You might also like
- Tolerances NotesDocument14 pagesTolerances NotesAshween Royos DoutalNo ratings yet
- Tolerances and FitsDocument89 pagesTolerances and FitscanilkumarrichithaNo ratings yet
- Tolerances and FitsDocument12 pagesTolerances and FitsnikitaNo ratings yet
- Tolerances and FitsDocument12 pagesTolerances and FitskoitkulperNo ratings yet
- Engineering Design I Lecture Part 5Document14 pagesEngineering Design I Lecture Part 5Miguel Cruz IIINo ratings yet
- ISO 5457 - Technical Product Documentation - SizesDocument11 pagesISO 5457 - Technical Product Documentation - Sizesgrzybek12No ratings yet
- Iso 5457Document11 pagesIso 5457Valy RoxyNo ratings yet
- Iso 2768-1Document6 pagesIso 2768-1Madhav RajpurohitNo ratings yet
- Linear TolerancesDocument7 pagesLinear Tolerancesbrpnaidu2157No ratings yet
- Hex Nut SizesDocument2 pagesHex Nut SizestonyNo ratings yet
- TOLERANCING (Dimensional Tolerances and Fits)Document37 pagesTOLERANCING (Dimensional Tolerances and Fits)Hüseyin Anıl BitenNo ratings yet
- BEARING TOLERANCES TABLEDocument12 pagesBEARING TOLERANCES TABLESandeep MatetiNo ratings yet
- Fits & TolerancesDocument6 pagesFits & Tolerancessuperman92makNo ratings yet
- STD - Technical Product SpecificationDocument27 pagesSTD - Technical Product SpecificationKiliardt Scmidt50% (2)
- DrawstandDocument7 pagesDrawstandMacedo S OliveiraNo ratings yet
- Honda General Purpose Engine GX35TDocument76 pagesHonda General Purpose Engine GX35TJuan Pueblo AgachadoNo ratings yet
- Drafting SOPDocument7 pagesDrafting SOPaniketNo ratings yet
- ISO-10766-2006 Hydraulic Fluid Power - Cylinders - Housing Dimensions For Rectangularsection-Cut Bearing Rings For Pistons and RodsDocument14 pagesISO-10766-2006 Hydraulic Fluid Power - Cylinders - Housing Dimensions For Rectangularsection-Cut Bearing Rings For Pistons and RodsBao LamNo ratings yet
- Design Project: Mechanical Engineering DepartmentDocument2 pagesDesign Project: Mechanical Engineering DepartmentSami Tsegu ShewanNo ratings yet
- Gear TechnologyDocument132 pagesGear TechnologyJorge Sousa100% (4)
- Is 2102Document8 pagesIs 2102Sowmen Chakroborty100% (1)
- Engineering Drawing Notes BDocument50 pagesEngineering Drawing Notes BsrchougulaNo ratings yet
- Molding Sec 7.Qxd - GE - Plastic - DesignDocument15 pagesMolding Sec 7.Qxd - GE - Plastic - Designharishkumar.ravichandranNo ratings yet
- Engineering Drawing Notes BDocument50 pagesEngineering Drawing Notes BAchinNo ratings yet
- Texto International Standard Iso 3098-5 Cad Lettering - IsoDocument8 pagesTexto International Standard Iso 3098-5 Cad Lettering - IsoJorge Llimpe RojasNo ratings yet
- Fine Blanking Design GuideDocument33 pagesFine Blanking Design GuideVikram Borkhediya100% (5)
- Linear Tolerances and Fits ExplainedDocument7 pagesLinear Tolerances and Fits Explained최승원No ratings yet
- Center Drills - Broca de CentroDocument4 pagesCenter Drills - Broca de CentrobiluzinNo ratings yet
- Translated Copy of Translated Copy of DIN 58405-1Document30 pagesTranslated Copy of Translated Copy of DIN 58405-1venkatNo ratings yet
- Gears Engineering InformationDocument138 pagesGears Engineering InformationxeyesightNo ratings yet
- Lycoming Service Table of Limits GuideDocument174 pagesLycoming Service Table of Limits GuidekjdhimanNo ratings yet
- Gears - Engineering InformationDocument138 pagesGears - Engineering InformationGiang T LeNo ratings yet
- Iso 281:2007Document6 pagesIso 281:2007Daniel LiawNo ratings yet
- Handbook of Metric Drive ComponentsDocument228 pagesHandbook of Metric Drive ComponentsbubickaNo ratings yet
- D785T007Document11 pagesD785T007LLNo ratings yet
- ISO 2768-1 General tolerances for linear and angular dimensionsDocument8 pagesISO 2768-1 General tolerances for linear and angular dimensionsJuanEgaraNo ratings yet
- GCV 160-Solo PDFDocument0 pagesGCV 160-Solo PDFOscar GuerreroNo ratings yet
- Task 2Document4 pagesTask 2almedin_hecimov8494No ratings yet
- CHP 6 - Tolerances and FitsDocument16 pagesCHP 6 - Tolerances and FitsMehmet TemizNo ratings yet
- Tool:-Single Point Cutting Tool 25Document10 pagesTool:-Single Point Cutting Tool 25HITESH SONAWANENo ratings yet
- VARGUS - Gear Milling Catalog - InchDocument12 pagesVARGUS - Gear Milling Catalog - InchGilberto ManhattanNo ratings yet
- Geometrical TolerancingDocument12 pagesGeometrical TolerancingItalo Venegas100% (1)
- NSK Cat E728g 1Document6 pagesNSK Cat E728g 1shukhanNo ratings yet
- Specifications For Crankshafts in C7, C9, C-9, C10, C11, C12, C-12, C13, C-13, C15, C-15, C16, C-16, C18, C-18, C27, C30, and C32 Engines (1202)Document18 pagesSpecifications For Crankshafts in C7, C9, C-9, C10, C11, C12, C-12, C13, C-13, C15, C-15, C16, C-16, C18, C-18, C27, C30, and C32 Engines (1202)Eduar VasqNo ratings yet
- Iso 887-2000Document10 pagesIso 887-2000BaoNo ratings yet
- A Classification System to Describe Workpieces: DefinitionsFrom EverandA Classification System to Describe Workpieces: DefinitionsW. R. MacconnellNo ratings yet
- Manual of Engineering Drawing: British and International StandardsFrom EverandManual of Engineering Drawing: British and International StandardsRating: 3.5 out of 5 stars3.5/5 (4)
- Cutting Tool & Machine Tool Accessories World Summary: Market Values & Financials by CountryFrom EverandCutting Tool & Machine Tool Accessories World Summary: Market Values & Financials by CountryRating: 2 out of 5 stars2/5 (1)
- Autodesk Inventor 2019 For Beginners - Part 1 (Part Modeling)From EverandAutodesk Inventor 2019 For Beginners - Part 1 (Part Modeling)No ratings yet
- Small Block Chevrolet: Stock and High-Performance RebuildsFrom EverandSmall Block Chevrolet: Stock and High-Performance RebuildsRating: 4 out of 5 stars4/5 (6)
- Machine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryFrom EverandMachine Tools, Metal Cutting Types World Summary: Market Values & Financials by CountryNo ratings yet
- VW Transporter T4 ( Diesel - 2000-2004) Workshop Manual: Owners Edition (Owners' Workshop Manuals)From EverandVW Transporter T4 ( Diesel - 2000-2004) Workshop Manual: Owners Edition (Owners' Workshop Manuals)Rating: 1 out of 5 stars1/5 (3)
- Preheater DesignDocument6 pagesPreheater DesignAlejandroPáramoFandiñoNo ratings yet
- The Strategic Context of ProjectsDocument40 pagesThe Strategic Context of ProjectsDaisy100% (1)
- Industrial Automation Unit V: Prepared By: Pradnya SadigaleDocument31 pagesIndustrial Automation Unit V: Prepared By: Pradnya Sadigalepradnya sadigaleNo ratings yet
- CV - Zat WinarkoDocument5 pagesCV - Zat WinarkoAndika PratamaNo ratings yet
- Project: Helena Attached Location:: Item Detail Qty Total Qty L W H No. of ElementsDocument4 pagesProject: Helena Attached Location:: Item Detail Qty Total Qty L W H No. of ElementsKevin Marc BabateNo ratings yet
- Banoth Bheempla Without 18% GST On BTDocument525 pagesBanoth Bheempla Without 18% GST On BTYashwanth BitlaNo ratings yet
- Cosmet Presentation2Document62 pagesCosmet Presentation2taghdirimNo ratings yet
- Singapore Structures Scanned for RenovationDocument3 pagesSingapore Structures Scanned for RenovationRay RamiloNo ratings yet
- Juan Dela Cruz SampleDocument3 pagesJuan Dela Cruz SampleVictor BiacoloNo ratings yet
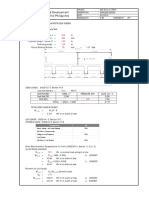
- Engineering and Development Corporation of The PhilippinesDocument4 pagesEngineering and Development Corporation of The Philippinesmark ignacioNo ratings yet
- Unit 1.1 Introduction - The Origin of Rock and SoilDocument5 pagesUnit 1.1 Introduction - The Origin of Rock and SoilJoshua John JulioNo ratings yet
- ECBC Version June 2009 (All Changed Text)Document95 pagesECBC Version June 2009 (All Changed Text)Kumar BiplabNo ratings yet
- Weld FatigueDocument143 pagesWeld FatigueJim Gray100% (1)
- How To Calculate Tolerance Values For Shaft or A Hole - ExtruDesignDocument10 pagesHow To Calculate Tolerance Values For Shaft or A Hole - ExtruDesignAshok MalkudNo ratings yet
- Design and Modelling of a ForkliftDocument5 pagesDesign and Modelling of a Forkliftjyothi karnatiNo ratings yet
- Circuitos Electroneumaticos NewDocument29 pagesCircuitos Electroneumaticos NewDaniel PantojaNo ratings yet
- BCME Question Bank (Mechanical Part)Document2 pagesBCME Question Bank (Mechanical Part)mk9995236No ratings yet
- Anindita ResumeDocument3 pagesAnindita ResumedugdugdugdugiNo ratings yet
- PCAB List of Licensed Contractors for CFY 2018-2019 as of 06 May 2019Document1,009 pagesPCAB List of Licensed Contractors for CFY 2018-2019 as of 06 May 2019tootfaceNo ratings yet
- 8 Pile Foundation-TheoryDocument6 pages8 Pile Foundation-TheoryRajesh KhadkaNo ratings yet
- FINAL EXAM SCHEDULEDocument11 pagesFINAL EXAM SCHEDULEMona GhassemiNo ratings yet
- Orion Racing E-BrochureDocument20 pagesOrion Racing E-Brochuremonildoshi0% (1)
- 0.11 Job Docket - Enel India 2018 - 22052018Document19 pages0.11 Job Docket - Enel India 2018 - 22052018Balaji_Rajaman_2280No ratings yet
- CE 1101 Lecture 1 PPT Summer SemesterDocument22 pagesCE 1101 Lecture 1 PPT Summer Semesterniloy khanNo ratings yet
- Tesla TransformersDocument4 pagesTesla TransformersBADRI VENKATESHNo ratings yet
- Pavement and Materials Design Manual 1999 - CHAPTER 8Document12 pagesPavement and Materials Design Manual 1999 - CHAPTER 8Kisali Sarakikya100% (2)
- Siemens CZM1 Remote Conventional Zone ModuleDocument6 pagesSiemens CZM1 Remote Conventional Zone ModuleBruno VellinhaNo ratings yet
- AICTE Regulations for University of Mumbai Faculty AppointmentsDocument29 pagesAICTE Regulations for University of Mumbai Faculty AppointmentssubodhcebNo ratings yet
- Nust Institute of Civil Engineering (NICE) : Course CurriculumDocument2 pagesNust Institute of Civil Engineering (NICE) : Course CurriculumSAK100% (1)