You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Material and Drill Diameter Cutting Speed ChartDocument1 pageMaterial and Drill Diameter Cutting Speed ChartKevin WellsNo ratings yet
- Journalnx ToolDocument3 pagesJournalnx ToolJournalNX - a Multidisciplinary Peer Reviewed JournalNo ratings yet
- Operation and Maintenance ManualDocument37 pagesOperation and Maintenance Manualpepenapao1217No ratings yet
- Palduct Catalogue Me en 09 16Document16 pagesPalduct Catalogue Me en 09 16Moe KimoNo ratings yet
- Fatigue of Aircraft StructuresDocument357 pagesFatigue of Aircraft StructuresBharosh Yadav100% (2)
- My Green Trips 2Document12 pagesMy Green Trips 2api-376387010No ratings yet
- 7300 CV Quick Start Programming GuideDocument10 pages7300 CV Quick Start Programming Guidenitin hadkeNo ratings yet
- SAB120-151 Spare Parts 2015.05Document52 pagesSAB120-151 Spare Parts 2015.05Andrei Taranu100% (2)
- Idm 2018Document433 pagesIdm 2018veevthummuri100% (1)
- Hydrox Ep PDFDocument2 pagesHydrox Ep PDFJohannes RemediosNo ratings yet
- S-20478-1 RevA Design CalculationsDocument15 pagesS-20478-1 RevA Design CalculationsRAMIL100% (2)
- t4 Hitech 03-06Document364 pagest4 Hitech 03-06Nicoleta Costea100% (1)
- Internship Report Mari PetroleumDocument49 pagesInternship Report Mari PetroleumAsad KhanNo ratings yet
- Holiday TestDocument4 pagesHoliday TestSaptarshi MandalNo ratings yet
- Catalogo Cargadora 972GDocument28 pagesCatalogo Cargadora 972GRodrigo CatotaNo ratings yet
- Data Sheet ASTM A514 Grade B 2017-04-19 221 371857150 enDocument2 pagesData Sheet ASTM A514 Grade B 2017-04-19 221 371857150 enkanteron6443No ratings yet
- Suppliers Database UAE MECHDocument20 pagesSuppliers Database UAE MECHNaveen Diggai100% (1)
- Gujarat, SMEDocument20 pagesGujarat, SMEDeepak Pareek100% (1)
- Piping Pressure TestingDocument40 pagesPiping Pressure Testingalirezashiri0% (1)
- Lecture 9 - Construction Cost EstimatesDocument32 pagesLecture 9 - Construction Cost Estimatesjbjuanzon100% (1)
- Ace Ex Admix GRDocument2 pagesAce Ex Admix GRtejas_tNo ratings yet
- Prospect Lintec Asphalt Mixing PlantDocument4 pagesProspect Lintec Asphalt Mixing Planttadtut100% (1)
- Amplifier Owner'S Manual: Power AmplifiersDocument19 pagesAmplifier Owner'S Manual: Power AmplifiersJose Antonio Montiel QuirosNo ratings yet
- Chapter 26 - Fire Protection: BHT-407-MM-3Document4 pagesChapter 26 - Fire Protection: BHT-407-MM-3Bruno Alonso PachecoNo ratings yet
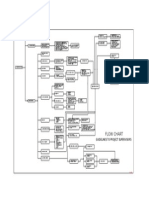
- Flow Chart: Guidelines To Project SupervisorsDocument1 pageFlow Chart: Guidelines To Project SupervisorsAarah KhalidNo ratings yet
- What Are The 10 Greatest Inventions of Our TimeDocument1 pageWhat Are The 10 Greatest Inventions of Our TimeRenzo jognoNo ratings yet
- Strategic Planner Sales ResumeDocument8 pagesStrategic Planner Sales ResumeSushil GoyalNo ratings yet
- Design Theory of C FB BoilersDocument15 pagesDesign Theory of C FB Boilersanon_797717906No ratings yet
- Sbakx 32Document11 pagesSbakx 32rer0427No ratings yet
- TimberDocument35 pagesTimberMuskaan Chowdhary75% (8)