Professional Documents
Culture Documents
Ansi Aws c5.3 91 Storch
Uploaded by
Roberto Alfredo Avila VidalCopyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Ansi Aws c5.3 91 Storch
Uploaded by
Roberto Alfredo Avila VidalCopyright:
Available Formats
ANSI /AWS C5.
3 – 91
Un Estándar Nacional Americano
Aprobado por:
Instituto Nacional Americano de Normas
Febrero 20, 1991
PRACTICAS RECOMENDADAS
PARA EL CORTE Y ACANALADO
POR ARCO CARBÓN AIRE
Reemplaza a C5.3 – 82
Preparado por:
Comité AWS de Soldadura y Corte por Arco
Bajo la Dirección de:
Comité AWS de Actividades Técnicas
Aprobado por:
Junta AWS de Directores
Resumen
Esta publicación constituye un método para transmitir al Operario / Soldador el uso
y la disposición apropiados del Corte y Acanalado por Arco Carbón Aire. Las
instrucciones y procedimientos son suministrados en detalle así que el Operario / Soldador
pueda determinar las técnicas, presión de aire, intensidad y tensión correctas
American Welding Society
550 N. W. LeJeune Road, P.O. Box 351040, Miami, Florida
33135
CORTE Y ACANALADO CON EL PROCESO CAC – A
PRÁCTICAS RECOMENDADAS PARA EL CORTE Y ACANALADO POR ARCO CARBÓN AIRE
Contenido
1. Alcance y Descripción.
1.1. Descripción.
1.2. Historia.
1.3. Aplicaciones.
2. Fundamentos del proceso.
2.1. Generales.
2.2. Fuentes de Energía.
2.3. Aire Comprimido.
2.4. Electrodos.
2.4.1. Electrodos Recubiertos con Cobre para Corriente Directa.
2.4.2. Electrodos Comunes para Corriente Directa.
2.4.3. Electrodos Recubiertos con Cobre para Corriente Alterna.
2.5. Indicaciones del Corte.
2.6. Antorchas para Corte Manual.
2.7. Antorchas para Corte Mecanizado.
3. Técnicas de Operación.
3.1. Acanalado
3.2. Troceado.
3.3. Limpieza.
3.4. Biselado.
4. Selección de Equipos.
4.1. Antorcha de Corte
4.2. Fuentes de Energía
4.3. Sistemas Mecanizados
4.3.1. Sistema Dual de señal.
4.3.2. Sistema Simple de Señal.
4.3.3. Ventajas.
5. Variables del Proceso.
5.1. Ventajas del Proceso
5.2. Diámetro y Tipo de Electrodo.
5.3. Intensidad.
5.4. Tensión.
5.5. Presión de Aire e Índice de Flujo.
5.6. Velocidad de Avance.
5.7. Angulo de Empuje.
5.8. Metales Base.
HENRY INFANTE CORONADO - WELDING 2
CORTE Y ACANALADO CON EL PROCESO CAC – A
5.8.1. Recomendaciones para el Acanalado
5.8.2. Efectos del proceso de corte sobre el Metal Base.
6. Ventajas y Limitaciones.
6.1. Ventajas.
6.1.1. Rápido.
6.1.2. Fácil de Controlar.
6.1.3. Bajo costo de los Equipos.
6.1.4. Económico.
6.1.5. Fácil de Operar.
6.1.6. Compacto.
6.1.7. Versátil.
6.1.8. Corta Limpiamente.
6.2. Limitaciones.
7. Áreas de Aplicación.
8. Problemas Imprevistos.
9. Prácticas Seguras.
9.1. Introducción.
9.2. Ruidos.
9.3. Gases.
9.3.1. Ozono.
9.3.2. Dióxido de Nitrógeno.
9.3.3. Humos Metálicos.
9.4. Energía Radiante.
HENRY INFANTE CORONADO - WELDING 3
CORTE Y ACANALADO CON EL PROCESO CAC – A
Lista de Figuras
Figura.
1. Disposición Típica para el Proceso de Corte CAC-A.
2. Como Trabaja una Antorcha Estándar para el Corte CAC-A.
3. Antorcha Manual.
4. Antorcha para Corte Mecanizado.
5. Posición del Electrodo.
6. Acanalado en Posición Plana.
7. Acanalado en Posición Horizontal.
8. Acanalado en Posición Vertical.
9. Acanalado en Posición Sobre Cabeza.
10. Troceado / Perforado con el Proceso CAC-A.
11. Pad Washing con el Proceso CAC-A.
12. Método de Biselado con el Proceso CAC-A.
Lista de Tablas
HENRY INFANTE CORONADO - WELDING 4
CORTE Y ACANALADO CON EL PROCESO CAC – A
Tabla.
1. Requisitos de Aire Mínimo Recomendado.
2. Tamaños y Números Recomendados de Cables de Corte para Varias Corrientes y
Longitudes.
3. Rangos de Corriente Sugeridas para los Tipos y Tamaños de Electrodos
comúnmente utilizados.
4. Condiciones de Acanalado de Ranuras en U con CAC-A Mecanizado.
5. Condiciones de Acanalado de Ranuras en J con CAC-A Mecanizado.
6. Resultados de Pruebas de Corrosión en el Acero Inoxidables Tipo 304L.
7. Material Particulado con su posible Significación de Concentración de Humos en la
Zona de Respiración del Cortador por Arco.
HENRY INFANTE CORONADO - WELDING 5
CORTE Y ACANALADO CON EL PROCESO CAC – A
PRÁCTICAS RECOMENDADAS PARA CORTAR Y ACANALAR POR ARCO CARBÓN AIRE
CAC-A AIR CARBON ARC CUTTING
1. Alcance y Descripción.
Esta publicación presenta los conceptos básicos del Proceso de Corte por Arco Carbón
Aire, CAC-A, para proporcionar un entendimiento fundamental del proceso y sus variables. En
suma, son presentados los datos técnicos específicos como una guía para establecer la operación
óptima de este proceso.
1.1. Descripción. Este proceso de corte, en adelante llamado Proceso CAC-A, es un
medio físico de remoción de metal, en contraste con la reacción de oxidación presente en el
proceso de Corte Oxi Combustible, OFC. En el proceso CAC-A, el calor intenso generado por el
arco establecido entre el electrodo de carbón y la pieza de trabajo, funde una porción de esta;
simultáneamente, un chorro de aire de suficiente volumen y velocidad se hace pasar a través de
dicho arco para soplar y desalojar el metal fundido. El metal sólido expuesto es fundido por el calor
del arco y la secuencia continúa. Este proceso de corte no depende de la oxidación del metal para
mantener el corte, así que es capaz de cortar metales que no pueden serlo mediante el proceso
OFC. El proceso es utilizado exitosamente en Aceros al Carbono, Inoxidables, muchas Aleaciones
de Cobre y Fundiciones de Hierro. El índice de fusión es una función de la corriente. La rata de
metal fundido depende ante todo del índice de fusión mencionado y de la eficiencia del chorro de
aire para remover dicho metal. El aire debe ser capaz de soplar y desalojar fuera el metal fundido
y limpiar la zona del arco antes que este solidifique nuevamente.
1.2. Historia. El Corte por Arco Aire Carbón fue desarrollado en los años 1940’s como
una extensión de un proceso ya existente, el corte por arco con electrodo de carbón. Enfrentado
con la remoción en posición plana de varios cientos de pies de soldadura agrietada en aceros
inoxidables, un ingeniero de soldadura desarrolló el proceso de corte por arco con un electrodo de
carbón y un chorro de aire a presión. El proceso de corte por arco con electrodo de carbón fue
utilizado para remover soldaduras defectuosas y cabezas de remaches, pero solo en las posiciones
vertical y sobre cabeza. El arco con el electrodo de carbón fundió el metal y el efecto de la
gravedad desplazó el metal fundido fuera del área. Entonces, fue razonable que un chorro de aire
proporcionara la fuerza para remover el metal fundido en la posición plana. Se intentó con un arco
establecido entre un electrodo de carbón con una corriente directa, polaridad negativa y un chorro
de aire aplicado por un segundo cortador mediante una tobera dirigida hacia el charco fundido.
Este intento no fue muy exitoso porque el arco no se mantuvo estable.
Se intentó posteriormente con un electrodo conectado al polo positivo de una fuente de
energía de corriente directa y el resultado hizo práctico el corte por arco con electrodo de carbón y
un chorro de aire a presión. El principio básico se mantiene hoy día, pero el equipamiento y
aplicaciones han sido perfeccionados y expandidos.
1.2.1. CAC – A (Carbón Arc Cutting – Air) anteriormente fue AAC (Air Arc Cutting)
En 1948, se introdujo a la industria de la soldadura, la primera antorcha para corte
por arco y aire a presión. Ya no fueron necesarios los dos cortadores. El aire fue
alimentado a través de la antorcha por debajo y paralelo al electrodo en la
ubicación correcta.
HENRY INFANTE CORONADO - WELDING 6
CORTE Y ACANALADO CON EL PROCESO CAC – A
Esta nueva herramienta fue descubierta para ahorrar tiempo en el acanalado
posterior de la raíz de la soldadura y la remoción de grietas, fisuras y otros
defectos de soldadura en Aceros al Carbono, Aleados e Inoxidables. Inicialmente
este tipo de trabajo había sido hecho mediante el esmerilado o cepillado. Al
expandirse el uso del Corte por Arco con Electrodo de Carbón y Chorro de Aire a
Presión, fueron diseñadas antorchas más eficientes que hicieron más limpia la
remoción del metal y mucho más confortable su uso por el cortador.
1.3. Aplicaciones. El Proceso CAC-A es empleado frecuentemente en la industria en una
variedad de aplicaciones tales como: la fabricación metálica, el acabado de las fundiciones,
tecnología química y del petróleo, construcción, minería, reparación y mantenimiento en general.
Las antorchas y electrodos para el proceso CAC-A son empleados para producir las
ranuras en la preparación de los bordes de las piezas en juntas a tope. Se requiere de poca o
ninguna limpieza o esmerilado adicional.
El proceso CAC-A puede ser empleado para acanalar o ranurar la parte posterior de la
junta para eliminar el pase de raíz y asegurar la completa penetración de la junta y la sanidad del
metal aportado. Si durante el proceso de soldadura surgen algunos problemas y el área soldada
no cumple con las especificaciones del procedimiento, el proceso CAC-A puede utilizarse para
remover el metal de soldadura defectuoso sin dañar o afectar el metal base. Este proceso es
empleado en la industria de la fundición para remover rebabas y nervaduras en piezas fundidas y
luego se emplea para limpiar las áreas pulidas de contacto con otras superficies en la preparación
para el embalaje y envío de las fundiciones. El proceso CAC-A presenta gran flexibilidad,
eficiencia y costos eficaces ya que se aplica prácticamente en cualquier tipo de metal. Los Aceros
al Carbono, Aceros Inoxidables, Hierro Dúctil, Hierro Gris, Hierro Maleable, Aluminio, Níquel,
Aleaciones de Cobre y otros Metales No Ferrosos, pueden trabajarse con el proceso de Corte por
Arco con Electrodo de Carbón y Chorro de Aire a Presión.
2. Fundamentos del Proceso.
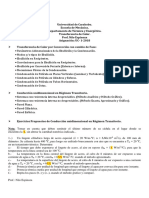
2.1. General. El Proceso CAC-A requiere de un arco para desarrollar un charco fundido en
la pieza de trabajo. El aire comprimido se introduce para soplar y desalojar este metal fundido.
Este proceso exige un a fuente de energía de soldadura, una fuente de aire comprimido, un
electrodo de carbón y una antorcha de corte. La Figura 1 muestra la disposición típica para el
empleo de este proceso.
Excepto para aplicaciones especiales las cuales se discutirán posteriormente, el proceso
emplea Corriente Directa, Electrodo al Positivo. DCEP. Dicho electrodo deberá tener como mínimo
una extensión de 7”, 17.8 cm., desde la antorcha de corte, con el chorro de aire paralelo al
electrodo por debajo de este.
Aunque no existe una extensión mínima, deberán tomarse las precauciones necesarias
para prevenir el daño de la antorcha. Por tal razón, se recomienda una extensión mínima entre 1
½” y 2”, 38.1 mm y 50.8 mm. El avance o progresión debe hacerse únicamente en la dirección de
salida del chorro de aire.
El ángulo de empuje del electrodo varía dependiendo de la operación que se esté
realizando. El cortador deberá mantener la altura correcta del arco para permitir que el chorro de
aire remueva adecuadamente el metal fundido. Vea Figura 2.
HENRY INFANTE CORONADO - WELDING 7
CORTE Y ACANALADO CON EL PROCESO CAC – A
2.2. Fuentes de Energía. Los equipos monofásicos de baja tensión en el circuito abierto,
son generalmente inapropiados para el corte con este proceso. No obstante, cualquier fuente de
energía de soldadura de tres fases y la suficiente capacidad puede ser empleada, siempre que el
fabricante recomiende su uso para el Proceso CAC-A.
La tensión de circuito abierto debe ser suficientemente más alta que la tensión de arco
exigida para tener en cuenta la caída de la tensión en el circuito. La tensión de arco utilizada en el
acanalado y corte oscila entre 35 y 56 Voltios; de esta manera, la tensión de circuito abierto
deberá ser de al menos 60 Voltios. La tensión de arco actual en el corte y acanalado por arco está
determinada para una gran extensión de la longitud de arco y las aplicaciones.
2.3. Aire Comprimido. El aire comprimido estándar es apropiado para el proceso CAC-A.
Se utilizan normalmente presiones entre 80 y 100 psi, 413.7 y 690 kPa en la antorcha.
Pueden emplearse presiones más altas, pero ofrecen pocas ventajas en la remoción
eficiente del metal fundido. Las presiones tan bajas como 40 psi, 280 kPa, han sido utilizadas con
algunas antorchas manuales en aplicaciones de campo donde solo se dispone de aire comprimido
en cilindros. Sin embargo, estas bajas presiones no son recomendables.
Indiferente de las presiones utilizadas con antorchas manuales, la manguera del aire,
suministrada conjuntamente con el cable concéntrico, (paquete de mangueras) deberá tener un
diámetro interior mínimo de 3/8”, 9.6 mm. Las antorchas para el corte mecanizado con control
automático de la longitud del arco, deberán tener una manguera de suministro de aire a presión
con diámetro interior mínimo de ½”, 12.7 mm.
Figura 1 Esquema Típico para el Proceso de Corte CAC - A
HENRY INFANTE CORONADO - WELDING 8
CORTE Y ACANALADO CON EL PROCESO CAC – A
Figura 2 Cómo Trabaja una Antorcha Estándar CAC - A
La Tabla 1 suministra las tasas de consumo de aire comprimido para los varios tipos de
antorchas manuales y mecanizadas, al igual que el rango de potencia del compresor exigido para
uso continuo o intermitente. Los compresores deben tener un tanque o recipiente de
almacenamiento estándar apropiado.
Tabla 1
Requerimientos Mínimos de Aire Comprimido
Rango del Compresor
ASME
Tipo de Presión de Consumo Uso Uso Tamaño
Antorcha Aire de Aire Intermitente Continuo del
Psi 1 cfm Recibidor
(Galones)
Servicio
Liviano 2 49 8 0.5 HP 1.5 HP 60
Servicio
General 2 80 25 5 HP 7.5 HP 80
Servicio
Pesado 3 80 33 7.5 HP 10 HP 80
Automático4 60 46 15 HP 80
Notas:
1. Presión durante el corte.
2. Electrodos Planos Acomodados.
3. Generalmente considerado una antorcha fundida.
4. Requiere un sistema de avance mecanizado para la antorcha o la pieza de trabajo.
2.4. Electrodos. Existen tres tipos básicos de electrodos:
2.4.1. Electrodos Recubiertos con una Capa de Cobre para Corriente Directa. Este
tipo es el más ampliamente utilizado a causa de su comparativamente más larga
vida, características de arco estable y uniformidad en el ranurado. Estos
electrodos son fabricados de una mezcla especial de carbón y grafito con un
aglomerante apropiado. Luego, se hornea esta mezcla a una temperatura
adecuada produciéndose de esta manera los electrodos de grafito, densos y
homogéneos, de baja resistencia eléctrica, los cuales son recubiertos
posteriormente con una capa de cobre de espesor controlado. Estos electrodos
están disponibles en los diámetros de 1/8”, 5/32”, 3/16”, ¼”, 5/16”, 3/8”, ½”, 5/8”,
¾”. (3.17 mm, 3.96 mm, 4.76 mm, 6.35 mm, 7.93 mm, 9.52 mm, 12.7 mm, 15.87
mm, 19.05 mm).
HENRY INFANTE CORONADO - WELDING 9
CORTE Y ACANALADO CON EL PROCESO CAC – A
Figura 3 Antorcha Manual
También se dispone de electrodos empalmados o acoplados para operación sin
pérdidas por colillas. Estos están provistos de un enchufe hembra y un extremo
macho que casa con el enchufe y están disponibles en los diámetros 5/16”,
3/8”,1/2”, 5/8”, ¾”, 1” (7.93 mm, 9.52 mm, 12.7 mm, 15.87 mm, 19.05 mm, 25.4
mm).
Además de los electrodos cilíndricos, existen electrodos rectangulares planos
recubiertos en los siguientes tamaños: 5/32” x 3/8” y 3/16” x 5/8” (3.96 mm x 9.52
mm y 4.76 mm x 15.87 mm). Estos son utilizados para producir ranuras
rectangulares y para la remoción de refuerzos de soldadura.
2.4.2. Electrodos Simples para Corriente Directa. De uso limitado, estos electrodos son
utilizados generalmente en diámetros menores de 3/8” (9.52 mm). Durante el
corte, estos electrodos se consumen más rápidamente que los electrodos
recubiertos. Ellos son manufacturados de la misma manera que los electrodos
recubiertos, pero sin la capa de cobre. Estos electrodos simples se encuentran
disponibles en los siguientes diámetros: 1/8”, 5/32”, 3/16”, ¼”, 5/16”, 3/8”, ½”, 5/8”,
¾” y 1”. (3.17 mm, 3.96 mm, 4.76 mm, 6.35 mm, 7.93 mm, 9.52 mm, 12.7 mm,
15.87 mm, 19.05 mm y 25.4 mm)
2.4.3. Electrodos Recubiertos con una Capa de Cobre para Corriente Alterna. Los
siguientes electrodos son fabricados de una mezcla especial de carbono y grafito
con aglomerantes apropiados, se les incorpora luego materiales como tierras raras,
(material alcalino raro, elementos de número atómico entre 57 y 71) para
estabilizar el arco en el corte con corriente alterna. Estos electrodos, recubiertos
con una capa de cobre de espesor controlado, se encuentran disponibles en los
siguientes diámetros: 3/16”, ¼”, 3/8” y ½”. (4.76 mm, 6.35 mm, 9.52 mm y 12.7
mm).
HENRY INFANTE CORONADO - WELDING 10
CORTE Y ACANALADO CON EL PROCESO CAC – A
2.5. Cables para el Equipo de Corte. La Tabla 2 proporciona los números
recomendados y los tamaños de los cables para los equipos de corte por arco con electrodo de
carbón y aire a presión para diferentes longitudes e intensidades.
2.6. Antorchas para Corte Manual. Una antorcha manual típica es mostrada en la
Figura 3. El electrodo es sostenido en una cabeza giratoria, la cual posee uno o dos orificios para
la salida del aire, de tal manera que, sea cual fuere el ángulo de colocación del electrodo con
respecto a la antorcha, el chorro de aire permanecerá alineado con este.
Las antorchas de corte con dos conductos de aire (el chorro de aire está en dos lados del
electrodo) o con un ángulo predeterminado entre el electrodo y las mordazas, son preferidas por
algunos usuarios para aplicaciones especiales. Normalmente, las antorchas de corte son
refrigeradas por aire. Para aplicaciones con corrientes elevadas se dispone de cables
ensamblados para enfriamiento por agua y pueden ser utilizadas con antorchas para trabajo
pesado.
2.7. Antorchas para Corte Mecanizado. Existen dos métodos para el control
mecanizado de las antorchas de corte por arco carbón aire. Cualquiera de las dos, es capaz de
producir ranuras de considerable profundidad con una tolerancia de + / - 0.025”. estas unidades
son utilizadas donde se desee alta calidad y productividad, o ranuras superiores a 3 pies de
longitud (Ver Figura 4). Estos dos métodos son como siguen;
2.7.1. Un tipo de intensidad controlada, el cual mantiene la corriente del arco mediante
señales de intensidad por medio de controles de estado sólido. Este tipo de
sistema controla la velocidad de alimentación del electrodo, el cual mantiene la
intensidad pre ajustada y puede ser operada únicamente con fuentes de energía
de tensión constante.
2.7.2. Un tipo de tensión controlada, el cual mantiene la longitud del arco mediante
señales de tensión por medio de controles electrónicos de estado sólido. Este tipo
controla la longitud del arco determinado por medio de la tensión pre establecida y
puede ser utilizado solamente con fuentes de energía de corriente constante.
2.7.3. Un sistema dual es capaz de operar mediante un interruptor selector interno en
cualquiera de los modos descritos arriba.
HENRY INFANTE CORONADO - WELDING 11
CORTE Y ACANALADO CON EL PROCESO CAC – A
Tabla 2
Tamaños y Números Recomendados para Cables de Corte para varias Corrientes 1,2 y
Longitudes 3,4
Corriente 25 pies 50 pies 100 pies 150 pies 200 pies 250pies
Amperios
No. Size No. Size No. Size No. Size No. Size No. Size
100 1 4 1 3 1 2 1 1/0 1 2/0 1 4/0
200 1 3 1 2 1 1/0 1 3/0 1 3/0 3 3/0
300 1 2 1 2 1 3/0 2 2/0 2 4/0 4 4/0
400 1 2 1 1/0 1 4/0 2 4/0 3 4/0 5 4/0
500 1 1 1 2/0 2 2/0 2 4/0 4 4/0
600 1 1 1 3/0 2 3/0 2 4/0 5 4/0
800 1 1/0 2 2/0 2 4/0 4 4/0
1000 1 2/0 1 4/0 3 3/0 5 4/0
1200 1 3/0 2 4/0 3 4/0
1400 1 4/0 2 4/0 4 3/0
16005 2 3/0 4 3/0 4 4/0
1800 2 4/0 4 4/0
20006 3 4/0 5 4/0
Notas:
1. Recomendaciones basadas en una caída de 4V / 100 pies con DC
2. Para AC utilice el tamaño de cable próximo
3. La longitud dada es la mitad de la suma de los cables del porta electrodo y de la pieza
de trabajo
4. La conexión inapropiada del cable de masa causa el sobre calentamiento de los
cables; al menos debe emplearse 1” de área de contacto. Asegúrese que la conexión
esté apretada
5. Por encima de 160 Amperios, debería emplearse un cable de servicio pesado enfriado
por aire
6. Por encima de 2000 Amperios, debería emplearse un cable de servicio pesado
enfriado por agua
HENRY INFANTE CORONADO - WELDING 12
CORTE Y ACANALADO CON EL PROCESO CAC – A
3. Técnicas de Operación.
3.1. Ranurado. El electrodo es sostenido tal y como se muestra en la Figura 5, de tal
manera que se extienda o prolongue hasta un máximo de 7”, 17.8 cm. Desde la antorcha de corte.
Para metales no ferrosos esta extensión deberá ser reducida a 3”, 7.62 cm. La Tabla 3 muestra los
rangos de corriente sugeridos para varios tipos y tamaños de electrodos.
El chorro de aire deberá ser abierto antes del encendido del arco y la antorcha de corte
deberá sostenerse tal y como se muestra en la Figura 6. El electrodo se inclina en sentido
contrario a la dirección del avance con el chorro de aire por debajo y paralelo a él.
Bajo condiciones apropiadas de operación, se supone que el chorro de aire barrerá todo el
metal fundido por debajo del extremo del electrodo.
El arco puede ser encendido mediante un leve contacto del electrodo con la pieza de
trabajo. El electrodo no deberá retroceder una vez que el arco se ha encendido. La técnica de
acanalado es diferente de aquella empleada para la soldadura por arco, porque el metal es
removido en lugar de ser depositado. Deberá mantenerse un arco corto para avanzar lo
suficientemente rápido en la dirección del corte, para mantener la remoción del metal fundido. La
firmeza en la progresión controla la regularidad y suavidad de la superficie de corte resultante.
Para el acanalado en la posición vertical, la antorcha de corte deberá sostenerse como se
muestra en la Figura 7. El acanalado deberá hacerse en dirección vertical descendente, lo cual
permita a la gravedad ayudar en la remoción del metal fundido. Este acanalado en posición
vertical también puede hacerse en dirección opuesta, pero es más difícil. El acanalado en la
posición horizontal puede hacerse indiferentemente hacia la derecha o hacia la izquierda, pero
siempre hacia adelante.
En el acanalado hacia la izquierda deberá mantenerse la antorcha de corte como se
muestra en la Figura 8. Al realizar esta operación hacia la derecha, se invertirá la antorcha de
corte para ubicar el chorro de aire detrás y paralelo al electrodo.
Cuando se ranura en la posición sobre cabeza, la antorcha de corte y el electrodo deberán
sostenerse a un ángulo tal que prevenga el goteo del metal fundido sobre el guante del cortador,
como se muestra en la Figura 9.
La profundidad de la ranura producida es controlada por la velocidad de avance. Pueden
hacerse ranuras de hasta 1”, 25.4 mm, de profundidad. No obstante, para las ranuras de mayor
profundidad se requerirá de un cortador de mayor experiencia.
Las bajas velocidades de avance producen unas ranuras profundas. Con velocidades altas
se producen ranuras poco profundas. La amplitud de dichas ranuras está determinada por el
tamaño del electrodo empleado y usualmente es de 1/8”, 3.17 mm, más ancha que el diámetro de
dicho electrodo. Las ranuras más amplias pueden hacerse oscilando el electrodo con movimiento
circular o entrelazado.
HENRY INFANTE CORONADO - WELDING 13
CORTE Y ACANALADO CON EL PROCESO CAC – A
Figura 6 Acanalado en Posición Plana Figura 7 Acanalado en Posición Vertical
Figura 8 Acanalado en Posición Horizontal Figura 9 Acanalado en Posición Sobre
Cabeza
HENRY INFANTE CORONADO - WELDING 14
CORTE Y ACANALADO CON EL PROCESO CAC – A
Cuando se ranura, se emplea un ángulo de empuje de 35° con relación a la superficie de la
pieza de trabajo para la mayoría de las aplicaciones. Se recomienda un apoyo firme en el
acanalado, para asegurar una superficie de la ranura suave y regular. Ello es particularmente
ventajoso para utilizarlo en la posición sobre cabeza.
La velocidad de avance adecuada depende del tamaño del electrodo, del metal base y la
presión del aire. Una velocidad apropiada que produce un suave sonido silbante, dará como
resultado una ranura suave.
3.2. Corte o Troceado. La Figura 10. Muestra el electrodo en la posición para cortar o
trocear. En general, la técnica de troceado es la misma que para el acanalado, excepto que el
electrodo es sostenido a un ángulo más empinado, que es, con un ángulo de empuje entre 70° y
80°.
Para cortar metales no ferrosos gruesos, el electrodo deberá sostenerse perpendicular a la
superficie de la pieza de trabajo, con el chorro de aire frente del electrodo en la dirección de corte.
Con el electrodo en esta posición, el metal puede ser, entonces, troceado por el movimiento del
arco arriba y abajo a través del metal con un movimiento de aserrado.
3.3. Barrido o Removido. En el uso del proceso CAC – A para remover metal en grandes
áreas, como en el caso de quitar el metal de un recubrimiento y de levantar rellenos en fundiciones,
la posición apropiada del electrodo es mostrada en la Figura 11. El electrodo deberá oscilarse de
lado a lado mientras se empuja hacia delante a la profundidad deseada.
En la operación de remoción se emplea un ángulo de empuje de 15° a 70° con relación a la
superficie de la pieza de trabajo. El ángulo de 15° es utilizado para pases de acabado suave,
mientras que los ángulos mayores permiten hacer con mayor facilidad cortes ásperos más
profundos.
Particularmente adaptados para esta aplicación son las antorchas de corte con cabezas
fijas a un ángulo determinado, las cuales mantienen el electrodo a un ángulo correcto. Con otros
tipos de antorchas, deberán tomarse precauciones para mantener el chorro de aire detrás del
electrodo. La estabilidad y firmeza del cortador determina la suavidad de la superficie producida.
3.4. Biselado. Un método de biselado es mantener el electrodo como se muestra en la
Figura 12 (a), con un ángulo de avance o de empuje de 90° y un ángulo de trabajo igual al ángulo
del bisel. El chorro de aire se coloca entre el electrodo y la pieza de trabajo. El segundo método
consiste en mantener el electrodo como en la Figura 12 (b), con la antorcha paralela al borde que
se está biselando y el ángulo del electrodo igual al ángulo del bisel. El chorro de aire está ubicado
entre el electrodo y la superficie de la pieza de trabajo.
HENRY INFANTE CORONADO - WELDING 15
CORTE Y ACANALADO CON EL PROCESO CAC – A
Figura 10 Cortado / Troceado con el Proceso CAC - A
Figura 11 Barrido o Removido con el Proceso CAC - A
Figura 12 Métodos de Biselado con el Proceso CAC - A
HENRY INFANTE CORONADO - WELDING 16
CORTE Y ACANALADO CON EL PROCESO CAC – A
4. Selección del Equipamiento.
4.1. Antorcha de Corte. Determinado por el trabajo a realizar, el rango de las antorchas
va desde tamaños para trabajos livianos en talleres y granjas, hasta antorchas para trabajo pesado
en talleres de fundición. La siguiente es una guía para el uso de las antorchas
Tipo de Antorcha Aplicación / Selección
de Corte
Trabajo Liviano. Pequeños talleres, granjas, mantenimiento y donde existan limitaciones en el
suministro de aire. Están limitadas a una corriente directa máxima de 450
amperios.
Propósito General. Aplicaciones de propósito general normal en astilleros, talleres de fabricación y
mantenimiento general. Están limitadas a una corriente de 1000 Amperios
máximo.
Trabajo Pesado. Trabajos generales de fundición, levantamiento de rellenos o recargues y
Multi propósito. troceado. Trabajo a elevadas intensidades en astilleros y talleres de fabricación.
Están limitadas a 1600 Amperios con cables refrigerados con aire y a 2000
Amperios con cables enfriados con agua.
Mecanizado. Preparación de bordes; aplicaciones de alta calidad y productividad. Se utilizan
con electrodos unidos de diámetros entre 5/16” y ¾”. 7.94 mm y 19.05 mm.
4.2. Fuentes de Energía. Cualquier fuente de energía de tres fases para soldar, de
capacidad suficiente puede ser utilizada para el proceso de corte CAC-A. Sin embargo, debe
asegurarse que la tensión en el circuito abierto, OCV, sea lo suficientemente alta para permitir una
caída de tensión en el circuito. Los rangos de la tensión de arco utilizados en este proceso están
entre 28 y 56 Voltios; de esta manera, la tensión del circuito abierto deberá ser al menos de 60
Voltios.
Algunas fuentes de energía de tensión constante requieren una muy alta tensión de circuito
abierto para operar como equipo para el proceso de corte CAC-A. Las fuentes de energía
monofásicas son generalmente inadecuadas para este proceso. Las fuentes de energía que se
están utilizando en conjunción con el corte mecanizado y otras aplicaciones exigiendo el máximo
tiempo de arco, deberán ser clasificadas con un ciclo de trabajo del 100 % para la intensidad
requerida.
4.3. Sistemas Mecanizados. Los sistemas mecanizados son más utilizados en la
industria de la fabricación. Estos sistemas ofrecen una alternativa de alta calidad y productividad
en comparación con el corte manual.
Existen dos tipos de sistemas a ser considerados, ambos operan a una señal del arco para
controlar el ranurado.
4.3.1. Sistema de Señal Dual. Con este tipo de sistema mecanizado puede emplearse
una fuente de energía de corriente constante o de tensión constante.
Si se emplea uno de corriente constante, la longitud de arco se mantendrá
mediante un sistema de señal de tensión. Una tensión pre determinada se fija en
el sistema controlador, la cual adelanta o retrae el electrodo mediante una parada
del motor para mantener la longitud del arco.
HENRY INFANTE CORONADO - WELDING 17
CORTE Y ACANALADO CON EL PROCESO CAC – A
Corriente Tipo Observación
Corriente Corriente Constante. Suministro de energía preferida para todo tipo de
Directa Moto-generador, rectificador, o unidad electrodo.
con resistor
Tensión constante. Empleado solamente para electrodos de diámetro
Moto-generador o rectificador de 5/16”, 7.94 mm y mayores.
Puede causar depósitos de carbono con electrodos
más pequeños.
No es apropiado para antorchas mecanizadas con
control de tensión solamente.
Corriente Corriente Alterna Recomendado para electrodos para Corriente
Alterna. Corriente Constante. Alterna exclusivamente.
Transformador.
Corriente Alterna / Transformador Rectificador. La corriente directa suministrada por un
Corriente Directa. transformador con rectificador de tres fases es
satisfactoria, pero la proveniente de un equipo de
fase simple entrega características de arco
inapropiadas.
La salida de corriente alterna de un equipo AC/DC
es satisfactoria, apropiada cuando se emplean los
electrodos para corriente alterna.
En una fuente de energía de tensión constante una corriente de captación o
detección controla la alimentación o repliegue del electrodo con el fin de mantener
la corriente del arco deseada.
4.3.2. Sistema de Señal Simple. (Solamente control de tensión) Este tipo de sistema
también mantiene la longitud del arco mediante una señal de tensión, como se
explicó arriba, pero no operará con una señal de intensidad. Este tipo opera
solamente en una fuente de energía de tensión constante.
4.3.3. Ventajas. Los sistemas de corte CAC-A mecanizado ofrecen ventajas
substanciales tanto en la calidad como en la productividad. Ellos son capaces de
ranurar o acanalar fuera de posición y están particularmente adaptadas para
producir ranuras longitudinales en piezas de trabajo planas con un aparato de
ranurado en movimiento y para ranuras circulares en tubos y tanques con
aparatos de ranurado estacionarios. Ellos producen una muy consistente
configuración de ranura en U y pueden controlar la profundidad de dicha ranura
hasta 0.025”, 0.6 mm. Las Tablas 4 y 5 suministran las condiciones típicas de
operación para ranuras en U y en J.
HENRY INFANTE CORONADO - WELDING 18
CORTE Y ACANALADO CON EL PROCESO CAC – A
5. Variables del Proceso.
5.1. Variables del Proceso. El proceso CAC-A es sensible a una operación
inapropiada, como cualquier proceso de corte térmico. Las variables pueden originar cambios en
el acabado de la ranura las cuales conducen a rangos de resultados inaceptables e indefectibles.
Las variables principales que requieren atención están listadas a continuación, con una información
más detallada.
Variables. Función.
Intensidad. Determina el tamaño de la ranura
Intensidad. Determinada por el diámetro del electrodo que se está utilizando.
Es el flujo de corriente que realiza la fusión del metal base.
Tensión. La presión detrás de la intensidad o la fuerza del arco.
Determinada por la longitud del arco en fuentes de energía de
corriente constante y ajustada en fuentes de energía de tensión
constante.
Presión de Aire. Es el medio para remover el metal fundido por el arco.
Tasa de Flujo.
Velocidad de Avance. Determina la calidad y profundidad del acabado de la ranura.
Angulo de Trabajo y Puede determinar la forma de la ranura.
Avance del Electrodo.
Extensión del Electrodo. Afecta la tasa de remoción del metal fundido y la calidad de la
ranura.
Metal Base. Determina la selección de parámetros para otras variables.
5.2. Diámetros y Tipos de Electrodos. Este es el factor más dominante en la
determinación del tamaño de la ranura. La selección apropiada del electrodo puede afectar la
productividad, la calidad de la ranura y el índice de remoción del metal fundido.
El ancho de la ranura será de aproximadamente 1/8”, 3.17 mm más ancha que el diámetro
del electrodo. En la selección del electrodo apropiado, el tamaño deseado de la ranura deberá ser
el factor decisivo, lo mismo que la energía disponible determinarán el diámetro máximo del
electrodo. Como un ejemplo, una ranura de ½”, 12.7 mm, una profundidad de ¼”, 6.35 mm, y 10”,
25.4 cm. de longitud, podría hacerse manualmente en dos pases, utilizando un electrodo de ¼”,
6.35 mm de diámetro, o en un solo pase con uno de 3/8”, 9.52 mm.
En el primer caso, el índice de avance efectivo podría ser de 10” por minuto por cada pase.
Por lo tanto, la velocidad efectiva es de 5” por minuto (10” por minuto dividido entre dos pases). La
velocidad de avance o tasa de ranurado para el segundo caso, con el electrodo de 3/8” es de 17”
por minuto. Esto es mas que un incremento del 200% en la tasa de ranurado y compensará el
costo adicional del electrodo.
Los sistemas mecanizados incrementan aún más la productividad debido al control preciso
de la tensión del arco.
HENRY INFANTE CORONADO - WELDING 19
CORTE Y ACANALADO CON EL PROCESO CAC – A
Tabla 4
CAC – A Mecanizado
Condiciones de Acanalado de Ranuras en U
Diámetro Profundidad deseada Velocidad Polaridad
del Electrodo (pulgadas) de Avance DCEP
(pulgadas) (pulgadas / minuto) (amperios)
1/8 65
3/16 45
5/16 ¼ 36 40
5/16 33
7/16 22
1/8 70
3/16 44
3/8 ¼ 35 500
3/8 20
9/16 17
1/8 96
¼ 57
½ 3/8 35 850
½ 24
¾ 18
¼ 72
3/8 48
5/8 ½ 37 1250
5/8 30
7/8 20
3/8 42
½ 34
3/4 5/8 27 1400
¾ 22
1 18
5.3. Intensidad. La intensidad del acanalado determina la tasa de fusión del proceso.
Ella está determinada por el tamaño del electrodo. Si se regula demasiado baja para el tamaño del
electrodo, la tasa de fusión del metal será inadecuada y pueden ocurrir depósitos de carbón libre.
Una regulación demasiado alta, mientras funde el metal base, también originaría el rápido deterioro
del electrodo, con la subsiguiente reducción del metal removido por electrodo. Esta condición
puede además, reducir substancialmente la vida útil de la antorcha.
5.4. Tensión. Está determinada por la longitud del arco y el flujo de corriente a través de
este. El proceso CAC-A exige generalmente tensiones más altas que la mayoría de los procesos
de soldadura. Esta exigencia limita la apropiada operación a fuentes de energía con tensiones de
circuito abierto lo bastante altas para mantenerlas operando a una tensión mínima de 28 Voltios.
Una tensión inadecuada puede producir un arco con chisporroteo excesivo o incluso,
impedir el establecimiento correcto del arco. Ello conduce a ranuras desiguales con una alta
posibilidad de depósitos de carbono liberado, exigiendo un esmerilado excesivo para removerlos.
HENRY INFANTE CORONADO - WELDING 20
CORTE Y ACANALADO CON EL PROCESO CAC – A
Tabla 5
CAC – A Mecanizado
Condiciones de Acanalado para Ranuras en J
1 2 3 4 6
T 5
D A Pase Pase Pase Amp. Volt. Pase Pase Pase cfm psi
1 2 3 1 2 3
3/8 5/16 45 4 0.063 450 42 64 65 30 60
½ 5/16 45 4 0.063 450 42 35 35 30 60
5/8 3/8 45 4 0.063 0.063 600 42 50 50 25 30 60
¾ 3/8 45 4 0.063 0.063 600 42 37 37 22 30 60
1 5/8 45 4 0.125 0.125 1250 42 40 40 20 30 60
1½ 5/8 45 4 0.063 0.063 0.063 1250 42 47 47 47 16 30 60
2 5/8 45 4 0.125 0125 0.125 1250 42 28 28 28 10 30 60
T Espesor del Metal Base
D Diámetro del Electrodo
A Angulo de inclinación del Electrodo
1 Datos del Electrodo
2 Proyección del Electrodo
3 Datos de la Corriente
4 Velocidad de Avance
5 Promedio de Velocidad
6 Aire Comprimido
5.5. Presión de Aire y Tasa de Flujo. El chorro de aire es el medio para la remoción del
metal fundido. Ambos, la presión adecuada y la tasa de flujo, son requeridos para obtener los
resultados correctos. Esta variable es probablemente, una de las que más se abusa de todas las
variables en discusión. La tasa de flujo en pies cúbicos por minuto (cfm), es tan importante como
la presión del aire.
La presión es la variable que determina la velocidad del aire que desaloja el metal fundido
fuera del área de la ranura. Si no se tiene el suficiente flujo para soplar y desalojar el metal fundido
fuera de la ranura, el chorro de aire no puede removerlo, resultando una excesiva adhesión de
escorias y el esmerilado posterior innecesario para limpiar la ranura.
5.6. Velocidad de Avance. La velocidad de avance es la variable que afecta
directamente la profundidad de la ranura, así como la calidad resultante de la misma. Una más
rápida velocidad de avance para cualquier diámetro de electrodo dado, trae como resultado una
ranura más superficial.
Si la velocidad de avance es demasiado rápida para la comodidad del cortador, deberá
utilizarse un tamaño de electrodo más pequeño, o debería considerarse un acanalado con avance
mecanizado. Si se Intenta una ranura demasiado profunda para el diámetro de electrodo utilizado,
se producirá una ranura de baja calidad, la cual exigirá un esmerilado posterior excesivo.
5.7. Angulo de Empuje del Electrodo. El ángulo de empuje del electrodo es la más
olvidada de las variables del proceso. Al ranurar manualmente con un ángulo mayor, tiende a
producirse una ranura en forma de V. Con el sistema mecanizado, este ángulo mayor producirá
una canal levemente más profunda, con la misma velocidad de avance, que una hecha con un
ángulo menor.
HENRY INFANTE CORONADO - WELDING 21
CORTE Y ACANALADO CON EL PROCESO CAC – A
5.8. Metales Base.
5.8.1. Recomendaciones para el Ranurado.
Metal Base Recomendaciones
Aceros al Carbono, Aceros de Baja Utilice electrodos para DC con DCEP. Los electrodos para AC con un
Aleación. ASTM A 514 y A 517 transformador de AC pueden utilizarse, pero para este caso la AC tendrá una
eficiencia de solo un 50% con relación a la DC.
Aceros Inoxidables. Igual que para los Aceros al Carbono.
Hierro Fundido, Hierro Dúctil, Es necesario utilizar electrodos de ½” o mayores a las corrientes más alta
Hierro Maleable indicada para estos electrodos. Existen además, técnicas especiales que
necesitan ser utilizadas cuando se tiene que acanalar estos materiales. El ángulo
de empuje debe ser al menos de 70° y la profundidad del corte no deberá
exceder ½” por cada pase.
Aleaciones de Cobre, (contenidos Utilice electrodos para DC con DCEN, a la máxima intensidad indicada para el
de cobre del 60% y menores) electrodo.
Aleaciones de Cobre, (contenidos Utilice electrodos para DC con DCEN a la máxima intensidad indicada para el
de cobre por encima del 60% o electrodo o utilice electrodos para AC con AC.
tamaños mayores de piezas
mayores)
Bronces al Aluminio y Bronces al Utilice electrodos para DC con DCEN.
Aluminio Níquel. Aleación especial
para hélices navales.
Aleaciones de Níquel, (contenidos Utilice electrodos para AC con AC
de níquel por encima del 80%)
Aleaciones de Níquel, (contenidos Utilice electrodos para DC con DCEP.
de níquel menor al 80%)
Aleaciones de Magnesio. Utilice electrodos para DC con DCEP. Antes de soldar, las superficies de la
ranura deberán ser cepilladas con grata.
Aluminio. Utilice electrodos para DC con DCEP. El cepillado con gratas de hacer
inoxidable es mandatorio previo a la soldadura. La extensión del electrodo no
deberá exceder 3” para un trabajo de buena calidad. También pueden emplearse
electrodos para DC con DCEN.
Titanio, Circonio, Hafnio y sus No deberán ser cortados o acanalados en la preparación para la soldadura o
Aleaciones. refundidos sin la subsiguiente remoción mecánica de la capa resultante en la
superficie de corte.
Nota: Donde se exija el precalentamiento para la soldadura, deberá también hacerse similar
precalentamiento para el acanalado y corte.
HENRY INFANTE CORONADO - WELDING 22
CORTE Y ACANALADO CON EL PROCESO CAC – A
5.8.2. Efectos del Proceso de Corte en los Metales Base. Para evitar dificultades con
el metal carburizado, los usuarios del proceso CAC-A, deberán estar pendientes de
los eventos metalúrgicos que ocurren durante el corte y el acanalado.
Con DCEP, y el correspondiente semi ciclo de la corriente Alterna, el flujo de la
corriente transporta o conduce átomos de carbono ionizados desde el electrodo
hasta el metal base. Las partículas libres de carbono son absorbidas rápidamente
por el metal base fundido. El carbono así incrementado puede conducir a un
aumento en la dureza y a posibles fisuras. Ya que esta absorción no puede
evitarse, es importante que todo el metal fundido carburizado sea removido de la
superficie de corte, preferiblemente mediante el chorro de aire.
Cuando se emplea este proceso de corte bajo condiciones no apropiadas, el metal
fundido carburizado dejado en la superficie, puede ser reconocido fácilmente por
su color gris oscuro. Esto contrasta con el color azul brillante de la superficie de la
ranura realizada perfectamente.
Un flujo de aire incorrecto puede dejar pequeños charcos de metal carburizado en
el fondo de la ranura. Un avance irregular del electrodo, el cual debe ser
particularmente preciso para el proceso de acanalado manual puede producir
ondulaciones en las paredes de la ranura, ondas que tienden a atrapar el metal
carburizado. Finalmente, un ángulo incorrecto de empuje del electrodo puede
originar que pequeñas gotas de metal carburizado permanezcan a lo largo del
borde de la ranura.
El efecto del metal carburizado en la superficie de corte durante la subsiguiente
soldadura, depende de varios factores, incluyendo la cantidad de metal carburizado
presente, el proceso de soldadura a ser utilizado, el tipo de metal base y la calidad
de soldadura exigida.
Aunque pueda parecer que el metal de aporte depositado en la superficie durante
la soldadura debería asimilar los pequeños charcos o gotas de metal carburizado,
la experiencia con metal base de acero muestra que trazas de metal con
contenidos de aproximadamente 1% de Carbono pueden permanecer a lo largo de
la interfase de la soldadura. Estas imperfecciones se tornan más significativas con
el incremento en las exigencias de resistencia y tenacidad en la soldadura.
No existen evidencias que el cobre proveniente del recubrimiento del electrodo es
transferido a la superficie de corte en el metal base, excepto cuando el proceso es
utilizado de una manera inadecuada. El metal carburizado en la superficie de corte
puede ser removido mediante el esmerilado, pero es mucho más eficiente conducir
apropiadamente el corte y acanalado por arco, en las condiciones prescritas para
evitar completamente la retención de metal indeseable.
Se han conducido estudios en aceros inoxidables para determinar si el acanalado
mediante el proceso CAC-A conducido de la forma prescrita, podría afectar
adversamente la resistencia a la corrosión. Los resultados de estos estudios son
mostrados en la Tabla 6. El acero inoxidable tipo 304L fue soldado empleando
varios procesos; el acanalado del respaldo de la junta fue ejecutado mediante el
proceso CAC-A y con esmerilado. Los especimenes de las juntas fueron
sometidos a pruebas con ácido nítrico al 65%, hirviendo.
HENRY INFANTE CORONADO - WELDING 23
CORTE Y ACANALADO CON EL PROCESO CAC – A
Se obtuvieron índices típicos de corrosión para el acero inoxidable tipo 304L y los
resultados no significaron diferencia entre los índices de corrosión de las
soldaduras preparadas mediante el proceso CAC-A y aquellas preparadas por el
esmerilado. De haber ocurrido cualquier absorción apreciable de carbono, los
índices de corrosión de las soldaduras preparadas mediante el proceso CAC-A,
habrían sido significativamente más altos.
Comparado con el proceso de corte OFC, el proceso CAC-A posee menor entrada
de energía; por esta razón, una pieza de trabajo acanalada o cortada mediante el
proceso CAC-A se distorsiona o alabea menos. La maquinabilidad de los aceros
de bajo carbono y los no endurecibles, no es afectada por el proceso CAC-A. No
obstante, con el hierro fundido y los aceros altos en carbono, este proceso puede
originar suficiente endurecimiento para tornar la superficie no maquinable. Si
embargo, como la zona endurecida es poco profunda, aproximadamente 0.06”, 1.6
mm, una herramienta de corte es capaz de penetrar la zona endurecida y remover
esta capa.
Tabla 6
Resultados de las Pruebas de Corrosión en Aceros Inoxidables Tipo 304L
Proceso de Posición de Método de Tasa de
Soldadura Soldadura Preparación Corrosión
de la Raíz Por Mes
(pulgadas)
GMAW Horizontal Acanalado 0.000593
GTAW Horizontal Acanalado 0.000594
GMAW Horizontal Esmerilado 0.000646
GTAW Horizontal Esmerilado 0.000618
GMAW Vertical Acanalado 0.000686
SMAW Vertical Acanalado 0.000627
SMAW Vertical Esmerilado 0.000667
SMAW Sobre cabeza Esmerilado 0.000632
SMAW Sobre cabeza Acanalado 0.000645
HENRY INFANTE CORONADO - WELDING 24
CORTE Y ACANALADO CON EL PROCESO CAC – A
6. Ventajas y Limitaciones.
6.1. Ventajas.
6.1.1 Rápido. Cinco veces más rápido que el cepillado. Se produce una ranura de 3/8”
de profundidad a solo 2 pies por minuto.
6.1.2 Fácilmente Controlable. Remueve defectos con precisión. Los defectos son
claramente visibles en la ranura y pueden ser seguidos con facilidad. La
profundidad del corte es fácilmente regulada y la escoria no desvía o estorba la
acción del corte.
6.1.3 Bajo Costo del Equipo. No son necesarios cilindros de gases y/o reguladores,
excepto en las operaciones en el campo.
6.1.4 Económico para Operar. No se requiere oxígeno ni gas combustible. Además, el
soldador o el operario pueden practicar el corte o acanalado.
6.1.5 Fácil para Operar. Los soldadores pueden operar el equipo después de pocos
minutos de instrucción y se tornan competentes a los pocos días. La antorcha
posee una válvula de control y una tobera giratoria que permite variar la posición
del electrodo para adaptarlo al trabajo mientras mantiene alineado el chorro de
aire.
6.1.6 Compacto. La antorcha no es más grande que un porta electrodo para el proceso
SMAW.
6.1.7 Versátil. Utilizado en cualquier sitio donde se pueda soldar. Puede ser operado
en espacios muy restringidos para acomodar un martillo de cepillado o un soplete
de corte oxigeno + combustible. No exige ajustes difíciles para utilizarlos con
diferentes metales.
6.1.8 Corta Limpiamente. La superficie resultante es limpia y suave. La soldadura y la
soldadura fuerte pueden ser hechas, generalmente sin esmerilado o limpieza
previa.
6.2. Limitaciones.
6.2.1. Otros procesos son mejores para el troceado.
6.2.2. Exige grandes volúmenes de aire comprimido.
6.2.3. Incrementa la dureza de la superficie en el hierro fundido y en metales
endurecibles al aire. Esto puede ser objetable.
6.2.4. La profundidad del corte está limitada a la profundidad de fusión del electrodo.
6.2.5 Acompañado de ruidos, humos y descarga de chispas y metal fundido.
HENRY INFANTE CORONADO - WELDING 25
CORTE Y ACANALADO CON EL PROCESO CAC – A
7. Áreas de Aplicación.
Algunas áreas en las que el proceso CAC-A ha sido utilizado, son las siguientes:
Agricultura. En la preparación para soldar piezas rotas de maquinaria agrícola.
Remoción de superficies soldadas. Troceado de metales.
Aviación. Mantenimiento de equipos en tierra y estructuras en los aeropuertos.
Reparación de matrices para accesorios.
Automotriz. Mantenimiento. Preparación de partes de hierro fundido rotas.
Troceado de metales. Remoción de anillos de rodamientos rotos o apretados,
abrazaderas, etc. de árboles y ejes.
Talleres de Calderas. Remoción de remaches y soldaduras defectuosas.
Preparación de grietas para resoldarlas. Remoción del blindaje de tubos y
calderas.
Cervecerías. Mantenimiento de equipos, cubas o tinas, tuberías, etc. Corte y
acanalado de todo tipo de metales, especialmente aceros inoxidables.
Plantas Químicas. Preparación de equipos y tuberías de aceros inoxidables y
metales no ferrosos para reparar y reemplazar soldaduras.
Construcción. Preparación de juntas para soldar. Remoción de defectos de
soldadura. Fabricación sin biselado. Remoción de fragmentos retenidos,
levantamiento de colchones de soldadura, etc. sin dañar la base o estructura.
Mantenimiento de equipos.
Contratistas. Mantenimiento de equipos. Remoción de defectos de soldadura,
dientes de excavadoras y soldaduras de aceros inoxidables. Preparación para la
soldadura de aceros al manganeso y hierro fundido, incluyendo el relleno de
dientes para palas y cucharas para su reconstrucción. Preparación del hierro
fundido para repararlo mediante soldadura.
Dragado. Mantenimiento de equipos. Preparación de partes de acero al
manganeso para su reparación con soldadura. Remoción de recubrimientos
soldados.
Fundiciones. Eliminación de capas. Remoción de alabes y elevadores, bolsas de
arena y otros defectos de las fundiciones. Mantenimiento de equipos.
Talleres de Recubrimientos. Remoción de antiguos recubrimientos de soldadura.
Preparación de aceros al manganeso y aceros inoxidables para su soldadura.
Remoción de soldaduras defectuosas.
Industria Forestal. Mantenimiento de equipos. Remoción de soldaduras de
recubrimiento. Troceado de metales. Preparación de fundiciones para su
soldadura o soldadura fuerte.
Talleres de Mantenimiento. Desmantelamiento y remodelación de equipos.
Remoción de recubrimientos soldados. Troceado de metales. Preparación de
áreas dañadas para su reparación mediante soldadura.
HENRY INFANTE CORONADO - WELDING 26
CORTE Y ACANALADO CON EL PROCESO CAC – A
Ejercito / Marina. Remoción de metal de soldadura en aceros inoxidables.
Acanalado de soldaduras de respaldo para soldar por el lado opuesto.
Recuperación de placas blindadas. Troceado de metales. Remoción de defectos
en fundiciones y soldaduras.
Armada / Guardacostas. Remoción de defectos en soldaduras y fundiciones.
Acanalado para la soldadura por el otro lado de la junta. Remoción de metales de
soldadura en aceros inoxidables. Remoción de colchones, cabezales, etc. sin
dañar los acoples o las estructuras existentes. Ranurado de chapa delgada para
soldadura. Remoción de áreas desgastadas en cascos de embarcaciones, tubos
de popa, mástiles, timones, y hélices para su reparación por soldadura. Remoción
de mamparas o tabiques, parches y escotillas de acceso para re utilizarlas
mediante control del daño.
Minería. Mantenimiento de equipos defectuosos. Corte y acanalado de
soldaduras en aceros inoxidables y austeníticos. Cortar o parchar fondos de
tanques y tubos de destilerías. Remoción de forros o camisas, calderas y tubos de
inter cambiadores de calor y remaches. Remoción de defectos y preparación de
grietas en fundiciones para su reparación mediante soldadura. Corte de metales
no ferrosos. Remoción de elevadores en fundiciones. Preparación de superficies
en áreas corroídas y desgastadas en equipos de plantas de ácido para su
reconstrucción mediante soldadura.
Explotación de Petróleo. Ranurado de placas para soldadura. Remoción de
collarines de barrenas. Remoción de soldaduras de recubrimiento. Eliminación de
defectos y ranurado de bordes de fundición, bombas de lodo, etc. para su
soldadura. Mantenimiento de equipos. Remoción de placas de refuerzo en chasis
de camiones para renovarlos. Ranurado de bordes astillados para re soldarlos.
Talleres de Blindaje. Preparación de equipos, alabes y tuberías de aceros
inoxidables y metales no ferrosos para su soldadura.
Plantas de Energía. Mantenimiento de equipos. Ranurado de metales para
soldarlos. Acanalado de funciones para su reparación. Remoción de cavidades de
volantes de hidroturbinas. Remoción de extremos de tubos soldados del blindaje
de tuberías. Remoción de defectos de soldadura. Cortes y preparación de hierro
fundido para soldadura o soldadura fuerte.
Vías Férreas. Mantenimiento de equipos. Remoción de líneas, remaches,
extremos de tubos soldados al blindaje. Preparación de bordes de grietas en
calderas, cajas de fuego, etc. para su reparación mediante soldadura.
Recuperación y rescate de herramientas después de un accidente de equipos.
Preparación para soldaduras de recubrimiento o la remoción de cruces de desvío o
cambio y extremos de rieles. Preparación de aceros al manganeso para su
soldadura. Remoción de cojines elevadores y defectos de vaciado en fundiciones.
Preparación de volantes desgastados para su reconstrucción mediante soldadura.
Patios de Reciclaje. Corte de todo tipo de chatarra. Remoción de soldaduras sin
dañar la estructura para reutilizarla. Corte de todo tipo de acero inoxidable,
metales no ferrosos y hierro fundido.
Construcción Naval. Vea Armada / Guarda costas.
HENRY INFANTE CORONADO - WELDING 27
CORTE Y ACANALADO CON EL PROCESO CAC – A
Fabricantes de Aceros. Soldadura y colocación de placas sin biselado mediante
el acanalado del lado de respaldo a metales sanos después de soldar el primer
lado. Remoción de soldaduras en estructuras existentes y recuperación de
material no dañado para su reutilización. Corte y acanalado de todos los metales
en el taller y en el sitio de trabajo. Mantenimiento de equipos.
Molinos de Aceros. Mantenimiento de equipos. Corte y acanalado de todos los
metales. Erosionado de uñas, picos, tochos y lingotes. Remoción de defectos.
Acueductos. Preparación de equipo dañado para su reparación por soldadura.
Corte y acanalado de todo metal. Corte de tuberías en hierro fundido,
especialmente para hormigón armado. Remoción de secciones de tubos
defectuosos para la instalación de secciones nuevas mediante la remoción de
soldaduras
Talleres de Soldadura. Remoción de soldaduras. Corte de todos los metales
especialmente los no ferrosos, aceros inoxidables y hierro fundido. Corte de
biseles y acanalado de soldaduras en el respaldo de la junta. Remoción de
soldaduras de recubrimiento.
HENRY INFANTE CORONADO - WELDING 28
CORTE Y ACANALADO CON EL PROCESO CAC – A
8. Resolviendo Problemas Imprevistos.
Los problemas asociados con el proceso CAC-A y las soluciones sugeridas son:
Problema Solución.
Grandes Depósitos de El cortador, o desatendió la apertura del paso del chorro de aire antes de encender el
Carbono libre en el arco, o ubicó la antorcha inadecuadamente. El aire deberá conectarse antes de
comienzo de la ranura encender el arco y debe fluir entre el electrodo y la pieza por debajo de aquel en la
dirección de avance.
Arco inestable causado por La intensidad fue insuficiente para el diámetro del electrodo empleado (vea Tabla 3).
el cortador al emplear una Aunque la intensidad mínima recomendada puede ser suficiente, ello exige un grado
velocidad de avance lenta, mayor de habilidad del cortador. El rango medio es más que suficiente.. Si no puede
aún en ranuras superficiales. alcanzarse la intensidad deseada en la fuente de energía disponible, se obtendrá la
mayor eficiencia utilizando diámetros de electrodos más pequeños.
Ranura desigual con un arco El proceso fue utilizado aparentemente con DCEN. Los electrodos para DC deberán
errático oscilando de lado a utilizarse con DCEP en todos los metales a excepción de unas pocas aleaciones de
lado y con el electrodo cobre.
calentándose rápidamente.
Ranura irregular demasiado El pulso del cortador estuvo inestable. Debiera relajarse y asumir una posición cómoda
profunda. Además, cuando se trabaja con este como con cualquier proceso de corte y soldadura.
demasiado superficial
Acción de arco intermitente La velocidad de avance fue demasiado lenta en el acanalado manual. Generalmente el
trayendo como resultado una cortador ha fijado su posición con la colocación de las manos sobre la pieza de trabajo.
superficie de ranura Ya que la velocidad del acanalado por arco es mucho mayor que la de la soldadura por
irregular. arco con electrodo revestido, la fricción entre la mano enguantada y la pieza de trabajo,
puede causar un avance irregular. Esto origina que la longitud de arco llegue a ser
demasiado amplia para mantenerlo. El cortador deberá asumir una posición confortable
tal que sus brazos puedan moverse libremente y sus guantes no toquen la pieza. Si se
incluye un equipo mecanizado, observe la Tabla 4, para verificar las condiciones
apropiadas de operación.
En el acanalado, los El electrodo ha hecho corto circuito fuera de la pieza de trabajo. En el acanalado
depósitos de carbón varían a manual, esta condición es originada por el empleo de una velocidad de avance excesiva
intervalos en la ranura; para la intensidad regulada y para la profundidad de la ranura que está siendo
depósitos de carbón en practicada. En operaciones mecanizadas ello es causado, o por una velocidad excesiva
varias manchas en la de avance o por el empleo de una fuente de energía con una curva característica plana,
superficie formada. de tensión constante para un pequeño diámetro de electrodo. En la eliminación de
colchones de soldadura, este fenómeno (corto circuito), es originado por sostener el
electrodo con un ángulo de empuje demasiado pequeño.
Se recomienda un ángulo de empuje entre 15° y 70°, con relación a la superficie de la
pieza de trabajo. Un ángulo muy pequeño incrementa el área del arco, lo cual reduce la
densidad de corriente; esta reducción requiere una disminución en la longitud del arco,
hasta el punto del corto circuito. Deberán tomarse precauciones para mantener la
dimensión de arco adecuado.
Escoria adherida a los La expulsión de la escoria fue inadecuada. Para una adecuada expulsión, deberán
bordes de la ranura emplearse la presión y la tasa de flujo del aire (cfm) correctas. La presión del aire entre
80 y 100 psi, 550 y 690 kPa, pueden no expulsar efectivamente toda la escoria. Para
suministrar el volumen apropiado, la manguera de alimentación del aire deberá tener
como mínimo un diámetro interior de 3/8”, 9.52.mm para antorchas manuales, mientras
que para las antorchas mecanizadas, este diámetro interior mínimo debe ser de ½”, 12.7
mm.
HENRY INFANTE CORONADO - WELDING 29
CORTE Y ACANALADO CON EL PROCESO CAC – A
9. Prácticas Seguras
9.1. Introducción. El tema general de seguridad y prácticas seguras en soldadura y
procesos de corte térmico, como el proceso CAC-A, está cubierto por el Estándar ANSI Z49.1,
“Seguridad en Soldadura y Corte”, y ANSI Z49.2, “Prevención de Incendios en el Empleo de los
Procesos de Soldadura y Corte”. Los cortadores que utilizan el proceso CAC-A, y sus
supervisores, deben estar familiarizados con las prácticas discutidas en estos estándares.
Además, existen otras áreas de riesgo potencial en soldadura y corte (además, de humos,
gases y energía radiante), tales como, el ruido, el uso inadecuado de reguladores de presión, los
cuales justifican tal consideración. Aquellas áreas asociadas con el proceso CAC-A serán
ampliamente discutidas en esta sección.
9.2. Ruido. El ruido excesivo es un conocido riesgo a la saludo. La exposición al ruido
excesivo puede causar una pérdida de la audición; esta pérdida puede ser parcial o total, temporal
o permanente. En la soldadura, corte y operaciones relacionadas, el ruido puede provenir del
proceso mismo, de las fuentes de energía u otros equipos. Los arcos de los procesos CAC-A y
PAC, son ejemplos de procesos frecuentemente ruidosos. Los motores de los generadores y
convertidores pueden ser también completamente ruidosos.
El ruido excesivo afecta adversamente la capacidad auditiva; estos efectos adversos
pueden ser una variación temporal del umbral del cual el oído puede recuperarse si se aleja de la
fuente del ruido. No obstante, si una persona está expuesta al mismo nivel de ruido por largo
tiempo, luego la pérdida de audición puede llegar a ser permanente. El tiempo requerido para
desarrollar la pérdida permanente de la audición depende de factores tales como; susceptibilidad
individual, nivel de ruido y tiempo de exposición. En suma existen evidencias que el ruido excesivo
afecta otras funciones corporales físicas y el comportamiento.
Un método directo para protegerse contra el ruido excesivo, es reducir la intensidad de la
fuente. Otro método es blindar dicha fuente; pero ello tiene sus limitantes. La características
acústicas de un salón también afectan el nivel del ruido. Cuando los métodos de control de
ingeniería fallan en la reducción del ruido, pueden emplearse los elementos de protección personal
tales como los tapones auditivos o protectores de copa. Generalmente, estos artefactos son
aceptados únicamente cuando los controles de ingeniería no son completamente efectivos.
Los límites permisibles de exposición al ruido pueden encontrarse CFR Título 29, Capitulo
XVII, Parte 1910. Esto se encuentra disponible desde la Oficina de Impresión del Gobierno de los
Estados Unidos, Washington, D.C. 20402. Información adicional puede encontrarse en la
publicación “Valores Límites de Umbral para Substancias Químicas y Agentes Físicos en el
Ambiente del Taller1”, editada por la Conferencia Americana de Higienistas Industriales
Gubernamentales2
Un método recomendado para medir el ruido emitido por los procesos de soldadura por
arco, puede encontrarse en el Estándar ANSI F6.1 – 78, “Método para Medir el Nivel del Sonido de
los Procesos de Soldadura por Arco Manual y Corte3 publicado por la AWS4.
1
Threshold Limit Values for Chemical Substances and Physical Agents in the Workroom Environment
2
American Conference of Government Industrial Hygienists, ACGHI Glenway,Avenue, Bld. D-5, Cincinnati,
OH 45211.
3
Method for Sound Level Measurement of Manual Arc Welding and Cutting Processes.
4
American Welding Society.
HENRY INFANTE CORONADO - WELDING 30
CORTE Y ACANALADO CON EL PROCESO CAC – A
9.3. Gases. Los principales gases tóxicos asociados con el corte por arco son: ozono,
dióxido de nitrógeno y monóxido de carbono. El gas fosgeno podría estar presente como resultado
de la descomposición térmica o ultravioleta de los agentes limpiadores a base de hidrocarburos
Clorinados o agentes en suspensión utilizados en algunos aerosoles anti salpicaduras o pinturas.
El desengrasado u otras operaciones que involucren hidrocarburos Clorinados deberán ser
ubicados para que los vapores productos de estas operaciones no puedan ser alcanzados por la
radiación del arco.
9.3.1. Ozono. La luz ultravioleta proveniente del arco actúa sobre el oxígeno en la
atmósfera circundante para producir ozono. La cantidad de ozono producida
depende de la intensidad y de la longitud de onda de la energía ultravioleta, la
humedad, el grado de apantallamiento permitida por los humos y otros factores. La
concentración de ozono será generalmente incrementada con un aumento en la
corriente y cuando se trabaja el aluminio. La concentración puede ser controlada
mediante ventilación natural, extracción forzada localizada o mediante el equipo de
protección respiratoria personal, descrita en ANSI Z49.1.
9.3.2. Dióxido de Nitrógeno. Algunas pruebas han mostrado que elevadas
concentraciones de Dióxido de Nitrógeno se han encontrado únicamente en
cercanías al arco. La ventilación natural reduce estas concentraciones
rápidamente hasta alcanzar niveles seguros en la zona de respiración del cortador
tan pronto como este mantenga su cabeza lejos de la columna de humos.
9.3.3. Humos Metálicos. Los humos generados por el proceso CAC-A pueden ser
controlados mediante ventilación natural, extracción local o el equipo de protección
respiratoria descrito en ANSI Z49.1 el método de ventilación requerido para
mantener el nivel de partículas y gases en la zona de respiración del cortador en
concentraciones aceptables depende directamente de cierto número de factores,
entre los cuales se encuentran: metal a cortar, tamaño del área de trabajo y grado
de confinación u obstrucción para el movimiento normal del aire en el lugar donde
se esté realizando el trabajo. Cada operación deberá ser evaluada individualmente
en orden a determinar qué se exigirá o necesitará.
Los niveles aceptables de material particulado asociado con el corte y señalado
como el promedio de peso en tiempo de los Valores Límites del Umbral, TLV´s, y
los Valores Límites Máximos, Valores Techo, han sido establecidos por la
“Administración de Seguridad y Salud Ocupacional5“, y por la Conferencia
Americana de Higienistas Industriales del Gobierno de los Estados Unidos. La
conformidad con estos niveles puede ser examinada mediante un muestreo de la
atmósfera debajo de la careta del cortador o en la cercanía inmediata a la zona de
respiración del cortador.
El muestreo deberá estar de acuerdo con AWS F1.1. “Método para el Muestreo de
Partículas Volátiles generadas por la Soldadura y Procesos Aliados6.
5
Occupational Safety and Health Administration, OSHA
6
Method for Sampling Airborne Particulates Generated by Welding and Allied Processes.
HENRY INFANTE CORONADO - WELDING 31
CORTE Y ACANALADO CON EL PROCESO CAC – A
9.4. Energía Radiante. Cualquier persona colocada en cercanía inmediata al corte por
arco, deberá tener la protección adecuada contra la radiación producida por el corte por arco. El
filtro oscuro recomendado para el proceso CAC-A es un vidrio oscuro grado 12 o mayor. La ropa
de cuero o de algodón de color oscuro es recomendada para un mejor aislamiento de la fuerza de
la radiación, mejorar la resistencia a la combustión, y para reducir las quemaduras ocasionadas por
la radiación ultravioleta en la cara y el cuello debajo de la careta para soldar.
Tabla 7
Material Particulado con la Posible Concentración Significante de Humos en la Zona de
Respiración del Cortador
Metal Base Material Particulado
Aluminio y Aleaciones de Aluminio Al, Mg, Mn, Cr, Si
Aleaciones de Magnesio Mg, Al, Zn
Cobre y Aleaciones de Cobre Cu, Be, Zn, Pb, Sn, Si
Níquel y Aleaciones de Níquel Ni, Cu, Cr, Fe
Titanio y Aleaciones de Titanio Ti, Al, V
Aceros Inoxidables Austeníticos Cr, Ni, Fe, Mn
Aceros al Carbono * Fe, Cu, Mn
* Además de Cd, Sn, y Zn para Metales Base Chapados
HENRY INFANTE CORONADO - WELDING 32
CORTE Y ACANALADO CON EL PROCESO CAC – A
10. Bibliografía.
American Welding Society, Welding Handbook, Vol. 2. 7th Ed., Miami: American
Welding Society, 13, 507-13,515; 1978.
Christensen, L. J. “Air Carbon Arc Cutting.” Welding Journal 52 (12): 782-791;
December 1973.
Franz, R. “Maintenance Welding for Excavators.” Welding Design & Fabrication 45
(10): 49-50; October 1972.
Hard. A. R. “Exploratory Tests of the Air Carbon Arc Cutting Process.” Welding
Journal 33(6): Res. Suppl. 261-s to 264-s; June 1954.
Hause, W. O. “What you should know about Air Carbon Arc Metal Removal.”
Welding Design & Fabrication 51 (1): 52-56; January 1978.
Marshall, W. J., et al. “Optical Radiation Levels Produced by Air Carbon Arc
Cutting Processes.” Welding Journal 59 (3): 43-46; March 1980.
Oliver, T. P., and Sanderson, J. T. “Arc Air Gouging: the Hazards and their
control.” Journal of the Society of Occupational Medicine 23 (4): 114-119; 1973
Panter, D. “Air Carbon Arc Gouging.” Welding Journal 56 (5): 32-37; May 1977.
Prager, M., and Thiele, E. W. “Welding a Copper Nickel Clad Ship-mariner II.”
Welding Journal 58 (7): 17-24; July 1979.
Ridal, E. J. “Preparation for Welding by Air Carbon Arc Gouging.” Welding & Metal
Fabrication 45(6): 347-353, 356-362; July / August 1977.
Soisson, L., and Henderson, J. “J-groove edge prep comes easy with AAC.”
Welding Design & Fabrication, 57(7); 53-55; July 1983.
Soisson, L. “Automatic AAC reduces edge preparation time.” Welding Journal 65
(5); 67-72; May 1986.
HENRY INFANTE CORONADO - WELDING 33
You might also like
- Introduccion Al Analisis de Esfuerzos de TuberiaDocument218 pagesIntroduccion Al Analisis de Esfuerzos de Tuberiagnipip382597% (34)
- TorchadoDocument33 pagesTorchadoBelen Ramirez50% (2)
- CatálogoDocument32 pagesCatálogoyanitzaNo ratings yet
- 39c ANEXO C Especificaciones Planta de Tratamiento de Aguas ServidasDocument4 pages39c ANEXO C Especificaciones Planta de Tratamiento de Aguas ServidasVictor Hugo Mejia PNo ratings yet
- Elaboracion de Una Guia para La Práctica de Particulas MagneticasDocument4 pagesElaboracion de Una Guia para La Práctica de Particulas MagneticasRae Woo HanNo ratings yet
- Analisis Metalografico-1Document12 pagesAnalisis Metalografico-1AlbenizNo ratings yet
- ST 523Document2 pagesST 523Lucas CrespilloNo ratings yet
- Proyecto Final Casos-GruposDocument1 pageProyecto Final Casos-GruposDavid MariateguiNo ratings yet
- Semana 9 - Teoría - Ensayo de DurezaDocument24 pagesSemana 9 - Teoría - Ensayo de DurezaDiego LeivaNo ratings yet
- Soldabilidad de BronceDocument31 pagesSoldabilidad de BronceJunior AlvaradoNo ratings yet
- Tipos de ElectrodosDocument7 pagesTipos de ElectrodosHectorin Diaz ChavezNo ratings yet
- Manual de Taller 2022 Sold ManttoDocument172 pagesManual de Taller 2022 Sold ManttoDiego Armando Choque BautistaNo ratings yet
- Inspector Capitulo 08 Procedimientos Soldadura y CalDocument73 pagesInspector Capitulo 08 Procedimientos Soldadura y CalgabrielNo ratings yet
- Operaciones de Corte y MontajeDocument14 pagesOperaciones de Corte y MontajeMarco Antonio FloresNo ratings yet
- Metalurgia de La SoldaduraDocument16 pagesMetalurgia de La SoldaduraEdison GonzNo ratings yet
- 2021 Silabo FcawDocument13 pages2021 Silabo Fcawalex ernesto QuintanA PalominoNo ratings yet
- Inspector Soldadura PDFDocument6 pagesInspector Soldadura PDFfaazkal5381No ratings yet
- Curso Nivel II (PT) - H. FerrerDocument244 pagesCurso Nivel II (PT) - H. FerrerVidal ChoqueNo ratings yet
- Manual de Corte y Amolado de TuberíasDocument82 pagesManual de Corte y Amolado de TuberíasJhonatan Salcedo JsgNo ratings yet
- Homologacion de Procedimiento de SoldaduraDocument106 pagesHomologacion de Procedimiento de SoldaduraAlvaro GapNo ratings yet
- Ws NDT GC PR MT E709Document10 pagesWs NDT GC PR MT E709dawin ocsaNo ratings yet
- Certificado Discos Abrasivos HiltiDocument2 pagesCertificado Discos Abrasivos HiltiMarcel BaqueNo ratings yet
- Clasificacion de Los AcerosDocument22 pagesClasificacion de Los AcerosSebastián Encina100% (1)
- Presentación de Soldadura Orbital FroniusDocument82 pagesPresentación de Soldadura Orbital FroniusClaudio O'nell Góngora50% (2)
- Cap III Liquidos PenetrantesDocument67 pagesCap III Liquidos PenetrantesMemo MarNo ratings yet
- Mod. 1 Inspeccion de Soldadura y CertificacionDocument18 pagesMod. 1 Inspeccion de Soldadura y CertificacionIvan AlanizNo ratings yet
- Aceros y FundicionesDocument29 pagesAceros y FundicionesCristhian MezaNo ratings yet
- Laboratorio Liquidos PenetrantesDocument16 pagesLaboratorio Liquidos PenetrantesBianka CaceresNo ratings yet
- NAV 3051 Auscultación UltrasonidosDocument49 pagesNAV 3051 Auscultación Ultrasonidoshector mendozaNo ratings yet
- Manejo de Galgas - BoroscopiosDocument11 pagesManejo de Galgas - BoroscopiosjkdeNo ratings yet
- Sistemas de SoldaduraDocument82 pagesSistemas de SoldaduraLeonel RubioNo ratings yet
- Cuestionario SoldaduraDocument4 pagesCuestionario SoldaduraZemogch YanyNo ratings yet
- WM 0924 04 EsDocument224 pagesWM 0924 04 EsHerbert Ahuanari Castro100% (1)
- Corrosion Acero Al Carbón Por Inmersión en Solución Salina 6%Document5 pagesCorrosion Acero Al Carbón Por Inmersión en Solución Salina 6%GrNjNo ratings yet
- Tema - 12 Calculo y Diseño de Uniones Soldadas PDFDocument18 pagesTema - 12 Calculo y Diseño de Uniones Soldadas PDFmaqueyraNo ratings yet
- Img 001Document154 pagesImg 001leizo1526No ratings yet
- Planilla Tintas PenetrantesDocument1 pagePlanilla Tintas PenetrantesKarla TorresNo ratings yet
- Clasificacion de Los AcerosDocument17 pagesClasificacion de Los AcerosESTUARDO MAMANI TORRESNo ratings yet
- EXAMEN RT Rev.1Document2 pagesEXAMEN RT Rev.1Miguel Angel Aguilar MenaNo ratings yet
- Fundamentos y Ensayos en Materiales Metalicos 1 PDFDocument26 pagesFundamentos y Ensayos en Materiales Metalicos 1 PDFDARIO TRIANANo ratings yet
- Respuesta XDDocument2 pagesRespuesta XDOdalys Masapanta50% (2)
- TitanioDocument24 pagesTitanioBelen RamirezNo ratings yet
- Tecnologia de La Soldadura Parte 1Document36 pagesTecnologia de La Soldadura Parte 1Ricardo Rebolledo Vega100% (1)
- Preguntas para Desarrollar en Clase de API Answer KeyDocument11 pagesPreguntas para Desarrollar en Clase de API Answer KeyDieter Huaman Toscano100% (1)
- GTAWDocument4 pagesGTAWDano DanielNo ratings yet
- WIT EspañolDocument280 pagesWIT EspañolCynthia GuerraNo ratings yet
- Ut Nivel Ii MemoriasDocument101 pagesUt Nivel Ii MemoriasJuan Carlos RamirezNo ratings yet
- Cwi Aws Pucp 2009-1Document3 pagesCwi Aws Pucp 2009-1Jimmy David Espinoza MejiaNo ratings yet
- Soldadura DuplexDocument23 pagesSoldadura DuplexbryanNo ratings yet
- REPORTE DE INSPECCION JIG DE DOBLADO A-106 y A-312Document6 pagesREPORTE DE INSPECCION JIG DE DOBLADO A-106 y A-312AlexanderNo ratings yet
- Soldadura General (Terminologia)Document16 pagesSoldadura General (Terminologia)miguelon1450% (2)
- c4. Tecnología de La SoldaduraDocument9 pagesc4. Tecnología de La SoldaduraYuri JavierNo ratings yet
- Cesol 161 MayoAgosto2020 REVISTA OcultosDocument50 pagesCesol 161 MayoAgosto2020 REVISTA OcultosJorge HernándezNo ratings yet
- Soldadura y NormasDocument85 pagesSoldadura y NormasLuis Andrei Bustíos GuillénNo ratings yet
- Informe GmawDocument11 pagesInforme GmawMiguel Ángel Roque VasquezNo ratings yet
- Medición SoldadurasDocument1 pageMedición SoldadurasFreddy Sanjuan SalcedoNo ratings yet
- CAP VI RADIOGRAFIA INDUSTRIAL - PpsDocument38 pagesCAP VI RADIOGRAFIA INDUSTRIAL - PpsEnriqueNo ratings yet
- Guia MacrografiaDocument5 pagesGuia MacrografiaJuank TorresNo ratings yet
- Une 7474-3 1995Document26 pagesUne 7474-3 1995Boris CaprilesNo ratings yet
- Normas AWSDocument1 pageNormas AWSAlejandra AlelitaNo ratings yet
- ArcairDocument33 pagesArcairRoberto Chang Palma100% (1)
- 2.2.7 Cables ACSRDocument12 pages2.2.7 Cables ACSRSamara CardenasNo ratings yet
- 6ta Practica de Soldadura 1Document6 pages6ta Practica de Soldadura 1Felipe Romario Hilario QuispeNo ratings yet
- Aisi 410Document6 pagesAisi 410Roberto Alfredo Avila VidalNo ratings yet
- Composición y Aplicaciones de Los AcerosDocument4 pagesComposición y Aplicaciones de Los AcerosRoberto Alfredo Avila VidalNo ratings yet
- Acero Al C-Mo y Cr-MoDocument1 pageAcero Al C-Mo y Cr-MoRoberto Alfredo Avila VidalNo ratings yet
- Acero Al C-Mo y Cr-MoDocument1 pageAcero Al C-Mo y Cr-MoRoberto Alfredo Avila VidalNo ratings yet
- QUIMICA GRADO 10 Clasificacion de La MateriaDocument2 pagesQUIMICA GRADO 10 Clasificacion de La Materiavalentiana100% (1)
- Manual-Absorcion y Agotamiento-13 PDFDocument50 pagesManual-Absorcion y Agotamiento-13 PDFAlejandro CanoNo ratings yet
- Técnicas Aplicadas Al Mantenimiento PredictivoDocument7 pagesTécnicas Aplicadas Al Mantenimiento PredictivoJonathan Beltran OcampoNo ratings yet
- ABREVIATURASDocument3 pagesABREVIATURASfaustinoNo ratings yet
- Labo 2 CeramicaDocument15 pagesLabo 2 CeramicaJampierreNo ratings yet
- Acu PmaDocument8 pagesAcu PmaPaty Livia CotrinaNo ratings yet
- DocxDocument10 pagesDocxCesar GarridoNo ratings yet
- Ee - TT Eep ObreroDocument4 pagesEe - TT Eep Obreroyudith quispeNo ratings yet
- Decd 0198Document752 pagesDecd 0198Yair Salazar Valderrama100% (1)
- Jet Polisiloxane 900Document2 pagesJet Polisiloxane 900MARLONNo ratings yet
- Procesos de ManufacturaDocument21 pagesProcesos de ManufacturaErick GarcíaNo ratings yet
- Trabajo de Laboratorio CompletoDocument23 pagesTrabajo de Laboratorio CompletoEdilverto B Huaman CruzNo ratings yet
- Especificaciones Tecnicas Mercado Municipal Santa Rosa Del SaraDocument126 pagesEspecificaciones Tecnicas Mercado Municipal Santa Rosa Del SaraAndres LopezNo ratings yet
- Ficha Tecnica Cemento Portland Compuesto CPC40Document2 pagesFicha Tecnica Cemento Portland Compuesto CPC40Ariadna ChávezNo ratings yet
- Cfalculo Estructural de Vivienda PDFDocument130 pagesCfalculo Estructural de Vivienda PDFJhonny GarciaNo ratings yet
- Plasticos Gigantes Por RotomodelajeDocument2 pagesPlasticos Gigantes Por RotomodelajeRaquel ZurbNo ratings yet
- Cuadro de Cubicacion G-505Document72 pagesCuadro de Cubicacion G-505Daniel Angel Vera SantanaNo ratings yet
- Partes de Un TornoDocument4 pagesPartes de Un TornocesarNo ratings yet
- Guia de Ejercicios 1Document4 pagesGuia de Ejercicios 1Manuel Jose Reyes JarabaNo ratings yet
- Losa Maciza de Hormigon ArmadoDocument3 pagesLosa Maciza de Hormigon ArmadoArcadio Buendia0% (1)
- Ejercicios Transferencia de CalorDocument2 pagesEjercicios Transferencia de CalorMaikol Muñoz VargasNo ratings yet
- LAB 3 Medicion de FuerzasDocument14 pagesLAB 3 Medicion de FuerzasSergio DlfNo ratings yet
- PrismaSeT P - LVS04404Document3 pagesPrismaSeT P - LVS04404Yael BalvinNo ratings yet
- 105m2 San MateoDocument1 page105m2 San MateoLuis MonsalvesNo ratings yet
- Termorociado PDFDocument181 pagesTermorociado PDFRatoncito LudeñaNo ratings yet
- 2301 - Mendoza Rodriguez Alex - Tarea 1 - Procesos de ManufacturaDocument5 pages2301 - Mendoza Rodriguez Alex - Tarea 1 - Procesos de ManufacturaAlexis Mendoza RodriguezNo ratings yet
- Elementos Electrónicos de Control y Detección DANIELDocument28 pagesElementos Electrónicos de Control y Detección DANIELleinad152414No ratings yet
- A. Jackson & D. Day - MANUAL DE MODELISMO AF PDFDocument357 pagesA. Jackson & D. Day - MANUAL DE MODELISMO AF PDFRo Na LdNo ratings yet