Professional Documents
Culture Documents
Minnesota Regulator's Guide To The Venhuizen Standard Denitrifying Sand Filt
Uploaded by
harab102000Original Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Minnesota Regulator's Guide To The Venhuizen Standard Denitrifying Sand Filt
Uploaded by
harab102000Copyright:
Available Formats
MINNESOTA REGULATOR'S GUIDE TO THE VENHUIZEN STANDARD DENITRIFYING SAND FILTER
A MINNESOTA REGULATOR'S GUIDE
to the
VENHUIZEN STANDARD DENITRIFYING SAND FILTER
WASTEWATER RECLAMATION SYSTEM
Copyright by David Venhuizen, waterguy@ix.netcom.com.
David Venhuizen, P.E.
5803 Gateshead Drive.
Austin, Texas 78745 USA
tel. 512-442-4047
fax 512-442-4057
INTRODUCTION
Over the last decade, there have been a number of reports in the literature on
the performance of modified recirculating sand filter systems. Besides providing
the excellent removal of organics, solids and bacteria for which sand filters
have been renowned for over 100 years, these particular systems also proved
capable of removing a majority of the nitrogen from household wastewater by clever manipulation of the nitrogen
cycle. A thorough review of this background is provided in "Intermittent Sand Filters: New Frontiers for an Ancient
Art", available on the internet here.
Building upon the knowledge gained from those studies and drawing upon his own experience with sand filter
technology, David Venhuizen proposed the use of this denitrifying sand filter concept as a solution to wastewater
management problems on Washington Island, Wisconsin. Wisconsin regulators required Washington Island to install
and monitor demonstration systems to confirm whether the state's groundwater quality standards could be met by this
system on sites with poor soil resources.
Of particular concern on Washington Island were thin soils over fractured bedrock. Washington Island's water supply
comes from a karst, dolomitic aquifer which is highly vulnerable to pollution. Nitrate pollution was of particular
concern, since nitrate-nitrogen can persist in the soil, even where soil depth and quality are adequate to fully treat
septic tank effluent in all other regards. Nitrates can readily migrate to bedrock, especially in thin soils, then "mainline"
through fissures into the aquifer with no further treatment, a situation very similar to that which exists in parts of
Minnesota.
Before proceeding, it must be stressed that a denitrifying sand filter system cannot totally eliminate nitrogen or
bacteria from wastewater. An effective soil disposal system is still needed to complete the water reclamation process.
Exploring means by which the effectiveness of non-optimal soil resources can be maximized was an integral part of
the Washington Island project.
Intensive monitoring of system performance, conducted by the University of Wisconsin--Green Bay, was carried out
over a two-year period. Venhuizen analyzed the results of the demonstration project and submitted reports detailing
and interpreting the data, and proposing design criteria. After thorough review, Wisconsin regulators concluded that the
methods proposed would meet groundwater standards on sites with thin soils overlying fractured bedrock. Wisconsin
has since permited Venhuizen Standard Denitrifying Sand Filter systems for use on those types of sites.
Having built upon the best ideas developed by previous efforts, the Washington Island experience provides a sound
http://septictankinfo.com/VenhMGuide.html[5/20/2011 12:52:02 PM]
MINNESOTA REGULATOR'S GUIDE TO THE VENHUIZEN STANDARD DENITRIFYING SAND FILTER
basis for the high performance standardized treatment system designs developed by Venhuizen. Knowledge he gained
by hands-on participation in that project is bolstered by years of study in this field and 10 years of experience in
designing, installing, operating, maintaining and monitoring sand filter/drip irrigation systems in Central Texas.
This guide reviews how the Washington Island systems were built and how they performed. The lessons learned are
applied to generate a system design that provides high quality treatment, relatively "fail-safe" operation, and fairly cost
efficient construction. Disposal system function is discussed, and design of "alternative" systems to disperse sand filter
effluent is delineated. Potential maintenance needs are noted and suggested procedures are detailed. Review of this
document will provide local regulators with adequate knowledge to address the permitting process for this technology.
Having been proven capable of providing environmentally sound wastewater management on sites with even severely
limited soil resources, this is a valuable management strategy for many areas of Minnesota.
THE WASHINGTON ISLAND PROJECT TREATMENT SYSTEMS
Most prior studies of denitrifying sand filter technology had employed some form of attached-growth anoxic reactor in
the treatment train, usually a horizontal flow or upflow rock bed filter. This type of reactor was generally thought to be
necessary to achieve a high degree of denitrification. Adhering to this expectation, the Washington Island treatment
systems consisted of a septic tank, anaerobic upflow filter and intermittent sand filter in series. Sand filter effluent was
recirculated, directly into the upflow filter in one trial, and into the second chamber of a two-chamber septic tank in all
other systems. A pumped recirculation scheme was employed. The treatment system concept is illustrated in Figure 1.
The nitrogen cycle in a sand filter system is shown in Figure 2. Nitrogen removal is affected by first converting
ammonium nitrogen to nitrate nitrogen--a process called nitrification--in the sand filter, then routing nitrified effluent
into an environment rich in organic material and devoid of oxygen. Both these requirements are met by the septic tank
and the upflow filter. These are necessary conditions for denitrification--the conversion by bacteria of nitrate into
nitrogen gas. This bubbles off into the atmosphere, 80% of which is already nitrogen gas. So recirculation through the
anaerobic "front end" of a sand filter system is a relatively simple and very effective means of eliminating nitrogen
from wastewater.
http://septictankinfo.com/VenhMGuide.html[5/20/2011 12:52:02 PM]
MINNESOTA REGULATOR'S GUIDE TO THE VENHUIZEN STANDARD DENITRIFYING SAND FILTER
Physical characteristics of the seven demonstration systems installed on Washington Island are shown on the following
page. The Foster and Njord Heim systems served seasonal users and generated limited data. Performance of the other
five systems is summarized in the attached tables. Organics and solids removal are displayed in Tables 1-5, and
nitrogen removal is detailed in Tables 6-10. General conclusions are that effluent BOD5 and TSS will average well
below 20 mg/l and that about 60-80% of total nitrogen will be removed. Percentage removal appears to increase with
influent total nitrogen concentration, and effluent nitrogen levels of about 15 mg/l or less should typically be expected.
Though not shown, project results also indicate that effluent fecal coliform counts on the order of 102-104 CFU/100 ml
can be expected, a level of performance usually observed in sand filters. This represents a 99+% reduction from levels
typically found in septic tank effluent.
WASHINGTON ISLAND DEMONSTRATION WASTEWATER SYSTEMS PHYSICAL
CHARACTERISTICS AND DESIGN PARAMETERS
SAND FILTER BED DESIGN:
Johnson system:
Through December 1993 -- stratified bed design
http://septictankinfo.com/VenhMGuide.html[5/20/2011 12:52:02 PM]
MINNESOTA REGULATOR'S GUIDE TO THE VENHUIZEN STANDARD DENITRIFYING SAND FILTER
Top layer -- 12" fine gravel (approx. 1/4"-3/8", 6-9.5 mm)
Bottom layer -- 12" coarse sand (effective size approx. 1.5 mm)
December 1993 thru end of data period -- 24" fine gravel (approx. 1/4", 6 mm)
Briesemeister system:
24" coarse sand (effective size approx. 1.5 mm)
Boniface system:
28" fine gravel (approx. 1/4"-3/8", 6-9.5 mm)
Foster system:
24" coarse sand (effective size approx. 1.5 mm)
Njord Heim system:
24" coarse sand (effective size approx 1.5 mm)
Mann Store system:
Stratified bed design
Top layer -- 12" fine gravel (approx. 1/4"-3/8", 6-9.5 mm)
Bottom layer -- 12" coarse sand (effective size approx. 1.5 mm)
Richter system:
24" coarse sand (effective size approx. 1.5 mm)
THE LESSONS LEARNED
Much was learned from observation of the Washington Island systems. A lesson with great practical implications is
that, when loading conditions are optimized, little--if any--treatment efficiency should be lost by using even a very
coarse filter media. Indeed, others have learned and applied this lesson, and recirculating gravel filters are being
increasing used nationwide. The 1/4"-3/8" gravel used in the Boniface system is very coarse relative to that typically
employed--generally about a 3 mm (1/8") effective size is preferred--yet this system still consistently produced
superior effluent.
The major benefit of using coarser media is reduced maintenance liabilities. Since some of the solids in wastewater are
non-degradable, any wastewater filter will eventually become so highly laden with solids that cleaning will be
required. In sand filters employing finer media, the problem is mainly confined to surface clogging, but in coarse
media filters, it is to be expected that solids will penetrate deeper into the bed, and a greater amount of solids can be
stored in the filter bed without causing severe clogging. How fast the buildup of solids proceeds to the point where it
compromises performance too severely depends upon how well clarified wastewater is before it is applied to the filter
and upon the quantity of solids which can be stored in the bed before excessive clogging or pass-through of solids
occurs. Using coarser media should increase maintenance intervals, all other things being equal. The expected interval
between bed cleanings for the standardized system is 5 years or more.
Another very significant observation was that high nitrogen removal can be achieved without an attached-growth
anoxic reactor in the system. (Rich Piluk in Anne Arundel County, Maryland--a National Onsite Demonstration
Project site where denitrifying sand filters are also being used--had in fact shown this to be true a couple years
before.) Tables 6-10 show that, in most cases, even the small second septic tank chambers in these systems by
themselves provided sufficient denitrification potential that there was little left for the upflow filter to do. The upflow
filters in some of these systems clogged near the end of the monitoring period, indicating that elimination of this
component would decrease system maintenance liabilities, assuming of course that the BOD5 and TSS reductions
afforded by the upflow filter are provided by some other means.
It has been said that one often learns more from failure than from success. The truth behind this maxim was well
illustrated by experiences with the Johnson system and the Briesemeister system. A recirculation pump failure in the
http://septictankinfo.com/VenhMGuide.html[5/20/2011 12:52:02 PM]
MINNESOTA REGULATOR'S GUIDE TO THE VENHUIZEN STANDARD DENITRIFYING SAND FILTER
Johnson system highlighted the benefits of recirculation for general system function as well as for nitrogen removal.
Along with the failure of the Briesemeister system to ever perform adequately in a single-pass mode, this experience
also underscores the need for frequent dosing of filters containing coarser media. Almost immediately upon installation
of a recirculation system, which enforced a loading cycle consisting of frequent small doses, the Briesemeister system
began to exhibit exemplary performance, even though the system was overloaded through most of the following
summer.
Severe spray head clogging in the Johnson system showed how critical uniform distribution over the filter surface is to
good performance, which confirms that a spray system covering the entire bed surface is the preferred method of
influent distribution. The clogging occurred due to a design flaw--which had already been identified and eliminated
from other system designs--and it persisted for months because of regulatory problems regarding proper procedures for
tank entry to repair the problem.
This circumstance was fortuitous in a way. By the time the spray loop was replaced, the filter bed was highly
compromised. Even so, a quick and dramatic improvement in system function was observed after uniform distribution
was re-established. This fast recovery illustrates the resiliency of sand filter technology. That the problem could be
circumvented altogether by insightful design hints at how even a fairly high-rate sand filter system can be designed
and built so as to incur minimal maintenance liabilities.
The Washington Island systems proved to be quite stable, even in the face of highly variable loads. Each spring, the
Richter system did not miss a beat when the residents began loading the system after an extended vacation. The Mann
Store system, which received a very high strength influent stream to begin with, coasted through periods of extremely
high organics and solids loading each summer with minimal degradation of effluent quality. "Recovery" to extremely
high quality occurred quickly after the end of the peak tourist season, which dictates annual variations of wastewater
flow from this store. And, as noted previously, the Briesemeister system accommodated excessive loading for over two
months without any apparent degradation in system performance.
Washington Island systems were designed with a quite "agressive" 10 gallons/ft2/day forward flow hydraulic loading
rate onto the sand filter. Over much of the observation period, however, occupancy patterns in the homes served
resulted in somewhat lower actual loading rates. Only the Briesemeister system operated for an extended period at or
above the design loading rate.
Both the Johnson and Briesemeister systems produced consistently high quality effluent over extended periods of
operation at loading rates in the range of 7 gallons/ft2/day or greater. The Briesemeister system used a 1.5 mm sand
media, and the Johnson system used a stratified media bed--gravel overlying 1.5 mm sand. The Boniface system,
employing that relatively coarse gravel media, exhibited consistently excellent performance over the 2-year monitoring
period at an average forward flow loading rate of 3.4 gallons/ft2/day, but with average septic tank effluent BOD5 and
TSS concentrations of 316 mg/l and 160 mg/l, respectively. At more typical septic tank effluent concentrations of 120-
150 mg/l BOD5 and 60-80 mg/l TSS, over 7 gallons/ft2/day would have been required to produce equivalent organic
and solids loadings. For the Mann Store system, which employed the stratified media, it would have taken a huge 12.5
gallons/ft2/ day flow rate at 150 mg/l to produce the equivalent organic load.
These observations, combined with results of several other efforts in this field, inspire confidence that--when the
system is optimized--operation at around 7 gallons/ft2/day could endure indefinitely without resulting in significant
maintenance liabilities when treating domestic wastewater. As detailed later, this information is used to size the sand
filter bed in the standardized system.
EVOLUTION OF THE SYSTEM CONCEPT
Results of the Washington Island project indicated how system design could be improved. First, it was observed that
the primary septic tank chamber was undersized and/or not optimally configured in most of the systems, resulting in
the fairly high-strength inputs to the sand filter system just noted. This situation is remedied in the standardized system
in a manner which also enhances denitrification potential.
http://septictankinfo.com/VenhMGuide.html[5/20/2011 12:52:02 PM]
MINNESOTA REGULATOR'S GUIDE TO THE VENHUIZEN STANDARD DENITRIFYING SAND FILTER
With the upflow filter eliminated from the system, denitrification will be maximized by recirculating through the first
chamber of the septic tank, where high organic loads would positively assure anoxic conditions and provide an
adequate energy source for the denitrifiers. This could, however, worsen the problem of high BOD5 and TSS
concentrations in septic tank effluent, due to the higher flow rate through this chamber.
To counter this problem, an effluent filter is installed at the outlet of the septic tank. Zabel A-100 effluent filters have
been shown to consistently effect significant reductions of BOD5 and TSS concentrations in septic tank effluent. These
filters can not only prevent increases in septic tank effluent strength which might be caused by recirculation flow, but
can also replace to some degree the reductions of BOD5 and TSS afforded by the upflow filter. While these filters also
require maintenance, they would need to be cleaned rather infrequently. Even in the event that the Zabel filter requires
cleaning more often than the recommended frequency of once every two years, this maintenance procedure--simply
hosing off the filter body--is very simple relative to the effort and equipment required to backflush an upflow filter.
Another measure is to use a relatively large septic tank, for three reasons. First, sedimentation theory indicates that,
given the low average flow velocity through the septic tank even with recirculation flow added, settling efficiency is
highly dependent upon length of flow path. Therefore, one longer chamber should provide better sedimentation
performance than two chambers with an equivalent total path length, due the "dispersal and gathering" effects at the
inlets and outlets, which retard settling efficiency. With the added solids retention effectiveness imparted by the
effluent filter, a large single-chamber tank will deliver a more highly clarified effluent to the sand filter. (In larger
systems, multi-chamber septic tanks are used for convenience in construction, but the total volume is still large and an
effluent filter on the outlet of each chamber compensates for the shorter path length within each chamber.)
The second reason has to do with maintenance economy. Better retention of solids in the large primary chamber
implies faster sludge buildup, which may increase required pumping frequency. This impact is again blunted by using
an "oversized" septic tank, which provides more volume for sludge buildup without "closing down" the sludge clear
space. (In designs for larger flow rates which utilize multi-chamber septic tanks, the primary chamber is still quite
large relative to "conventional" system standards.)
The third reason for using a large septic tank volume is the increased contact time it will provide for recirculated
effluent. Recall that the environment in the primary septic tank chamber would provide optimal conditions for
denitrification. Increasing the size of this chamber increases the theoretical detention time for the nitrate-rich
recirculation flow, and this can be expected to enhance denitrification potential.
The other major alteration in system configuration is discarding the pumped recirculation system in favor of a gravity
recirculation scheme. A pumped recirculation scheme can guarantee the required uniform dosing pattern, which gravity
recirculation schemes commonly employed in on-site sand filter systems cannot. However, the vulnerability of the
pumped recirculation scheme was highlighted by the pump failure in the Johnson system, which went unnoticed for a
month and a half even in a system that was being inspected twice weekly. There is no ready way to design in an alarm
to warn of recirculation pump failure; operation of this pump must periodically be visually verified. So it was
determined to find a way to dispense with this pump.
The most common way to implement gravity recirculation is to use a split sand filter bed, with one side draining to the
recirculation loop and the other flowing to the effluent tank. The sand filter dosing pump is controlled by a timer and
the dosing tank serves as an equalization basin, filling up during periods of high water use and being drawn down
during periods of no flow from the house. This arrangement is illustrated on the left side of Figure 3. It can be shown
that when actual wastewater flow is somewhat below design flow rate, there would be "gaps" in the dosing cycle,
through much of the night and perhaps through the afternoon as well, unless the dosing cycle is adjusted to match the
actual flow through the system on each day. The impracticality of continuously matching filter dosing rate to the actual
forward flow is obvious.
http://septictankinfo.com/VenhMGuide.html[5/20/2011 12:52:02 PM]
MINNESOTA REGULATOR'S GUIDE TO THE VENHUIZEN STANDARD DENITRIFYING SAND FILTER
Since statuatory design flow rates are typically rather liberal, long term average flow rates are quite often below the
design flow rate, so this problem of non-optimal dosing patterns is likely to be very common. Further, during extended
periods of no flow from the house--e.g., intermittently occupied vacation homes--dosing of the sand filter would cease
completely, and the system would have to "cold start" each time that flow resumed.
This situation can be readily corrected. When flow from the house is low, flow that would otherwise have gone to the
effluent tank must be routed back into the dosing tank. When this occurs, the entire volume of water dosed onto the
sand filter eventually flows back into the dosing tank, some of it indirectly through the recirculation loop and the rest
directly from the effluent side of the filter. So the dosing tank could never run out of water, and the sand filter dosing
cycle would not be interrupted, no matter how little flow issued from the house.
This method is implemented by using an "effluent bypass valve", as illustrated on the right side of Figure 3 [above].
The valve opens when sand filter dosing tank depth drops below a pre-set level. This allows drainage from the
"effluent side" of the sand filter to flow into the dosing tank. When flow from the house is sufficient to keep the sand
filter dosing tank supplied, this valve remains closed and drainage from the "effluent side" of the sand filter flows into
the effluent tank. The bypass valve is a highly reliable standard product, so this device provides a fairly fool-proof
means of assuring that the sand filter is always dosed at intervals called for by the design theory. As detailed later, the
system design incorporates precautions which accommodate short-term failure of this valve. It must be presumed that
adequate application of system maintenance procedures would assure proper performance over the long term.
The system concept which has evolved from these observations and discov-eries is illustrated in Figure 4. Employing a
timer-driven sand filter dosing pump and effluent bypass valve assures that the sand filter is loaded with the same
hydraulic load on the same schedule every day, regardless of the volume of flow coming from the house. The organic
strength of the water dosed onto the sand filter will vary, depending on how much flow recirculates through the
effluent bypass valve (and also on the strength of the wastewater coming from the house, of course). But steady-state
hydraulic loading, using frequent small doses, will allow the sand filter to perform at maximum efficiency, readily
accommodating variable organic strength with minimal impact on performance.
http://septictankinfo.com/VenhMGuide.html[5/20/2011 12:52:02 PM]
MINNESOTA REGULATOR'S GUIDE TO THE VENHUIZEN STANDARD DENITRIFYING SAND FILTER
Using this concept, the system's design recirculation ratio is set by the flow ratio onto the two sides of the sand filter
bed. Based upon results of the Washington Island project and other studies of this technology, it was concluded that a
2:1 ratio on the design flow rate is a good compromise when treating domestic wastewater. Using this ratio, total
hydraulic load--the sum of forward flow plus recirculation flow--onto the sand filter is moderate, and good nitrogen
removal performance will typically be obtained.
This recirculation ratio is implemented by using twice the number of spray heads on the "recirculation side" as on the
"effluent side" of the filter. All heads are built the same and system piping is arranged to assure minimal head loss
difference in feed lines to each side, so flow out of each head will be about the same. Therefore, 2/3 of every dose will
flow to the recirculation loop and 1/3 will flow to the effluent line--a 2:1 recirculation ratio. When forward flow is
low, the sand filter dosing sump will be drawn down and the effluent bypass valve will open, so additional flow would
be recirculated through the sand filter without increasing flow through the septic tank. As noted, this additional
recirculation dilutes the strength of wastewater dosed onto the sand filter, which will do nothing but improve sand
filter effluent quality.
One final "wrinkle" is incorporated into the system concept. The split filter bed separates sand filter effluent into two
distinct flow streams. It was quickly realized that, since it just flows back through the septic tank, the quality of flow
out of the "recirculation side" of the sand filter can be allowed to degrade slightly. A 30 mg/l BOD5 concentration
would serve just as well as a 10 mg/l level, as long as significant nitrification was achieved. Therefore, rather than
using a filter bed surface area ratio of 2:1 and loading both sides at the same rate, the "recirculation side" area can be
reduced and the "effluent side" enlarged, resulting in a lower loading rate onto the "effluent side". This will quite likely
enhance quality of the "effluent side" drainage and slightly degrade quality in the recirculation loop. Further, different
sizes of media can be used on each side of the filter bed. A larger media can be used in the "recirculation side" to
reduce clogging potential, and a finer media can be used in the "effluent side" to enhance final effluent quality even
more.
As noted previously, results of the Washington Island project (and also of several other investigations--again see
"Intermittent Sand Filters: New Frontiers for an Ancient Art") indicate that an average forward flow loading rate of 7
gallons/ft2/day or more (for normal household wastewater) can be supported. The design criteria chosen for the
standardized system "push" this level to a limit of about 8.0 gallons/ft2/day on the "recirculation side" and reduce it to
about 5.5 gallons/ft2/day on the "effluent side". With a 2:1 recirculation ratio on the design flow rate, these forward
flow loading rates dictate a total hydraulic loading rate onto the "recirculation side" of about 24 gallons/ft2/day and
http://septictankinfo.com/VenhMGuide.html[5/20/2011 12:52:02 PM]
MINNESOTA REGULATOR'S GUIDE TO THE VENHUIZEN STANDARD DENITRIFYING SAND FILTER
onto the "effluent side" of about 16.5 gallons/ft2/day. These are not at all excessive--long term total hydraulic loading
rates well in excess of this were supported by the Washington Island systems.
STANDARDIZED SYSTEM COMPONENTS
Crest Precast, Inc., in La Crescent, Minnesota, is producing a tank system which is configured to optimally house the
Venhuizen Standard Denitrifying Sand Filter system. This section reviews the tank configurations and other system
components used to implement the standardized system.
Septic/Pumps Tanks
Figures 5 and 6 show the septic/pump tanks for a 300 gallons per day (gpd) and a 450 gpd system, respectively. For
these systems, sizing criterion for the septic tank is a hydraulic retention time (HRT) of at least 3.75 days. The 450 gpd
system would include a 1,000-gallon, single chamber septic tank in front of the septic/pump tank, as indicated on
Figure 6. This primary septic tank would also be fitted with an effluent filter, as noted previously.
http://septictankinfo.com/VenhMGuide.html[5/20/2011 12:52:02 PM]
MINNESOTA REGULATOR'S GUIDE TO THE VENHUIZEN STANDARD DENITRIFYING SAND FILTER
Risers and hatch covers provide a secure seal and convenient access for cleaning the effluent filter, checking sludge
level, servicing the pumps, checking system function, and pumping the tank. At present, the Orenco brand is specified
in the standardized system, but other products may be considered if they achieve similar function.
Each of the septic/pump tanks includes two pump chambers, one housing the sand filter dosing pump and the other
housing the disposal field dosing (effluent) pump. Sizing of these chambers is reviewed on the Product Information
Sheets attached to this paper. In the sand filter dosing tank, filling the emergency storage volume will cause backflow
into the septic tank. However, given the reliability of submersible pumps, this would be an extremely rare occurence.
At worst, the Zabel filter would have to be cleaned after the dosing pump was restored to service, so this is considered
an acceptable design feature.
The criterion for sand filter dosing tank equalization volume--the amount of water between the depth at which the
effluent bypass valve opens and the depth at which the high water warning alarm goes off--is 80% of the design daily
flow. It has been observed in similar types of systems being extensively used in Anne Arundel County, Maryland, that
2/3 of the design daily flow is sufficient to minimize the likelihood of "false alarms". These occur when a high flow
surge--such as when the residents host a large party--drives water level up to the alarm even though the dosing pump
is working as required. If "false alarms" occur frequently, this alerts the user to excessive water use--a leaking toilet,
for example. The user should correct this problem as soon as possible to prevent long-term hydraulic overloading of
the sand filter. Being quickly alerted to such problems will also save the user a considerable amount on the water bill.
A standard high water alarm, as commonly used in systems with pressure-dosed drainfields, is employed in this
system.
http://septictankinfo.com/VenhMGuide.html[5/20/2011 12:52:02 PM]
MINNESOTA REGULATOR'S GUIDE TO THE VENHUIZEN STANDARD DENITRIFYING SAND FILTER
The effluent bypass valve, detailed on Figure 7, is a Robert Manufacturing Company 400-1-5 model. This type of
valve is used to control water level in a variety of situations where there is normal water line pressure behind the
valve, so there is no question that it will assure a positive seal when closed. As illustrated on Figure 7, an "S" shaped
discharge line is included to minimize the possibility of debris lodging on the valve seat and compromising the seal.
Water level in the dosing tank will only be above the outlet of the "S" riser when the valve is closed, so there can be
no backflow of dirty water to the valve. This "S" riser is not glued onto the threaded adapter on the valve outlet so that
the riser can be removed when the valve is rotated a quarter turn. Then the valve can be completely unscrewed from
the drop pipe if it ever needs servicing or replacement.
http://septictankinfo.com/VenhMGuide.html[5/20/2011 12:52:02 PM]
MINNESOTA REGULATOR'S GUIDE TO THE VENHUIZEN STANDARD DENITRIFYING SAND FILTER
System design dictates that this brass body valve would be totally submerged in water containing little dissolved
oxygen at all times, so there should be minimal corrosion. The major maintenance liability is seizing up of the piston.
Since this valve would be closed most of the time, it is to be expected that, if it did seize, it would do so in the closed
position. In this case, the system would act just like a recirculating sand filter without an effluent bypass valve. When
somewhat less than the design flow rate issues from the house, the dosing tank would frequently run out of water, as
detailed previously. As shown on Figures 5 and 6 [above], a low level cutoff switch for the dosing pump prevents the
pump from running "dry" if the effluent bypass valve does seize up in the closed position. Periodic maintenance checks
will detect the problem so it can be corrected, and this condition should not persist long term.
In the unlikely event that the valve seizes up in the open position, the dosing tank would eventually fill up--assuming
wastewater was flowing from the house--since, as detailed, no water would flow into the effluent tank until the dosing
tank level reached the depth of the port into the effluent tank. At this point, untreated water from the dosing tank could
backflow through the valve into the effluent tank. The system is designed so that the high water alarm would trip
below this overflow level, so the system should not operate with this level in the dosing tank for a significant amount
of time before the problem is detected and corrected.
The effluent transfer pipe is extended well into the effluent chamber so that it is accessible through the hatch opening.
This is specified for ease of sampling sand filter effluent. Also, a riser, running up above the bottom of the tank lid, is
installed on the drop tee to the bypass assembly. This prevents septic tank effluent from overflowing into the effluent
chamber if the dosing pump fails and emergency storage ponds in the dosing chamber above the top of the drop tee.
For the effluent tank, the critical consideration is the volume available for a dose--the amount of water routed to the
disposal system at any one time. As will be detailed, the recommended "alternative" disposal field designs should
function best when dosed more frequently with small doses. As part of the approval process for a given system it must,
of course, be demonstrated that the volumes shown in the Product Information Sheets are sufficient for that design.
Figures 5 and 6 [above] illustrate the pump system installation in the septic/pump tanks. The sand filter dosing pump is
connected to feed piping with a threaded union, allowing it to be easily disconnected and reconnected when service is
required. This pump is placed within a Zabel filtered pump vault, providing another filtration step to further minimize
solids loading onto the filter. It is expected that, over the long term, a shallow sludge layer may form on the bottom of
this chamber. The Zabel pump vault is built with the filter plates starting at about 5 inches from the bottom, preventing
this sludge layer from impinging on the filter plates.
The sand filter feed line exits through a pipe boot built into the tank wall. Since the sand filter must be placed high
enough so it can drain to the septic tank and effluent bypass valve, the feed line can be routed so that it will completely
drain back between doses. This will minimize slime growths within this pipe and consequent potential for spray head
clogging. In the Minnesota climate, this is also necessary to prevent freezing during the winter in any case.
The effluent pump system is extremely simple. It too is connected to feed piping with a threaded union. The pump is
specified for each project as required to supply the head and flow rate needed in the disposal field. The effluent line
exits through a pipe boot cast into the end wall of the tank.
Pump control systems are illustrated on Figure 8. The dosing pump control system is a repeat cycle timer. This device
activates the pump for a precise amount of time--typically less than one minute--on constant intervals in the range of
30-45 minutes. The timer powers the pump through a duplex outlet in a junction box next to the hatch riser. A conduit
running through a pipe grommet in the riser connects this junction box to the tank. This arrangement simplifies pump
replacement, as no field wiring is required at the time of replacement. As noted previously, a low-level cutoff switch
protects the pump against burnout in case the effluent bypass valve seizes up in the closed position. The pump plug
"piggy-backs" on the low-level cutoff switch plug.
http://septictankinfo.com/VenhMGuide.html[5/20/2011 12:52:02 PM]
MINNESOTA REGULATOR'S GUIDE TO THE VENHUIZEN STANDARD DENITRIFYING SAND FILTER
The effluent pump is controlled by a dual-float switch, which affords very accurate dose sizing. The pump plug
"piggy-backs" on the switch plug, which plugs into a duplex outlet in the junction box. One junction box is placed
between the hatches to house the outlets for both pumps, and to splice the alarm switches if the alarm boxes are remote
mounted. A standard high water alarm in the effluent chamber warns of pump failure.
The effluent pump can be placed inside an effluent screen. Since the effluent water still contains some organics and
nutrients, there will be growths on all surfaces in this chamber, especially on those which are alternately submerged
and exposed. These may slough off and become suspended, and without the effluent screen, these could eventually be
sucked into the pump. Also, if the sand filter bed is not serviced when required, it may deliver excessive solids to the
effluent tank. Placing the effluent pump within the screen will minimize the potential for these solids to be routed to
the disposal field. This would only be critical if a drip irrigation disposal field is employed, however, and the effluent
screen could be eliminated if an LPD field is used.
Sand Filter Beds
Figure 9 shows how the sand filter containment and feed system are fabricated in a two-chamber tank. A containment
has been designed for the 300 gpd system and for the 450 gpd system. Loading rates in each of the models are detailed
on the attached Product Information Sheets. As reviewed previously, loading rates are limited to about 8.0
gallons/ft2/day onto the "recirculation side" and to about 5.5 gallons/ft2/day onto the "effluent side" of the filter. For
larger systems, multiples of these two tanks would be employed to house the required sand filter bed area.
http://septictankinfo.com/VenhMGuide.html[5/20/2011 12:52:02 PM]
MINNESOTA REGULATOR'S GUIDE TO THE VENHUIZEN STANDARD DENITRIFYING SAND FILTER
As the drawing illustrates, the influent distribution system consists of a 3/4" pipe loop with spray head pipes dropping
down from it. This allows the loop to drain through the spray heads after the pump shuts off, which will minimize
slime growths in the pipe. This in turn decreases the potential for spray head clogging. (That was the problem with the
Johnson system. The spray heads pointed up from the loop, so the pipe stayed full of septic tank effluent between
doses, and slimes continually clogged the heads.) The feed line steps down from 2" pipe to 1-1/2" pipe and enters
through a pipe boot cast into the tank wall, then transitions to 3/4" pipe on each side of the entry tee.
The spray head is simply a piece of 3/4" PVC pipe with a slot cut in it. This has been found to produce a low-angle,
fan-shaped spray, which is exactly what is needed in the low headway available in these tanks. The slot dimensions
used result in about a 90 degree spray fan. With 6 or 8 heads spaced around the "recirculation side" bed and 3 or 4
heads spaced around the "effluent side" bed--for the 300 gpd and 450 gpd systems, respectively--very good coverage
of the bed surface is assured. This satisfies the requirement for uniform distribution, a major design prinicple for high-
rate intermittent sand filters.
The slots provide a fairly large opening to minimize clogging. Each of the spray heads can be reached fairly easily
through one of the three hatches in the tank lid. They are not glued into the spray loop tees, so they can be pulled out.
Although the friction fit is quite tight--it usually requires a pipe wrench to remove a spray head--they are secured to
the spray loop tees by a set screw to eliminate the possibility that one might blow out. The set screw also assures
proper alinement is maintained when a spray head is reinstalled after cleaning.
The bolt-down hatches--which provide security and prevent odor problems--also provide access to inspect and service
the filter bed, the installation of which is also detailed on Figure 9 [above]. An underdrain layer of large gravel
promotes complete drainage of the filter media. It is installed on a bottom which is cast to slope toward the underdrain
header pipe. This is a slotted 3" PVC pipe which runs along the bottom slope and through a hole cast in the tank wall.
This passage is made watertight with grout.
A vent pipe rises from the upstream end of the underdrain header. This allows the sand filter to "breathe" through the
drain pipes, as the tank is totally sealed otherwise. Note that the tops of the vent risers run up above the bottom of the
tank lid. If the filter bed were to clog badly, influent could pond very deeply on top of the media. If this were to
overflow into the underdrain, it would circumvent the treatment process, bypassing directly to the septic tank and--
most critically--to the effluent tank. Since the vent risers run above the bottom of the lid, influent can never flow into
them. Water would drain back through the spray heads into the dosing tank before it could pond this high.
This provides a "fail-safe" design. Proper application of maintenance procedures would preclude this situation from
ever developing, but if, through neglect, the bed did become so highly clogged that a significant portion of the dose
drained back in this manner before it could percolate through the filter bed, this would very quickly cause water level
in the dosing tank to rise to the high water alarm. If the pump was found to be in working order when the alarm went
off, this would be a cue to check the condition of the sand filter.
http://septictankinfo.com/VenhMGuide.html[5/20/2011 12:52:02 PM]
MINNESOTA REGULATOR'S GUIDE TO THE VENHUIZEN STANDARD DENITRIFYING SAND FILTER
A 24-inch depth of filter media is placed on the gravel underdrain. A layer of Enkamat 7010 or Tensar TM3000 is
placed on top of the coarse underdrain rock before the media is installed. This forms a barrier which prevents mixing
of the filter media with the underdrain rock during the cleaning process, which is explained in the maintenance section.
This mat also prevents intrusion of filter media into the relatively large voids in the underdrain rock. Suggested media
sizes are shown on Figure 9 [above]. Crest can ship the finer "effluent side" media with the system tanks. The coarser
"recirculation side" media can generally be obtained from local sand and gravel suppliers.
When media is supplied in bulk form, installation can usually be done with a front end loader. If the lid is already
sealed on, a gravel chute can be constructed to dump media through the hatches with the loader. Alternately, a "bucket
brigade" may be used to install media. The media will have some silt or dust in it which must be washed out. If this is
washed into the effluent tank, that chamber must be cleaned out so this material does not get pumped to the disposal
field.
DISPOSAL SYSTEM DESIGNS
As noted previously, an integral part of the Washington Island project was an analysis of the fate of effluent once it
entered the soil, with the aim of generating a disposal field design that would provide maximum treatment efficiency in
whatever depth of soil was available. A report of the findings entitled "Soil Treatment Mechanisms" was subsequently
published by the Wisconsin Department of Industry, Labor and Human Relations (now a part of the Wisconsin
Department of Commerce) and distributed to local regulators throughout Wisconsin and beyond.
A thorough review of the assimilation/removal mechanisms operating in the soil system leads to the conclusion that,
for all pollutants of concern, three factors can be controlled to make these mechanisms more effective:
shallow disposal in the biologically active soil horizons;
low areal loading rates; that is, low flow per square foot of field; and
uniform distribution over the field area with a dose/rest loading cycle.
Due to the severity of winters there, a modified at-grade, low-pressure-dosed (LPD) trench system was recommended
as the most practical way to enhance the impact of these factors in Wisconsin. The same would be true for Minnesota.
This modified at-grade LPD field design is illustrated on Figure 10.
The field is designed to emulate a drip irrigation system, with the trench acting as a "line source" emitter. However,
since a "slug" of effluent is pumped into the gravel envelope whenever the field dosing pump comes on, there is no
control of the rate water flows out of this "emitter" into the surrounding soil. Because of this, field efficiency would be
enhanced--for both beneficial reuse and disposal--by loading the daily flow as a series of smaller doses. This limits the
amount of effluent water injected into the soil at any one time. That, in turn, minimizes the increase in soil moisture
level caused by the effluent. Lower saturation minimizes deep percolation losses and allows better treatment of
percolating water. This is especially critical when antecedent moisture conditions are high. It is under these conditions
http://septictankinfo.com/VenhMGuide.html[5/20/2011 12:52:02 PM]
MINNESOTA REGULATOR'S GUIDE TO THE VENHUIZEN STANDARD DENITRIFYING SAND FILTER
that the field is most vulnerable to losing effluent water to deep percolation, so limiting the amount of effluent loaded
at any one time enhances the environmental protection provided by these systems. Details of this field design and the
benefits of using it are provided in "Soil Treatment Mechanisms". This paper is available from the Wisconsin Office of
Safety and Buildings, and it is on the internet at http://klingon.util.utexas.edu. For seasonal use systems, true drip
irrigation hardware can be installed and disposal depth can be very shallow. The two seasonal use systems in the
Washington Island demonstration project employed fairly shallow drip irrigation disposal fields. Also, interest has
been expressed in experimenting with more deeply buried drip irrigation disposal in Minnesota to see if these fields
could be operated through the winter there.
The ability of drip irrigation systems to provide very uniform distribution and slow wetting of the soil allow a lightly
loaded drip field to maximize the three factors noted. This makes drip irrigation of high quality effluent the most
environmentally sound disposal method practically attainable, a critical factor when dealing with the severely limited
soil resources which are common in Minnesota. Details of drip irrigation system installation are shown on Figure 11.
Besides being more environmentally sound, this type of installation is likely to be more cost efficient than the LPD
field. Further details of drip irrigation field design and benefits are provided in "Soil Treatment Mechanisms".
OPERATIONS AND MAINTENANCE
While the standardized system has been carefully designed to minimize maintenance liabilities, occasional attention
will be required. In addition, periodic surveillance is strongly suggested as a way to head off the most troublesome
operational problems. Suggested surveillance protocol and maintenance procedures are detailed in this section. This
program has been found to be highly effective at keeping the systems operating "on track" in the Washington Island
project.
Periodic Routine Surveillance
All system functions should be checked periodically to verify that everything is working as required and to determine
the need for executing the various maintenance procedures. This includes checking the dosing cycle of each pump,
verifying that alarms work as required, verifying that the bypass valve is operational, observing the condition of the
sand filter beds, and observing field areas for surfacing effluent and--if drip irrigation hardware is used--the condition
http://septictankinfo.com/VenhMGuide.html[5/20/2011 12:52:02 PM]
MINNESOTA REGULATOR'S GUIDE TO THE VENHUIZEN STANDARD DENITRIFYING SAND FILTER
and operation of components. A suggested frequency is every 6 months, except pump dosing cycle, for which checks
every 12 months should suffice. On Washington Island, it has been found that each routine surveillance visit requires
about 1/2 hour per system, more or less depending upon whether any corrective actions are required at that time.
Checking sand filter dosing pump operation consists of observing whether the pump turns on and off when the timer
"makes" and "breaks". Checking effluent pump operation consists of observing whether the pump turns on when the
top float switch is level and turns off when the bottom float switch is level. The alarms are checked by lifting their
float switches to level and observing if the horn sounds and the light comes on.
Operation of the effluent bypass valve is checked by depressing the float ball and observing the water level drop in the
riser pipe above the valve. Water level in the sand filter dosing chamber must be low enough during this check that
change in riser pipe water level is readily apparent. When the float ball is released, the riser pipe must be refilled to
determine if the valve has closed completely. If the float ball cannot be depressed, this is an indication that the valve
has seized up and must be serviced or replaced.
Condition of the sand filter is checked by removing the hatch covers. Each of the spray heads is checked for clogging
while the dosing pump is running. The condition of the filter bed is observed at this time. If any water is ponded on the
bed when the hatch is opened, or if water remains ponded on the surface for more than a minute or two after the
dosing pump shuts off, this indicates that the bed is becoming clogged too severely to function well much longer.
If the regulatory agency feels that a direct check on effluent quality is also needed during the periodic inspections, it is
suggested that this could be executed quite expeditiously by taking a reading of sand filter effluent turbidity, which
correlates well with effluent quality parameters. Tubidity can be easily checked in the field with a portable
turbidimeter.
In a drip irrigation field, operation of the flush valves is observed when the effluent pump comes on and starts to fill
the drip lines. A small amount of water will be flushed out of these valves before the system pressurizes and causes
them to seal. The condition of each strainer screen is observed by pulling the box cover, unscrewing the housing and
removing the screen. A walkover check of the field area when the effluent pump is running will reveal any line breaks,
as water will be gushing to the surface at that point. This walkover check is all that would be required for an LPD
field.
Arrangements for Surveillance and Maintenance
As an integral part of the design process, the owner should be provided with a manual which thoroughly details not
only the surveillance protocol but the actual maintenance functions as well, to assure that the owner is well versed in
the operational and maintenance needs of the system. It can be readily seen that these routine surveillance procedures
could be easily executed by the system owner.
Obviously, however, there must be a mechanism for assuring that it is indeed done and that any maintenance found to
be required is executed in a timely manner. This may take the form of requiring this activity to be executed by the
regulatory agency or a third party maintenance entity, or of requiring the owner to fill out and submit a form reporting
the results of each observation. Each regulatory agency must determine the policies which it feels will assure that an
adequate surveillance program is in place, and that the arrangements can be made to accomplish any required
maintenance activities.
Septic Tank Maintenance
As with any on-site system, the septic tank will eventually require pumping. Pumping frequency typically encouraged
is every three years. An analysis indicates that pumping frequency for the "oversized" septic tanks employed in the
Venhuizen Standard Denitrifying Sand Filter system could theoretically be in excess of 7 years. Recommended practice
is to check sludge depth every two years and pump when needed. The criterion for determining when the tank should
be pumped is a 6-inch minimum sludge clear depth below the effluent filter inlet. This can be checked easily in a few
minutes with a "Sludge Judge" or with a light-colored rag wrapped around a dipstick. Zabel recommends that effluent
http://septictankinfo.com/VenhMGuide.html[5/20/2011 12:52:02 PM]
MINNESOTA REGULATOR'S GUIDE TO THE VENHUIZEN STANDARD DENITRIFYING SAND FILTER
filters be washed off about once every two years. However, the procedure is so easy to do that annual cleaning could
easily be done as a preventative maintenance procedure. The filter body can be easily pulled out of its housing through
the hatch provided in the standardized design. It is simply hosed off, then reinserted into the housing.
Sand Filter Maintenance
Maintenance requirements for this component include spray head cleaning and filter bed cleaning. Spray head
cleaning has been needed very infrequently on most systems. When it is needed, it is most often due to leaves, etc.,
getting into the dosing tank rather than to wastewater solids. If required, cleaning is generally easy to do. Simply
sliding a knife blade through the slot usually completes the job. In case of severe clogging, a spray head can be
removed, washed out and replaced as described previously.
The worst thing that can happen to a sand filter system is for the filter bed to clog. As noted previously, this should not
be expected to occur for several years in a properly functioning system, but overloading or system malfunctions can
lead to premature clogging. Whenever it occurs, even very severe clogging can be remediated in situ using standard,
readily available equipment, thanks to an innovative procedure devised by Rich Piluk of the Anne Arundel County
Health Department.
The procedure consists of plugging the sand filter drain line and flooding the filter, then "agitating" the bed with an air
compressor, causing the wastewater solids to float out of the media, to be sucked off with a pumper truck hose. An air
compressor of the type used to drive a jack hammer has been found to work well. A pipe attached to the compressor
hose is inserted into the filter bed, agitating it rather violently. This is continued until water on top of the filter has
been suctioned off down to the top of the media, then the water level is brought back up and the procedure is repeated.
It has been found efficient to place a coarse screen around the pumper hose to keep media from being sucked up and
to dig this screen into the bed so that water level can be pumped down to just below the top of the media. Execution of
this procedure to date indicates that about five iterations will thoroughly clean even a very dirty filter bed.
The cleaning operation can be completed working through the hatch openings in the standardized tank designs. So the
tanks do not need to be uncovered and the tank lid does not need to be removed. No media needs to be removed and
disposed of, and no new media needs to be hauled in and installed. Only liquid waste is hauled off, and standard
arrangements are in place for this.
Assuming that a compressor is delivered to the site for his use, the pumper truck operator can easily execute the entire
process by himself. If this cleaning is done at the same time the tanks are pumped, the whole operation entails a fairly
modest incremental cost. If the pumper truck has adequate capacity to do it all in one run, the sand filter can be
cleaned, the septic tank can be pumped, and both pump tanks can be pumped and cleaned in about 3 hours or less. The
major factor determining time requirement is how fast the sand filter can be refilled, which depends on the water
system at the site.
Other Treatment System Maintenance
The only other maintenance which the treatment system may require is repair or replacement of pumps, valves,
controllers, or alarms if they fail to function properly. When a pump malfunctions, it must generally be replaced within
24 hours, or the users must stop loading the system until it is, as this amount of storage (the design daily flow rate) is
provided by the standardized designs.
As noted, either pump can be readily disconnected from its feed pipe using the threaded union and pulled out of the
sump. The electrical junction box is opened, the pump is unplugged, and the cord is threaded through the conduit. The
riser pipe is unscrewed from the old pump and screwed into the new pump. The cord is threaded back through the
conduit, the pump is plugged in, lowered into its sump, and reconnected using the threaded union. Since this entire
process requires no special tools or skills, it can readily be executed by the system user in an emergency.
The effluent bypass valve can be readily removed and replaced if it ever seizes up or the seat fouls. The valve body is
rotated a quarter turn, at which point the "S" discharge line can be removed, as noted previously. With the discharge
http://septictankinfo.com/VenhMGuide.html[5/20/2011 12:52:02 PM]
MINNESOTA REGULATOR'S GUIDE TO THE VENHUIZEN STANDARD DENITRIFYING SAND FILTER
line removed, the valve can be completely unscrewed from the riser pipe fitting, and a new valve can be screwed into
this fitting. The discharge line is then inserted into the threaded adapter on the outlet of the new valve, and the
assembly is rotated a quarter turn back into its operating position. Since this procedure requires a person to enter the
tank, it is critical to assure that no poisonous gases are present before entering the tank. Executing this maintenance
therefore requires that either a gas meter or equipment to ventilate this chamber be available, or that the worker wears
protective equipment.
IN CLOSING ...
The Venhuizen Standard Denitrifying Sand Filter packages up and purveys a wastewater management method which
has proven to be highly effective and reliable. It has undergone a testing program more rigorous than the NSF Standard
40 procedure--it has been through trial-by-fire in the field. Mating the denitrifying sand filter with the modified at-
grade LPD field--or better yet, a drip irrigation field--creates a total system which minimizes environmental liabilities
and maximizes beneficial reuse. Innovative design features are incorporated to maximize the efficiency of the method
and to minimize operational and maintenance liabilities.
The use of this method is encouraged wherever lack of sufficient soil resources creates a concern about threats to the
environment and public health from on-site wastewater systems, or anywhere that beneficial reuse of wastewater is
good public policy. With the method being available in a relatively easy to install package, it can readily be seen that ...
IT'S NOT HARD TO DO THE RIGHT THING.
For information on wastewater products, click here.
Here are some tables of comparative data:
Table 1 Johnson System Organic and Solids Loading and Removal
Table 2 Briesemeister System Organic and Solids Loading and Removal
Table 3 Boniface System Organic and Solids Loading and Removal
Table 4 Mann Store System Organic and Solids Loading and Removal
Table 5 Richter System Organic and Solids Loading and Removal
Table 6 Johnson System Nitrification Efficiency and Nitrogen Removal
Table 7 Briesemeister System Nitrification Efficiency and Nitrogen Removal
Table 8 Boniface System Nitrification Efficiency and Nitrogen Removal
Table 9 Mann Store System Nitrification Efficiency and Nitrogen Removal
Table 10 Richter System Nitrification Efficiency and Nitrogen Removal
Return to the SepticTankInfo Home Page, which has other articles by David Venhuizen and other experts.
http://septictankinfo.com/VenhMGuide.html[5/20/2011 12:52:02 PM]
You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Optimawg Engine PartsDocument114 pagesOptimawg Engine Partsprojetos1723No ratings yet
- Abrasive Water Jet Machining ReportDocument27 pagesAbrasive Water Jet Machining Reportjaspal100% (2)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Septic Tank Analysis PDFDocument34 pagesSeptic Tank Analysis PDFChristian D. Orbe100% (3)
- Oisd STD 106Document38 pagesOisd STD 106sgrsth67% (3)
- Partslist D16C A MG D16C A MG RCDocument165 pagesPartslist D16C A MG D16C A MG RCMaksym KlymenkoNo ratings yet
- Engineering Knowledge Misc by Rohan DsouzaDocument10 pagesEngineering Knowledge Misc by Rohan DsouzaDeepak Vasudevan100% (1)
- BMW E9x E92 N54 Turbo Replacement Parts List and HintsDocument2 pagesBMW E9x E92 N54 Turbo Replacement Parts List and HintsDavidNo ratings yet
- DR560Document3 pagesDR560yo puesNo ratings yet
- Tobul Interim II Catalog 111113v1Document44 pagesTobul Interim II Catalog 111113v1bhstudent_537083349No ratings yet
- Rc250 ManualDocument153 pagesRc250 ManualRandolfCabeza71% (7)
- Magnum IOM PDFDocument44 pagesMagnum IOM PDFjohannaquevedo_79No ratings yet
- B&W K90MCDocument260 pagesB&W K90MCOvidiu Papuc50% (2)
- Broschyr Danfoss Semco PDFDocument32 pagesBroschyr Danfoss Semco PDFNelson VargasNo ratings yet
- Myers Triplex Water Pump D35 D50 D60 D65 Data SheetDocument2 pagesMyers Triplex Water Pump D35 D50 D60 D65 Data Sheetsergio100% (1)
- 785C Hydraulic SchematicDocument2 pages785C Hydraulic SchematicRoby SyahNo ratings yet
- PTI2030 - B - 275 Series PDFDocument2 pagesPTI2030 - B - 275 Series PDFRached DouahchuaNo ratings yet
- Quick Reference Guide: IC260L/D DUO IC261L/D DUO (Firmware Rel. 1.9)Document64 pagesQuick Reference Guide: IC260L/D DUO IC261L/D DUO (Firmware Rel. 1.9)Ivaylo TodorovNo ratings yet
- KG084 DDR NDC115 14020505 75 0Document2 pagesKG084 DDR NDC115 14020505 75 0reza hosseiniNo ratings yet
- Operating & Maintenance: Tennant A80Document96 pagesOperating & Maintenance: Tennant A80Павел КорчагинNo ratings yet
- Bulletin 116.1387Document13 pagesBulletin 116.1387HoàngViệtAnhNo ratings yet
- 15 - Spe102571 MS PDocument8 pages15 - Spe102571 MS Pshahab.a1993No ratings yet
- Boltec 435hDocument4 pagesBoltec 435hErick AlarconNo ratings yet
- Testing and Adjusting Hydraulic System: Shutdown SIS Previous ScreenDocument55 pagesTesting and Adjusting Hydraulic System: Shutdown SIS Previous Screenluis eduardo corzo enriquezNo ratings yet
- Turbo Machines Question BankDocument9 pagesTurbo Machines Question BankSHASHI Kumar100% (1)
- Minimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage TanksDocument6 pagesMinimize Evaporation Losses by Calculating Boiloff Gas in LPG Storage Tanksaegean227No ratings yet
- Air Compressors in Diesel LocomotivesDocument42 pagesAir Compressors in Diesel Locomotivesibrahim78% (9)
- Monorail Beams Installation WorkDocument1 pageMonorail Beams Installation WorkBaisel RahumanNo ratings yet
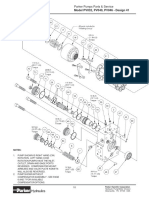
- Exploded View PV032Document7 pagesExploded View PV032Miroslaw LabudaNo ratings yet
- Turco 5884: In-Place Jet Engine Compressor CleanerDocument2 pagesTurco 5884: In-Place Jet Engine Compressor CleanerpatanNo ratings yet
- PTC and PTF Pivotrol Pump ManualDocument10 pagesPTC and PTF Pivotrol Pump Manualsakura_jNo ratings yet