You might also like
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Hospital Management SystemDocument79 pagesHospital Management SystemAshish Tiwari100% (1)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- MS301L11 Navigational Methods and Route Planning LADocument3 pagesMS301L11 Navigational Methods and Route Planning LASam HollidayNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Abdelmoumene ChapterDocument2 pagesAbdelmoumene Chapterab__ismNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Assignment Payment 1Document5 pagesAssignment Payment 1Mohamad SafwanNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Treybal DistDocument5 pagesTreybal DistJay CeeNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
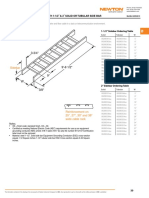
- Newton B CableRackDocument48 pagesNewton B CableRackjuliocastNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Problem Solving and Program DesignDocument30 pagesProblem Solving and Program DesignNick RushNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Std-Insp-0002 (Incoming Material Inspection Procedure)Document3 pagesStd-Insp-0002 (Incoming Material Inspection Procedure)airbroomNo ratings yet
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Assignment 3 Submitted by:-YOGESH YADAV ROLL NO. R610215057 SAP ID 500048466Document6 pagesAssignment 3 Submitted by:-YOGESH YADAV ROLL NO. R610215057 SAP ID 500048466Yogesh YadavNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- OBIEE 11g Training Details: Contact Name: Rao Contact No: 919948713895Document7 pagesOBIEE 11g Training Details: Contact Name: Rao Contact No: 919948713895SwapnasaritNo ratings yet
- Class 10 Science (Physics) MCQs Chapter 11 QuestionsDocument28 pagesClass 10 Science (Physics) MCQs Chapter 11 QuestionsKSA TEXTILENo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- 39 MeisingerDocument11 pages39 MeisingerBaru SomisettyNo ratings yet
- Report Torsion TestDocument27 pagesReport Torsion TestCherif ChokeirNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- BSC (Hons) in Civil EngineeringDocument33 pagesBSC (Hons) in Civil EngineeringFaisal NazeerNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- X Cathedralite 2009Document68 pagesX Cathedralite 2009Cathedral & John Connon Alumni AssociationNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- PPC Porcelain Solid Core Post Insulators and Operating RodsDocument23 pagesPPC Porcelain Solid Core Post Insulators and Operating RodsCHRISTIANNo ratings yet
- B968B968M 10 Standard Test MethodDocument2 pagesB968B968M 10 Standard Test Methodmarjan banooNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- 132-LogSat JRC JLN-720 Instruct Manual 1-10-2019Document134 pages132-LogSat JRC JLN-720 Instruct Manual 1-10-2019Sunil S I ShippingNo ratings yet
- Network AssignmentDocument4 pagesNetwork AssignmentOsamah ElaiwahNo ratings yet
- BSi-Water Cooling Towers.Document34 pagesBSi-Water Cooling Towers.FIRSON ANDRES Serrano100% (1)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Top 100 IT Companies (Rank-Wise List)Document3 pagesTop 100 IT Companies (Rank-Wise List)Somesh100% (1)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Result For: Trucks & CV / 4 Wheeler - LCV / Asia Motor Works / AMW 2518 HLDocument3 pagesResult For: Trucks & CV / 4 Wheeler - LCV / Asia Motor Works / AMW 2518 HLmanoj_doshi_1No ratings yet
- Nokia 5310 Service Manual Level 1 and 2Document16 pagesNokia 5310 Service Manual Level 1 and 2adybosss100% (1)
- 1Document9 pages1MurtadhaNo ratings yet
- Design of Queensland Road Infrastructure For High Risk EnvironmentsDocument7 pagesDesign of Queensland Road Infrastructure For High Risk EnvironmentsAnonymous fS6Znc9No ratings yet
- Usage of D6T-44L - 8L - 1A Thermal SensorDocument23 pagesUsage of D6T-44L - 8L - 1A Thermal SensorEduardo ggNo ratings yet
- Drip Legs Definition Purpose Configuration Selection Installation and Sizing PDFDocument4 pagesDrip Legs Definition Purpose Configuration Selection Installation and Sizing PDFFaizal KhanNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- hsg47 - Avoiding Danger From Underground Services PDFDocument40 pageshsg47 - Avoiding Danger From Underground Services PDFAchilleas21No ratings yet
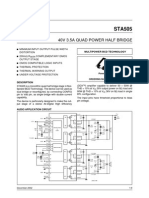
- STA505Document10 pagesSTA505kizonzNo ratings yet
- NAJRAN Quarter 4 NAJRAN Quarter 4 DDT Report DDT Report: December 2012 December 2012Document50 pagesNAJRAN Quarter 4 NAJRAN Quarter 4 DDT Report DDT Report: December 2012 December 2012Shaheryar KhanNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)