You might also like
- Appendix 3 Example Report E9Document3 pagesAppendix 3 Example Report E9Laith SalmanNo ratings yet
- User Guide: API 653 Inspectors ToolboxDocument4 pagesUser Guide: API 653 Inspectors ToolboxBùi Văn HợpNo ratings yet
- Coflexip Hose (Tr1-031851clm303)Document1 pageCoflexip Hose (Tr1-031851clm303)RonniNo ratings yet
- Cpi Quality ProceduresDocument18 pagesCpi Quality ProceduresAdrian RogersNo ratings yet
- Welding Standard Ver1Document4 pagesWelding Standard Ver1Sowmen ChakrobortyNo ratings yet
- 24B-Pactical Pipe Inspection 2006Document17 pages24B-Pactical Pipe Inspection 2006Morg ActusNo ratings yet
- RT Acceptance Criteria GuideDocument1 pageRT Acceptance Criteria GuidevikasNo ratings yet
- Senior Welding Inspection: Weld Procedures Course Reference WIS 10Document21 pagesSenior Welding Inspection: Weld Procedures Course Reference WIS 10Harkynollar HarkyntehyeNo ratings yet
- RT Pipeline Crawler PDFDocument12 pagesRT Pipeline Crawler PDFAnonymous 5qPKvmuTWCNo ratings yet
- Mehmet Cagirici Department of Metallurgical and Materials Engineering, METU, 06800 Ankara, TurkeyDocument5 pagesMehmet Cagirici Department of Metallurgical and Materials Engineering, METU, 06800 Ankara, TurkeyErickNo ratings yet
- 7.0 Material InspectionDocument12 pages7.0 Material Inspectionthanhtung156No ratings yet
- A L F I: Cceptance Imit OR MperfectionsDocument29 pagesA L F I: Cceptance Imit OR MperfectionsDavid MacatangayNo ratings yet
- VT Acceptance Criteria WeldsDocument14 pagesVT Acceptance Criteria WeldsCharwin Xiao100% (1)
- Comparison ASTM A 3388 & ISO 11496Document1 pageComparison ASTM A 3388 & ISO 11496Rahul MoottolikandyNo ratings yet
- WIS5 PRO NDocument71 pagesWIS5 PRO NRob WillestoneNo ratings yet
- ButtWelding Is 11790 1986Document11 pagesButtWelding Is 11790 1986kathir1965No ratings yet
- Spec Sheet - Handler 187Document4 pagesSpec Sheet - Handler 187Hobart Welding ProductsNo ratings yet
- 689 Attachment-01 SP-2380 Design & Const of PE Lined Carbon Steel LinesDocument43 pages689 Attachment-01 SP-2380 Design & Const of PE Lined Carbon Steel LinesHamzaNo ratings yet
- NPT Threaded and Socket Welding Fittings ANSI Standard 3000lbsDocument10 pagesNPT Threaded and Socket Welding Fittings ANSI Standard 3000lbsdandan29No ratings yet
- RT Standards NotesDocument4 pagesRT Standards NotesprabhuNo ratings yet
- Welding - Joint - Symbols ISO 2553Document32 pagesWelding - Joint - Symbols ISO 2553Silvio ZappinoNo ratings yet
- Candidate's Name: - Nationality/Location: - Interview Date: - Interviewer(s)Document4 pagesCandidate's Name: - Nationality/Location: - Interview Date: - Interviewer(s)Ahmed Hassan100% (1)
- What Is NDT ?: Detection of Damage Before BreakdownDocument40 pagesWhat Is NDT ?: Detection of Damage Before BreakdownAnik hasan BadhonNo ratings yet
- 12 Interview Question Related To Non - Destructive TestingDocument4 pages12 Interview Question Related To Non - Destructive TestingHary adiNo ratings yet
- Phased Array Ut PDFDocument32 pagesPhased Array Ut PDFgueridiNo ratings yet
- TOFD Sample ProcedureDocument18 pagesTOFD Sample ProcedureAnna raviNo ratings yet
- 1.2 Resistance and Special WeldingDocument14 pages1.2 Resistance and Special WeldingnikhilbathamNo ratings yet
- General Level-II QuestionsDocument4 pagesGeneral Level-II QuestionsGomathi SankarNo ratings yet
- Insulation inspection report summaryDocument1 pageInsulation inspection report summaryKarthikNo ratings yet
- Interpretation of Weld RadiographsDocument8 pagesInterpretation of Weld RadiographsMyk MamykinNo ratings yet
- ASME B31.3-2016 Leak Test RequirementsDocument5 pagesASME B31.3-2016 Leak Test RequirementsGulzar AliNo ratings yet
- Ultrasonic Inspection Report: Item Specification Inspection SubjectDocument6 pagesUltrasonic Inspection Report: Item Specification Inspection Subjectehsan.mNo ratings yet
- Manufacturing Processes and Their Related DefectsDocument138 pagesManufacturing Processes and Their Related DefectsaliNo ratings yet
- Measuring Fillet Weld Size It's Easy Right - Karsten Madsen - Pulse - LinkedInDocument5 pagesMeasuring Fillet Weld Size It's Easy Right - Karsten Madsen - Pulse - LinkedInnkvonNo ratings yet
- NDE TechniquesDocument25 pagesNDE TechniquesaseNo ratings yet
- Dye Penetrant Inspection - Wikipedia, The Free EncyclopediaDocument5 pagesDye Penetrant Inspection - Wikipedia, The Free Encyclopediaviswamanoj100% (1)
- Ultrasonic Testing Level III Principles, Equipment, Techniques, InterpretationsDocument4 pagesUltrasonic Testing Level III Principles, Equipment, Techniques, InterpretationsTrung Tinh HoNo ratings yet
- WIS5 ConsumablesDocument29 pagesWIS5 ConsumablesMNur SarhanNo ratings yet
- Non Destructive TestingDocument24 pagesNon Destructive TestingLipika GayenNo ratings yet
- AWS Learning Skilled Trades Workforce Inspection Techniques: APRIL 2021Document12 pagesAWS Learning Skilled Trades Workforce Inspection Techniques: APRIL 2021nasif andriantoNo ratings yet
- ISO Specifications for Non-Destructive TestingDocument4 pagesISO Specifications for Non-Destructive Testingskynyrd75No ratings yet
- Inconal625 - SAW Study - Final ReportDocument21 pagesInconal625 - SAW Study - Final ReportshibumbNo ratings yet
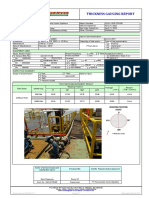
- Catalog Fabricante TechnipDocument9 pagesCatalog Fabricante Technipjimy GutiérrezNo ratings yet
- Cswip 3 2 Presentations PDFDocument42 pagesCswip 3 2 Presentations PDFJlkKumarNo ratings yet
- ARTICLE - Destructive Testing Basics (2012)Document4 pagesARTICLE - Destructive Testing Basics (2012)Sangameswaran RamarajNo ratings yet
- Mechanical Engineering Questions on Welding Standards and ProcessesDocument5 pagesMechanical Engineering Questions on Welding Standards and ProcessesEhab Harb100% (1)
- Welding InspectionDocument15 pagesWelding InspectionSreedhar Patnaik.MNo ratings yet
- 008a.rtfi - AbbrevationsDocument2 pages008a.rtfi - AbbrevationsVivekanandan JNo ratings yet
- NDT Code Book Made Easy For AsmeDocument398 pagesNDT Code Book Made Easy For AsmeJosé Pablo Espinoza SolísNo ratings yet
- ARTICLE - Considerations When Selecting An NDE Method (2010)Document2 pagesARTICLE - Considerations When Selecting An NDE Method (2010)Sangameswaran RamarajNo ratings yet
- Corrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsFrom EverandCorrosion and Materials in Hydrocarbon Production: A Compendium of Operational and Engineering AspectsNo ratings yet
- NDE Training Guide to Welding Flaw RadiographsDocument40 pagesNDE Training Guide to Welding Flaw Radiographsadam1950100% (1)
- Film Interpretation and Reference RadiographsDocument7 pagesFilm Interpretation and Reference RadiographsEnrique Tavira67% (3)
- Viewing and Interpretation of RadiographsDocument30 pagesViewing and Interpretation of RadiographsNatrajiNo ratings yet
- Institute:Uie Department: Academic Unit 1&4Document19 pagesInstitute:Uie Department: Academic Unit 1&4Maggi MadhuNo ratings yet
- Dentium NR Line P 1506 Rev2Document54 pagesDentium NR Line P 1506 Rev2alexandru lutaNo ratings yet
- NDE Training NDE Qualifications NDE Performance DemonstrationsDocument16 pagesNDE Training NDE Qualifications NDE Performance DemonstrationsLintangNo ratings yet
- Non Destructive TestingDocument9 pagesNon Destructive Testingpavan pawanNo ratings yet
- Effer !QFPIRA00T50XService and Installation Manual - Crane On Truck PDFDocument200 pagesEffer !QFPIRA00T50XService and Installation Manual - Crane On Truck PDFDragan Stamenković75% (4)
- Rail Code of PracticeDocument37 pagesRail Code of PracticeMatthew ButlerNo ratings yet
- ASNT NDT Certification GuideDocument93 pagesASNT NDT Certification GuideVincent Vijayakumar33% (3)
- PWHT 2.25%Cr SteelDocument37 pagesPWHT 2.25%Cr SteelDaniele CastellaniNo ratings yet
- Pamphlet TG-X SeriesDocument2 pagesPamphlet TG-X SeriesrajeshNo ratings yet
- Mos TPZB 260 PDFDocument16 pagesMos TPZB 260 PDFThanesh ManogaranNo ratings yet
- API 571 Introduction to Damage MechanismsDocument112 pagesAPI 571 Introduction to Damage MechanismsMahmoud Hagag100% (3)
- Pressure Vessel Fabrication & Inspection: Poyyara ConsultantsDocument137 pagesPressure Vessel Fabrication & Inspection: Poyyara ConsultantsPratik VashiNo ratings yet
- Report On Industrial Visit To HMC-1 Taxila: Mechanical Works Foundry & Forge WorksDocument7 pagesReport On Industrial Visit To HMC-1 Taxila: Mechanical Works Foundry & Forge Worksumair afzalNo ratings yet
- WRCPDocument14 pagesWRCPagmarketing1959No ratings yet
- Fitter: Syllabus of Semester System For The Trade ofDocument24 pagesFitter: Syllabus of Semester System For The Trade ofkumarNo ratings yet
- ALCOTEC (MSDS) GTAW-ALUMINUM WELD WIRE 7994-N Expires 17-05-01Document9 pagesALCOTEC (MSDS) GTAW-ALUMINUM WELD WIRE 7994-N Expires 17-05-01PubcrawlNo ratings yet
- Preview Aws Wit W 2008Document7 pagesPreview Aws Wit W 2008James BashamNo ratings yet
- Welding Processes Part 2Document64 pagesWelding Processes Part 2Asad Bin Ala QatariNo ratings yet
- Welding Procedure Specification (WPS) : Code: Asme BPV Code Sec IxDocument4 pagesWelding Procedure Specification (WPS) : Code: Asme BPV Code Sec IxLipika GayenNo ratings yet
- Top 7 Welding Defects: Causes and RemediesDocument6 pagesTop 7 Welding Defects: Causes and RemediesWilberZangaNo ratings yet
- DNVGL Ru Inv Pt4ch2Document29 pagesDNVGL Ru Inv Pt4ch2mustafa meseliNo ratings yet
- GS 96007 - 1 2021 - 03 Welding Technology Shielding-Gas Arc Welding (SG)Document11 pagesGS 96007 - 1 2021 - 03 Welding Technology Shielding-Gas Arc Welding (SG)paco23No ratings yet
- ULTRASONIC EXAM PROCEDUREDocument6 pagesULTRASONIC EXAM PROCEDUREmadhunikhil100% (1)
- KST 316LDocument1 pageKST 316LtrueavatharNo ratings yet
- Heat Straightening Repair of Damaged Steel Bridge Girders - Fatigue and Fracture PerformanceDocument140 pagesHeat Straightening Repair of Damaged Steel Bridge Girders - Fatigue and Fracture PerformanceEr.Praveen RajNo ratings yet
- Metric TubeDocument6 pagesMetric TubePartsGopher.comNo ratings yet
- Welding PPE GuideDocument9 pagesWelding PPE Guidecyrelle rose jumentoNo ratings yet
- Ijaz Ahmed (Mechanical-Engr)Document4 pagesIjaz Ahmed (Mechanical-Engr)AnsarNo ratings yet
- (A358) Inspection Test Plan - Rev.d - 130514Document5 pages(A358) Inspection Test Plan - Rev.d - 130514Ronny AjaNo ratings yet
- Proposed WPSDocument2 pagesProposed WPSChisom Ikengwu100% (2)
- Nickel and HT Alloys For Petrochemical ApplicationsDocument39 pagesNickel and HT Alloys For Petrochemical ApplicationsDaniel Corella100% (1)
- DB-100-SA OpIn DM-BDB-100-SA Rev 1003A 20151125 PDFDocument21 pagesDB-100-SA OpIn DM-BDB-100-SA Rev 1003A 20151125 PDFSeamen 777No ratings yet
- Case StudyDocument18 pagesCase StudyJALPANo ratings yet
- Project Seabird Phase IIA: Design and Supervision Consultancy For Dockyard and Fleet Base Buildings (DC-02)Document47 pagesProject Seabird Phase IIA: Design and Supervision Consultancy For Dockyard and Fleet Base Buildings (DC-02)mehul vermaNo ratings yet