You might also like
- Torno CNCDocument5 pagesTorno CNCLuis HeilbronNo ratings yet
- Torno de Control Numérico ComputarizadoDocument11 pagesTorno de Control Numérico ComputarizadoJose ChuyesNo ratings yet
- Torno CNC 40Document30 pagesTorno CNC 40Maritza Cadiz DurdosNo ratings yet
- Torno CNCDocument13 pagesTorno CNCViktor HuarocNo ratings yet
- Torno CNCDocument6 pagesTorno CNCAlberto Magallanes EzpinoNo ratings yet
- Torno CNC WikiDocument12 pagesTorno CNC WikiAlex_199050% (2)
- Torno CNC FuncionamientoDocument6 pagesTorno CNC Funcionamientolisent2012No ratings yet
- Torno Control NuméricoDocument17 pagesTorno Control Numéricomappo1974No ratings yet
- Estructura de Un CNCDocument7 pagesEstructura de Un CNCMiguel SosaNo ratings yet
- Arquitectura General de Un Torno CNCDocument16 pagesArquitectura General de Un Torno CNCmasterpassword1No ratings yet
- Historia Del Torno CNCDocument2 pagesHistoria Del Torno CNCrafaelechuga60% (5)
- Torno CNCDocument2 pagesTorno CNCElizabeth FernandoNo ratings yet
- Explique Las Características Del Motor y Husillo Principal de Un Torno CNCDocument6 pagesExplique Las Características Del Motor y Husillo Principal de Un Torno CNCmax anthony ortiz mondragonNo ratings yet
- Informe Torno CNCDocument7 pagesInforme Torno CNCYURLEY TATIANA VARGA TORDECILLANo ratings yet
- Gustavo CNCDocument10 pagesGustavo CNCremixscitoNo ratings yet
- INTRODUCCIÓN Torno CNCDocument8 pagesINTRODUCCIÓN Torno CNCClara DiazNo ratings yet
- Maquinas CNCDocument113 pagesMaquinas CNCharry93543640No ratings yet
- Las Máquinas de Control Punto A PuntoDocument5 pagesLas Máquinas de Control Punto A PuntoSantiago CastañedaNo ratings yet
- Torno de CNC, Tipos y Códigos.Document8 pagesTorno de CNC, Tipos y Códigos.Miguel De ArcadiaNo ratings yet
- Torno CNCDocument6 pagesTorno CNCIVAN JORA COLQUENo ratings yet
- Máquinas CNC Componentes y EstructurasDocument10 pagesMáquinas CNC Componentes y EstructurasMichael Naím Dévora QuintanarNo ratings yet
- Torno CNCDocument4 pagesTorno CNCEleazarEspinosaNo ratings yet
- Partes Del Torno CNCDocument3 pagesPartes Del Torno CNCrafaelechuga81% (16)
- El Torno de Control NuméricoDocument28 pagesEl Torno de Control NuméricojgpdNo ratings yet
- Actividad 5 de Procesos de ManufacturaDocument29 pagesActividad 5 de Procesos de Manufacturajonatan100% (2)
- El Torno de Control NuméricoDocument39 pagesEl Torno de Control NuméricoReyes ElenaNo ratings yet
- Carlos Troncoso S1 TareaDocument10 pagesCarlos Troncoso S1 TareaCarlos Ignacio Troncoso LaraNo ratings yet
- Teoria Maquinas CNCDocument21 pagesTeoria Maquinas CNCJorgePeñaQllaNo ratings yet
- CNCDocument8 pagesCNCPaulo Aparicio PortugalNo ratings yet
- Torno CNC: introducción y componentes principalesDocument10 pagesTorno CNC: introducción y componentes principalesmagda lopezNo ratings yet
- Capitulo 1 y 2 - Sistemas de Control NumericoDocument39 pagesCapitulo 1 y 2 - Sistemas de Control NumericoZoser Fabian LeonNo ratings yet
- Ejercicio 2Document16 pagesEjercicio 2Elvia Marcela Chavez100% (1)
- Partes de Torno y NCNDocument9 pagesPartes de Torno y NCNEnrique Gonzalez HerreraNo ratings yet
- Paolo Alvarez Plasencia, Torno CNCDocument8 pagesPaolo Alvarez Plasencia, Torno CNCPaolo Alvarez PlasenciaNo ratings yet
- MaquinariatornoscncDocument8 pagesMaquinariatornoscncOscar JuiñaNo ratings yet
- Proyecto CNC InvestigaciónDocument17 pagesProyecto CNC InvestigaciónEzequiel Valencia100% (1)
- Torno de Control Numerico ComputarizadoDocument7 pagesTorno de Control Numerico ComputarizadoEduardo Zavaleta MacedoNo ratings yet
- Torno CNC EMCO 55Document8 pagesTorno CNC EMCO 55Jesus Delval50% (2)
- Fundamentos Del CNCDocument10 pagesFundamentos Del CNCLeoNo ratings yet
- Torno Automático de Husillos MúltiplesDocument4 pagesTorno Automático de Husillos MúltiplesNuestro Amor Sera LeyendaNo ratings yet
- MA IdnPartesPrinDeMaquinas FranciscoGómez 18130352Document12 pagesMA IdnPartesPrinDeMaquinas FranciscoGómez 18130352Mc DacronerNo ratings yet
- El Torno de Control Numérico Computarizado. Definición, Ventajas y ComponentesDocument15 pagesEl Torno de Control Numérico Computarizado. Definición, Ventajas y ComponentesJose ChuyesNo ratings yet
- Torno CNCDocument38 pagesTorno CNCEwan Jason Salcedo RiveraNo ratings yet
- Informe Torno CNCDocument9 pagesInforme Torno CNCMckChambiNo ratings yet
- Facultad de Ciencias de La Ingeniería Carrera de Ingeniería en MecánicaDocument10 pagesFacultad de Ciencias de La Ingeniería Carrera de Ingeniería en MecánicaAdriana OchoaNo ratings yet
- Informe Nº1Document9 pagesInforme Nº1Alexis AucancelaNo ratings yet
- Torno CNCDocument22 pagesTorno CNCJose Yanez100% (2)
- Resumen CNCDocument24 pagesResumen CNCnenimaryNo ratings yet
- Reporte 1 Torno CNCDocument3 pagesReporte 1 Torno CNCjavier fernandezNo ratings yet
- Reporte 1. Torno CNCDocument3 pagesReporte 1. Torno CNCFidel Hernandez DuranNo ratings yet
- Informe-Torno en CNCDocument10 pagesInforme-Torno en CNCHenry Ramos CHNo ratings yet
- Torno CNCDocument3 pagesTorno CNCJair PuicónNo ratings yet
- Iam25e 1er ParcialDocument23 pagesIam25e 1er ParcialFrancisco MorenoNo ratings yet
- Maquinas CNCDocument21 pagesMaquinas CNCJuan Diego AriasNo ratings yet
- Investigación 1.2 - Procesos de Fabricación de Control NuméricoDocument28 pagesInvestigación 1.2 - Procesos de Fabricación de Control NuméricoRoberto AnimasNo ratings yet
- Control Numérico Computarizado e Impresora 3dDocument14 pagesControl Numérico Computarizado e Impresora 3dAndres PatiñoNo ratings yet
- Control de movimiento en manufactura. Automatización CNC fundamentos de diseño y modelamiento experimentalFrom EverandControl de movimiento en manufactura. Automatización CNC fundamentos de diseño y modelamiento experimentalRating: 5 out of 5 stars5/5 (4)
- Comprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109From EverandComprobación y optimización del programa cnc para el mecanizado por arranque de viruta. FMEH0109No ratings yet
- Mantenimiento del sistema de arranque del motor del vehículo. TMVG0209From EverandMantenimiento del sistema de arranque del motor del vehículo. TMVG0209Rating: 5 out of 5 stars5/5 (2)
- Ishikawa PDFDocument10 pagesIshikawa PDFPablo AndresNo ratings yet
- Documentacion de CodigoDocument2 pagesDocumentacion de CodigoRobert RojasNo ratings yet
- Rúbrica de Evaluación de PropuestasDocument2 pagesRúbrica de Evaluación de PropuestasJonathan GymanNo ratings yet
- Dic 3Document2 pagesDic 3Carlos Eduardo Salazar RendonNo ratings yet
- Carta Estudiante CI-1312 Iciclo2016Document5 pagesCarta Estudiante CI-1312 Iciclo2016Marcelo SolórzanoNo ratings yet
- Tfhkaif Español PDFDocument19 pagesTfhkaif Español PDFCarlos ZapataNo ratings yet
- Step 7992Document131 pagesStep 7992David Silvestre100% (2)
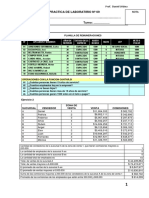
- Planilla de remuneraciones y registro de notas en ExcelDocument3 pagesPlanilla de remuneraciones y registro de notas en ExcelDaniel JavierNo ratings yet
- Visita Empresarial SLACOLDocument13 pagesVisita Empresarial SLACOLAnonymous G5RXijNo ratings yet
- Glosario InglesDocument3 pagesGlosario Inglesfredy100% (1)
- Unusual U10z - Manual 2013-13-7Document72 pagesUnusual U10z - Manual 2013-13-7Oscar Perez MartinNo ratings yet
- SistOp K3052 1Cuatri2016Document12 pagesSistOp K3052 1Cuatri2016SantiagoCamargoNo ratings yet
- Guia 212027 30332Document3 pagesGuia 212027 30332Deisy MartinezNo ratings yet
- Ismael Ruiz MartinezDocument3 pagesIsmael Ruiz MartinezSpartanLuismNo ratings yet
- Jueves de Prueba 4 MateDocument2 pagesJueves de Prueba 4 MateluciaNo ratings yet
- Tema 01Document28 pagesTema 01Roy García MayorgaNo ratings yet
- TEORÍA DE GRÁFICAS: TAREA 2Document2 pagesTEORÍA DE GRÁFICAS: TAREA 2juanito aldamaNo ratings yet
- Evaluación de ProveedoresDocument4 pagesEvaluación de Proveedoreserika_mm2No ratings yet
- Configuración PLCs Siemens S7-300Document5 pagesConfiguración PLCs Siemens S7-300Joan MarquezNo ratings yet
- La Distribución Beta GeneralizadaDocument12 pagesLa Distribución Beta GeneralizadaGiancarlo Cuadros OviedoNo ratings yet
- Teoria de Los ErroresDocument13 pagesTeoria de Los ErroresGaspar RodríguezNo ratings yet
- Procesadores AMDDocument21 pagesProcesadores AMDDaniel QuintanaNo ratings yet
- PlantillaDocument2 pagesPlantillaFelipe RojasNo ratings yet
- GambitDocument32 pagesGambitEdwin Josué Espina100% (1)
- Manual Consipvt 1.4Document21 pagesManual Consipvt 1.4elizabethNo ratings yet
- Fun Pack RCIDocument9 pagesFun Pack RCIAndelei PalaciosNo ratings yet
- Feria de HFDocument12 pagesFeria de HFJuan Carlos Pacheco NuñezNo ratings yet
- Capacitacion Certificación Internacional MTA SQL Server FundamentalsDocument4 pagesCapacitacion Certificación Internacional MTA SQL Server FundamentalsFabian GuillermoNo ratings yet
- Diseño Compuesto CentralDocument5 pagesDiseño Compuesto CentralJosé Flores100% (1)