You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Tomos4 Operating Manual PDFDocument15 pagesTomos4 Operating Manual PDFEmir Jordamović100% (1)
- Angus & Janet MacDonald, Right Names Wrong PeopleDocument8 pagesAngus & Janet MacDonald, Right Names Wrong PeopleAlex W Fraser alexwfraser.telNo ratings yet
- Charlottenburg Township Glengarry County Land List 1790 by Name Part 1Document19 pagesCharlottenburg Township Glengarry County Land List 1790 by Name Part 1Alex W Fraser alexwfraser.tel100% (1)
- Alex W Fraser Published Titles 1971 - 2011Document48 pagesAlex W Fraser Published Titles 1971 - 2011Alex W Fraser alexwfraser.telNo ratings yet
- Meritor 9-10-13 Speed TransmissionsDocument203 pagesMeritor 9-10-13 Speed TransmissionsJose Angel Melendez100% (8)
- Sprint User ManualDocument95 pagesSprint User ManualZaldy Macrohon100% (2)
- Pedal Operated Centrifugal Water PumpDocument19 pagesPedal Operated Centrifugal Water PumpNeelmani100% (3)
- TS17-20-26-UK Flack ShmidtDocument81 pagesTS17-20-26-UK Flack ShmidtKrum Kashavarov0% (1)
- Bitron - TSS Installation ManualDocument16 pagesBitron - TSS Installation ManualAlex W Fraser alexwfraser.telNo ratings yet
- 25 + Tips On Doing Your Family Tree ResearchDocument3 pages25 + Tips On Doing Your Family Tree ResearchAlex W Fraser alexwfraser.telNo ratings yet
- The King MacDonalds Part 2 of Glengarry County & Nova ScotiaDocument10 pagesThe King MacDonalds Part 2 of Glengarry County & Nova ScotiaAlex W Fraser alexwfraser.telNo ratings yet
- Bitron Product Usage DirectionsDocument2 pagesBitron Product Usage DirectionsAlex W Fraser alexwfraser.telNo ratings yet
- Peter McNaughton 1740-1802 8 Gen ChartDocument24 pagesPeter McNaughton 1740-1802 8 Gen ChartAlex W Fraser alexwfraser.telNo ratings yet
- Commit To This System For 18 Months and Discover Whats Truly PossibleDocument22 pagesCommit To This System For 18 Months and Discover Whats Truly PossibleAlex W Fraser alexwfraser.telNo ratings yet
- Direct Selling Industry in Wall Street JournalDocument40 pagesDirect Selling Industry in Wall Street JournalKevin Thompson100% (3)
- Star'Ceptor #12 May Sep11Document10 pagesStar'Ceptor #12 May Sep11Alex W Fraser alexwfraser.telNo ratings yet
- Imagine: Making The First Circle Work WhenDocument8 pagesImagine: Making The First Circle Work WhenAlex W Fraser alexwfraser.telNo ratings yet
- Lancaster Township Glengarry County 1790 Land List by Name Part 3Document6 pagesLancaster Township Glengarry County 1790 Land List by Name Part 3Alex W Fraser alexwfraser.telNo ratings yet
- Bitron Product GuideDocument39 pagesBitron Product GuideAlex W Fraser alexwfraser.telNo ratings yet
- Star'Ceptors: The Mindset For Star 8+Document8 pagesStar'Ceptors: The Mindset For Star 8+Alex W Fraser alexwfraser.telNo ratings yet
- Star'CeptorJul Aug10 10#7Document8 pagesStar'CeptorJul Aug10 10#7Alex W Fraser alexwfraser.telNo ratings yet
- Star'Ceptors: The Mindset For Star 8Document10 pagesStar'Ceptors: The Mindset For Star 8Alex W Fraser alexwfraser.telNo ratings yet
- P0488Document7 pagesP0488sergioNo ratings yet
- Adjustment of The Compression BrakeDocument2 pagesAdjustment of The Compression BrakeCarlos Juarez ChungaNo ratings yet
- LogixPro - Silo Simulation LabDocument2 pagesLogixPro - Silo Simulation LabIsi ObohNo ratings yet
- Steam Turbine InterlocksDocument69 pagesSteam Turbine InterlocksSarah Frazier100% (2)
- W8L20 - Spare Part CatalogueDocument418 pagesW8L20 - Spare Part CatalogueTuan Linh Vo100% (2)
- DR200SEK5Document114 pagesDR200SEK5fernandoNo ratings yet
- Finish Mill Girth Gear Routine InspectionDocument1 pageFinish Mill Girth Gear Routine InspectionErmiyas MistreNo ratings yet
- Jabsco Zoeklicht 135 SL RCDocument5 pagesJabsco Zoeklicht 135 SL RCWillem LindenNo ratings yet
- 254624-400-SP-ELE-007-Rev C-FINALDocument37 pages254624-400-SP-ELE-007-Rev C-FINALEmma NuNo ratings yet
- XPXN Francis Unit Start Up - Shutdown Sequence 120819Document32 pagesXPXN Francis Unit Start Up - Shutdown Sequence 120819Online 4-lifeNo ratings yet
- 1 Nos HR Riser 1.0m X 0.6m Ventilation Shaft 0.6m X 0.6m: Page 1/pre-MeDocument1 page1 Nos HR Riser 1.0m X 0.6m Ventilation Shaft 0.6m X 0.6m: Page 1/pre-MeAngkasa Jurutera Perunding Sdn BhdNo ratings yet
- Noble Romans SpceDocument34 pagesNoble Romans Spceyusendra putraNo ratings yet
- TASK 71-00-00-811-821-A Low EPR - TGT Limited - TGT Goes To Maximum Limit Before Set EPR PDFDocument2 pagesTASK 71-00-00-811-821-A Low EPR - TGT Limited - TGT Goes To Maximum Limit Before Set EPR PDFWidya DamayantiNo ratings yet
- DC MotorDocument3 pagesDC MotorAhmad AzizudinNo ratings yet
- Zorya PresentationDocument20 pagesZorya PresentationNavid EbrahimniaNo ratings yet
- CHS (1) Unit 04Document44 pagesCHS (1) Unit 04gaganNo ratings yet
- !drilling Machine Geared Head InstructionDocument5 pages!drilling Machine Geared Head InstructionTiago PaivaNo ratings yet
- MTX Tc400 PC en v2 0315 ReadersDocument24 pagesMTX Tc400 PC en v2 0315 ReadersMARIO100% (1)
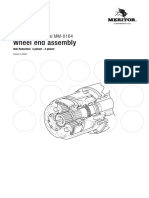
- MM0164 Hub ReductionDocument23 pagesMM0164 Hub Reductionflavio furtado100% (1)
- 6.375-4 Amm Buttress ThreadDocument4 pages6.375-4 Amm Buttress Threadnoe juarezNo ratings yet
- C11 and C13 On-Highway Truck Engines Electrical System: Right Side ViewDocument2 pagesC11 and C13 On-Highway Truck Engines Electrical System: Right Side Viewgaco88No ratings yet
- Group 9 Hydraulics Circuit Design and AnalysisDocument44 pagesGroup 9 Hydraulics Circuit Design and AnalysisKapil KaviNo ratings yet
- Bendix Tu-Flo 700Document16 pagesBendix Tu-Flo 700Juan Rivera100% (1)
- 33 34 Manual Yerf DogDocument24 pages33 34 Manual Yerf DogJohn CaravalhoNo ratings yet