
elbow exit elbow exit
2.12 Dynamic load factor fig. 3.2
(DLF) - from ABME
,,/
FLUOR DANIEL
DESIGN GUiDES
PIPE ST~SS
.~~
SAMPLE COMPUTATIONS
SAFETY
NUMBER
PAGE DATE
4-11 2 of 2 8-18-92
VALVE REACTIONS
PRESSURE
2.13 Safety valve opening time (to) - SEC - the time to go from fully closed to fully open - obtain from Control Systems Engineer. 2.14 Safety valve installation 3.0 DESIGN 3.1 Simplified
F= .6
period
(T) - SEC.
reaction
+ 1) AP
calculation
(PSADG)
(x,
3.2
Formal analysis per ANSI B31.1-1980 Appendix II
p
= W(b-l)
1
A 1b
2 (ho-a) J Gc (2b-lj
V= 1
2GcJ(ho-a) (2b-l)
T=
.1846~ Wh
EI
FLUOR
.1
DESIGN GUIDES
PIPE STRESS ANALYST DESIGN GUIDE
HUMBER ,PAGe. DATE -
4.16
.1 of 4
9-72
1.0 DEFINITIONS 1.1 A 1.2
C
Orifice area of valve or disc
= 520
=
[KO
square inches 0.5
(!Co
~·l
(Ko + l)/(Ko - l)J
1.3 F 1.4 K o 1.5
K
Force = lb. Ratio of specific heats, .cp/Cv Coefficient of discharge Molecular weight of gas or vapor F + 46 0
=
= =
1.6 M
1.7
p
= Inlet pressure at time of opening, psia (set pressure plus 14.7)
1.8 T 1.9 W
Absolute temperature
oR
= Flow rate = pounds per hour
..~
2.0 NOTE THAT K ~ 1.41 (AIR) SHOULD BE USED IN .ANY SYSTEM WHERE IT IS POSSIBLE FOR AIR TO BE RELIEVED FRCM THE SYSTEM. 3.0 GAS PROPERTIES AND PHYSICAL CONSTANTS Formula Molecular Weight Critical Constants V Pc Tc c .0517 .0661 ~, .0682 .0540
Z
Conmound
Specific Heat K C v 0 _E_ C Ib.oR
BI'U
A';'"
--
=!-b. OR .271 .320 .074 .399 .215 .• 262 .363 . 1.41 1.24 1.67
1.J1
---BTU
N2+02, CA
A
28.97 26.04 39.94 17.03 78.11 106.16 58.12
238.39 557.09 272.40
547. 905. 705.
.290 ..74 2 .290 .250 .274 .260· .274
.241 .397 .224 .523 .240 .280 •398
Acetylene A:-gon
lL'=lIIlonia.~ Be:lZene Benzene (ethyl) Butane.
{ ........
731.09 1657. 1012.70 1114.49 765.31 714.
C6H6 CsH1b C4~0
1.12 1.07 1.09
560. .•0560 551. .0704
(normal)
-.,,.--------........ T""""------------ ........ ----_,...----_;__
PIPE STRES$ANALYST OEstGN GUIOE "HUMBER ;A.16 PAGe-.2
._~ ._ DATE ~ '9'...12 ~i·
"""r'"
""",iP~ f' 1....
'
DESIGN GUIOES ~
Conmcund
FcrnrJla MolecUlar Weight
RO
Critical Constants V Pc c psf.a ft.3/1b. 529. .0725 510. .0515 1073. .0348 1120. .0280 708. 74~. 33. 370.
440.
BTU lb. OR
Specific Heat Cv lb. OR .352 .177 .153 .084 .343 .291 .754 .379 .375 2.420 .137 .192 .402 .201 .177 .165
BTU
Butane
(iso)
C4H10 CO CO~ t::. CL2 C2H6 C
2'''4
tr
58.12 28.01 44.01 70.91 30.07 28.05 4.00 100.20 86.17 2.02 36.50 34.08 16.04 50.50 28.01. 30.00
734.65 241.69 547.69 750.69 549.78 509.51 27.69 972.31 914.19 59.89 584.19 672.39 343.19 749.69 226.89
.269 .290 .290 .290 .288 .269
.387 .248 .199 .115 .410 .362
1.10 1.40 1.30 1.37 1.20 1.24 1.6l 1.05 1.06 1.41 1.40 1.32 1.31 1.20 1.40
Car-een ~!cr~oxide
Di.:>xide Cr-_lcrine
Ethe.!le
Carbc~
.0787 .0705 .0105 .0682 .0685
E-t.::y1ene Eelium Heptane
(ncreal.) (normal)
He C'fJ.6 C6~4
t.r
.270 1.250 .260 .264 .399 .398
Ee:lCa."le P..jCrogen r.sc.rogen Cb.1ori-de F~·Crogen SUlfide Methane
··2 HCL H2S CH4
188.- .5168_ 1200. 1306. 673. .0993 930. 492. .0515
.290 3.408
"
--
.290 .270 .290 .270 .290 .270
.191 .254 .527 .240 .248
'.['3t.'1y1 ~CL C!'-.1'Jride
!i!trogen ?1:..tric N2 NO
Oxide
--
.231
1.4Q '" .~.-:1
r'
FLUOR
DESIGN GUIDES
PIPE STRESS
AHAL YST DESIGN GUIDE
NUMBER
PAGE DATE
4.16
<,
PBESstmE: SA.Fm'Y VALVE REAcTIONS
3
9-72
Corroound
For:nula
Molecular Wei~t
Critical COnS~~ts V Pc c c psia ft.371b. F
T
Snecific Heat K C C 0 -L ...lL BTU BTU lb. OR lb. oR .221 .400 <0219 .397 .388 .389 .147 .445 .176 1.26
!\iitrous
Oxide
?~
20
44.00 114.22 32.00 72.15 12.15 44.09 64.06 I8~01 1024.89 277.89 845.61 829.69 665.95 362. 7300 490. 483. 617. .0682 .0373 .0690 .0685 .0730 .0308 .0400
.270 .256 .290 .286 .269 .278 .290 .232
octane
(!'lormal)
CgH18
O2
.382 <1.05 .156 1.40
Oxygen Pentane
(normal)
C5~2
.370 1.07 .361 1.08
Pe!:;.i;ane (iso) C Eu 5 Propane Sulphur Dioxide ioTater Cy% S02
H2O
..~
.342 1.14 .118 1.25
774.69 1142. 1165.09 3206.
.332 1.34
4.0 REACTION FORMULA. 4.1 With no impact factor
I
~ = wE
.1'
KoT (lfo+ I}M
~t
,
,>
366 4.2 With impact factor of (2) and consider11lgthat W = CKAP (M/T)t
F
=.
CK [- IS3
4.3 Simplified formula 4.3.1 PSV reaction F ,
0.6 (K6+ 1) AP F
4.3.2 Rupture disc reaction
0.378 ( Ko+ 1 ) AP
FLUOR
DESIGN GUIDES
PIPE STRess ANAL YSf DESIGN GUIDE
NUMBER PAGE DATE
4.16
4 9-72
PRESSOBE SAFE1'Y \TALVE REACTIONS
5.0
REACT!ON LOCAT!ON AND TAIL PIPE
~-*
--t
[j
** * Dimension
**
to be kept to a m:inimu:tn. Check vendor specification for support requirements. No support genera.1ly~t'eqll.ired this dimension is less t.'lan if 24" and stack height is 6' or less. Forces are opposite to open pipe end. Keep to a minimum. See vendor, specifications.
5.2
Reactions may be ignored in closed flare or relief systems.
5.3 Moments from thrUsts must be considered as part of the stress analysis.
*{= 4-Do
V1r-<D~'
'D
~ol)
OtSCH,
r rp tf0Cy
r~·'2.4'L I ~
REf, lSS I·{I {qC(
\~'2.
DATE
THE M.W. KELLOGG COMPANY
SUBJECT
2410
PAGE
FEB 96
DESIGN MANUAL-PIPING
MECHANICAL
t OF9
AIR COOLERS
2411 GENERAL STATEMENT
This manual subject provides design information concerning piping connecting to air coolers, as well as providing construction and service of air coolers. the analysis and supporting of basic information about the
Depending. upon the location, material. and size of the air cooler nozzles and headers, pipe supports. and guides located on the air cooler structure can be supplied elther by equipment vendor or Civil/Structural Technology or Piping Mechanical Technology or combination of the three. The design criteria for supports and guides are determined Piping Mechanical Technology and. specified on the Piping. Planning Drawings.
the the any by
Close cooperation and communication wtth the equipment requisition engineer is usually required at an early stage to coordinate these requirements. with the air cooler vendor.
2412 1YPES OF AIR-COOLED HEAT EXCHANGERS
There are two basic types of air coolers. 2412A The Forced Draft Fan Air Cooler It is one where the fan is. located in a housing. below the tubes and blows air upward past the tubes. The motor drive is hung below the housing with a short belt,. gear, or linkage to the fan shaft. They are:
1
...
The Forced Draft Air Cooler
THE M.W. KELLOGG COMPANY
FEB 96
SUBJECT 2410
PAGE
DESIGN MANUAL-PIPING MECHANICAL
20F9
24128 The Induced Draft Air Cooler This type of air cooler has the fan located in a housing above the tubes. and blows upward. This "sucks" air past the tubes below. The motor drive is hung below the cooler with a long drive shaft extending through the tube bank, to the fan above.
I
~
The Induced Draft Air Cooler Both types have fixed tube sheets supported in a deep channel frame which in tum supportsthe fan housing, drive; and associated platforms. . A typical air cooler bay is 14 feet wide and may contain one or more bundles (services). Tube length of 32 feet is. common. Air coolers may be single or multiple pass. Header boxes have one or more. partition plates in order to have multiple passes as shown ..
SUPPORT
PASS
PARTITION
DATE FEB 96
THE M.W. KELLOGG COMPANY
SUBJECT
2410
PAGE
DESIGN MANUAL-PIPING
MECHANICAL
50F9
DATE FEB 96
THE
M.W. KELLOGG COMPANY
SUBJECT
2410
PAGE
DESIGN MANUAL-PIPING
MECHANICAL
60F9
2414 LOADING CONSIDERATION
Nezzle leadings shewn belew (per specificatien. C4S-tE-84) are issued to. the air ceeler vender as the minimum acceptable fer each nezzle by the requisitio.ning engineer. Leads shewn in ( ) are per specificatien C45-1E.. raft, and as o.f the printing. ot this do.cument, D these leads have net been reviewed by the air co.o.lervendo.r co.mmunity. It sheuld be cenfirmed which allo.wablesare applicable for each project.. So.me vendors. design their equipment fer larger leads and will indicated them en their drawings.. Actual calculated values may be transmitted to. the vendor if larger than established aUewables, but final values must be mutually agreed upon by M. W. Kellegg and the vender. THE FORCES St ARE GIVEN TO MAXIMUM OF 2 INLETS & 2 OUTLETS PER SECTION
APPUCABl.E TO. AU.. AIR ceeLER
NeZZLES FORCES (1bf.) NeZZLE TOP & B01TOM OF MANIFOLD MOMENTS. (ft-1bt.)
Table 1
SIZE 14' 12' 10"
8"
F.
3000 (3375)
F,
5000(5625) 4000(4500) 4000(4500) 4000(4500) 1500 (1695) 800 (900) 500 (570) 400 (450) 300 (345)
F. 2500(5625)
2000/ (4500) 2000(3375)
M.
6000(6750)
5000(5625) 5000(4500)
My
7000 (7875) 6000 (6750) 6000; (6750) 6000(6750) 3000(3375) 1200(1350) 600 (675) 250 (270) 150 (165)
5500(3945)
2500 (2820) 2500 (2250) 2000 (1920) 1200 (1350) 1000 (1125) 600 300 (675) (345)
(225)
so
4' 3' 2' 1 'h'
1500(2700) 900 (1695) 750 (1125)
450 (675)
4200(3375) 2100(2370) 800 (900) 400 (450) 150 (165) 100 (120)
4500 (3375) 4500(2820) 4200(2475) 2100 (1800) 800 (900) 400 (450) 150 (165) . 100 (120)
200
250 (345) 150 (225)
DATE
THE M.W. KELLOGG COMPANY
SUBJECT
2410
PAGE
FEB 96
DESIGN MANUAL·PIPING
MECHANICAL
70F9
2415 SUPPORT CONSIDERATION The majority of Kellogg.'s air cooling systems. are located across the top of the piping yard rack and are supported by the yard rack steel. The. air cooler nozzles are on the exchanger header boxes which extend beyond the yard rack steel. Pipe supports and guides from the air cooler structure, must be designed to allow the piping and air cooler to. expand as necessary to insure that the nozzle allowables are not exceeded. When there are several bays of air coolers making. up an air cooling system, one of the following two methods are used to absorb the differential growth between inlet/outlet pipe headers and the header boxes: 1. Provide sufficient flexibility in the connecting. branch pipe to absorb the differential movement. Provide sufficient stiffness in the connecting branch pipe. to slide the air cooler bundles to absorb the differential: movement. Note that outlet. connecting branch pipe flexibility may have to be considered in the review of inlet pipe on a two pass cooler if this method is utilized.
2.
In the first case, the header will usually be located so that it can be supported independent from the yard rack steel or the air cooler structure.. If the branch pipe flexibility design requires excessive pipe and fittings,. the branch piping diameter may be increased with a. reducer next to the connecting flange to minimize pressure drop, usually critical in an air cooler circuit.
i
DATE FEB 96
THE M.W. KELLOGG COMPANY
SUBJECT
2410
PAGE
DESIGN MANUAL-PIPING
MECHANICAL
80F9
Air cooler units may have to be separated to extend support steel between them. Requirements for this must be. clearly defined early in the Planning. Phase.. Expansion joints may also be an option, but space limitations and pressure thrust must be considered. In the second case, the header and the vendor must be notified weight, the tube bundle friction load due to hydrotesting must Planning Drawings. will be located directly of the required nozzJe force and the thermal also be given to the in line with the exchanger nozzles. allowables. due to the header piping load.. In most. cases, an additional vendor and shown on the Piping.
Proper clearances between the header boxes and their supports and between the header boxes themselves must also be checked. Bays may be cold set as clearances are available. Teflon slide plates may also be included in the design details by the fabricator. On induced draft units, the major support beams can be supplied either by the air cooler vendor or M. W. Kellogg. The advantage of a MWK supply is the quick response. possible without vendor involvement should ioads change late in the project. The anchor location of the air coolers. is determined by Piping Mechanical Technology and specified on the Piping Planning Drawings.. The air cooler anchor is normally located near the inlet nozzle end, due to the larger diameter inlet piping. In cases where the inlet nozzles are located on the top of the equipment, the. piping. supports. should extend between sections of the air coolers and be. supplied by Civil/Structural Technology or by the . equipment vendor. The anchor location and the supports. criteria. are to be specified on the Piping Planning Drawings and issued to the vendor as required. 2416 NOZZLE LOADS The nozzle loadings shown in Table 1 are issued to the. Air Cooler Vendors. as the minimum loads to be accepted for each nozzle. Some vendors design their air cooler nozzles with greater allowables. The vendor allowables will be shown on the equipment drawings.
DATE
THE M.W. KELLOGG COMPANY
SUBJECT
2410
PAGE
FEB 96
DESI.GN MANUAL-PIPING
MECHANICAL
90F9
2417 STRESS ANALYSIS
The air cooler system inlet piping stress analysis calculations may include the entire piping system from the vessel outlet to the air coolers anchor location. In cases where the air cooler system is made up of several exchanger units the formal calculation must have the restraints and bundle flexibility of each unit defined in detail in the calculation. Appropriate consideration shall be given to air cooler piping systems where block valves are used On the inlet and/or outlet nozzles to avoid potential. stress problems due to differential growth. The inlet and outlet piping configuration should be kept as.simple as possible and "ChristmasTree" configurations should be avoided if possible.
2418 TYPICAL PLANNING COMMENTS
Typical planning comments for air coolers are shown on the attached drawing. Thevendor must be notified of any planning comment information which may affect the air cooler system design as quickly as possible during planning.
8.5
AIR-COOLED EXCHANGERS
The following shall be considered when establishing equipment studies.
8.5.1
Single Pass Air-Cooler
...
J
8.5.2
sr
]_
IL
6
:
= THERMAL EXPANSION
~6
CQ;
...
The inlet header box may be directionally fixed and the outlet box free to slide to allow for tube expansion.
Double Pass Air-Cooler
J:
]_
~6
f--IL -~: --[]
THERMAL EXPANSION
The inlet and outlet are at the same end. This end may be directionally fixed.
8.5.3
Lateral Header Box Movement
32
This is the Proprietary Information of Brown & Root Energy Services A Division of Kellogg Brown & Root, Inc. This Document and its Contents May Not be Used or Copied Without the Expressed Approval of Kellogg Brown & Root Inc.
You might also like
- Standard piping support drawing for Iranian oil refineryDocument320 pagesStandard piping support drawing for Iranian oil refineryfloayzav568475% (8)
- KVERNAR - Stress NotesDocument54 pagesKVERNAR - Stress NoteszahoorNo ratings yet
- Load CasesDocument15 pagesLoad CasesVishnu Menon100% (1)
- Piping Stress Analysis Engineering SpecificationDocument10 pagesPiping Stress Analysis Engineering SpecificationM Alim Ur Rahman100% (1)
- Ball Valve Design FeatureDocument6 pagesBall Valve Design FeaturebbmokshNo ratings yet
- Api 510, Pressure Vessel Inspector Certification ExaminationDocument62 pagesApi 510, Pressure Vessel Inspector Certification ExaminationIrinaNo ratings yet
- PIP Process Industry Practices. 'Piping' Piping Support DetailsDocument167 pagesPIP Process Industry Practices. 'Piping' Piping Support DetailsLynn Bishop100% (5)
- Piping Stress AnalysisDocument52 pagesPiping Stress Analysispatdumont100% (6)
- PIP PNC00004 - Piping Flexibility AnalysisDocument10 pagesPIP PNC00004 - Piping Flexibility AnalysisAnonymous cuOIjrLI100% (2)
- Pressure Cycling 2010051Document6 pagesPressure Cycling 2010051Sharath KrishnanNo ratings yet
- Process Design Manual LurgiDocument25 pagesProcess Design Manual LurgiMarcelo Peretti91% (11)
- Standards and Codes: Asme Section ViiiDocument44 pagesStandards and Codes: Asme Section ViiiNitin LuhadiyaNo ratings yet
- (Process Industry Practices) Piping Flexibility OrgDocument9 pages(Process Industry Practices) Piping Flexibility OrgMursid Lafaliana Nuari100% (3)
- Piping and Pipe Support SystemsDocument178 pagesPiping and Pipe Support Systemssehama527100% (1)
- SAMSUNG SEM-3074E - Piping Design Manual (Pump Piping)Document21 pagesSAMSUNG SEM-3074E - Piping Design Manual (Pump Piping)Tanveer Ahmad100% (2)
- TOYO - Piping Design Instruction PDFDocument199 pagesTOYO - Piping Design Instruction PDFamirthraj74100% (14)
- Fluor Daniels 000-215-00910Document22 pagesFluor Daniels 000-215-00910savanotrebor100% (1)
- Design Practise Piping Support SystemDocument46 pagesDesign Practise Piping Support SystemOkondu Chiedu100% (1)
- Equp-Nozzle JGC and SheelDocument16 pagesEqup-Nozzle JGC and SheelzahoorNo ratings yet
- Nozzle Movement Calculation ModuleDocument23 pagesNozzle Movement Calculation Moduledjole112No ratings yet
- Conoco Engineering STDDocument23 pagesConoco Engineering STDSubeen Mathur100% (1)
- Piping Stress Analysis Is The Most Important Activity in Piping DesignDocument10 pagesPiping Stress Analysis Is The Most Important Activity in Piping DesignShreesanth SreenivasanNo ratings yet
- Module1 Stress ObjectiveDocument48 pagesModule1 Stress ObjectivepalluraviNo ratings yet
- Pipe Support Systems (2 PDH) Course No. M-2018Document17 pagesPipe Support Systems (2 PDH) Course No. M-2018arsssyNo ratings yet
- Module 05 Piping Stress Analysis Pravin JedheDocument15 pagesModule 05 Piping Stress Analysis Pravin JedheAbdul Tayyeb100% (2)
- Adding 3D Pipe Supports To A Specification Using The CADWorx Specification Editor PDFDocument19 pagesAdding 3D Pipe Supports To A Specification Using The CADWorx Specification Editor PDFangel gabriel perez valdez100% (1)
- A more consistent pressure equivalent method for piping flangesDocument4 pagesA more consistent pressure equivalent method for piping flangesZAZZERA125No ratings yet
- STD PIP VEDV1003 2012 Document Requirements For Vessels Div 1 & 2Document35 pagesSTD PIP VEDV1003 2012 Document Requirements For Vessels Div 1 & 2Nikunj KNo ratings yet
- Process Piping Design - Volumn 1-01Document90 pagesProcess Piping Design - Volumn 1-01subhashlingade84% (19)
- Chemical Engineering - June 1997 - Pipe Design For Robust SystemsDocument9 pagesChemical Engineering - June 1997 - Pipe Design For Robust Systemshtaboada2008100% (1)
- Piping Arrangement LurgiDocument42 pagesPiping Arrangement Lurgienjoyguruji100% (3)
- How Do You Carry Out Estimation? Ans: 1. Input From BidDocument21 pagesHow Do You Carry Out Estimation? Ans: 1. Input From BidSunil ShaNo ratings yet
- Select Expansion Joints ProperlyDocument4 pagesSelect Expansion Joints ProperlySeungmin Paek100% (2)
- Pipe Stress Basics DTD 23oct2006Document9 pagesPipe Stress Basics DTD 23oct2006Javier García100% (1)
- Stress Analysis Traning-VarunDocument50 pagesStress Analysis Traning-Varunanurag7878100% (3)
- C-27 Piping Flexibility AnalysisDocument32 pagesC-27 Piping Flexibility AnalysisChuy Lee100% (1)
- FE Pipe DocumentacionDocument160 pagesFE Pipe Documentacionricardobarort100% (2)
- PIP VESHP001-Mar. 2017 Hairpin Heat Exchanger SpecificationDocument17 pagesPIP VESHP001-Mar. 2017 Hairpin Heat Exchanger SpecificationAlina Paula OpreaNo ratings yet
- Using The Dynamic Depressuring Utility To Simulate High Pressure Blowdown ScenariosDocument4 pagesUsing The Dynamic Depressuring Utility To Simulate High Pressure Blowdown Scenariosebby1No ratings yet
- Stress Itensification FactorsDocument51 pagesStress Itensification FactorsSyed AhsanNo ratings yet
- Stress Design Basis Rev 0Document15 pagesStress Design Basis Rev 0nitinphadtare100% (2)
- Layout of Piping Systems and Process EquipmentDocument452 pagesLayout of Piping Systems and Process Equipmentjumkung67% (3)
- Selection and Sizing of Pressure Relief ValvesDocument21 pagesSelection and Sizing of Pressure Relief ValvesjoesuhreNo ratings yet
- PI Shoe Guide Anchor Support StandardsDocument40 pagesPI Shoe Guide Anchor Support StandardsKarun NayyarNo ratings yet
- PNC00001 - Pipe Support Criteria For B31.3 Metallic PipingDocument11 pagesPNC00001 - Pipe Support Criteria For B31.3 Metallic PipingYamini Shinde0% (1)
- Typical Arrangement of Air Cooler PipingDocument4 pagesTypical Arrangement of Air Cooler Pipingvedadon100% (1)
- Modeling and Analysis of Air-Cooled Heat ExchangersDocument25 pagesModeling and Analysis of Air-Cooled Heat Exchangersvivek100% (1)
- Piping Flexiblility CalculationDocument8 pagesPiping Flexiblility CalculationAntoshalNo ratings yet
- Accuracy of Stress Intensification Factors For Branch ConnectionsDocument48 pagesAccuracy of Stress Intensification Factors For Branch ConnectionsSachin ChavanNo ratings yet
- 11 Most Important Questions & Answers From ASME B 31.3 Which A Piping Stress Engineer Must KnowDocument6 pages11 Most Important Questions & Answers From ASME B 31.3 Which A Piping Stress Engineer Must KnowRakesh RanjanNo ratings yet
- Large Bore DetailsDocument85 pagesLarge Bore DetailsAmreusit SaschimbnumeleNo ratings yet
- PIP - CS Gate Valve DescriptionsDocument22 pagesPIP - CS Gate Valve Descriptionsgbuckley9630100% (1)
- Process Industry Practices Piping: PIP PNCM0001 Piping Line Class Designator SystemDocument23 pagesProcess Industry Practices Piping: PIP PNCM0001 Piping Line Class Designator SystemsprotkarNo ratings yet
- Fluor Tutorial For Piping Class DevelopmentDocument32 pagesFluor Tutorial For Piping Class DevelopmentEdison P. Imbaquingo Yar100% (3)
- Checklist of Support DesignDocument2 pagesChecklist of Support DesignSakshi AgrawalNo ratings yet
- Public Review Draft 2394Document82 pagesPublic Review Draft 2394Johan SetiawanNo ratings yet
- Pipe Rack and Rack Piping Considerations With Online Course With PDFDocument5 pagesPipe Rack and Rack Piping Considerations With Online Course With PDFSaidFerdjallahNo ratings yet
- 23 21 13 Hydronic Piping Systems QA QCDocument5 pages23 21 13 Hydronic Piping Systems QA QCAsmara KanthiNo ratings yet
- 23 82 16 - Heating and Cooling CoilsDocument12 pages23 82 16 - Heating and Cooling Coilssopan saNo ratings yet
- Criterios Pipe Supports - 2Document10 pagesCriterios Pipe Supports - 2casaeanNo ratings yet
- Inspection of The SystemsDocument12 pagesInspection of The SystemsTulen CabuldinNo ratings yet
- Nava NastaDocument85 pagesNava NastaMadhu YadavNo ratings yet
- Aluminium Bronze Alloys Corrosion Resistance GuideDocument30 pagesAluminium Bronze Alloys Corrosion Resistance GuidedgblascoNo ratings yet
- Block and Bleed Valve-SystemsDocument4 pagesBlock and Bleed Valve-Systemsvmr456No ratings yet