Professional Documents
Culture Documents
Conformacao Mecanica
Uploaded by
leonardo gregorioOriginal Description:
Original Title
Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
Conformacao Mecanica
Uploaded by
leonardo gregorioCopyright:
Available Formats
Conformao Mecnica
Por mais simples que a pea seja, sempre necessrio usar mquinas e realizar mais de uma operao para produzi-la. Comeando pela fundio, seguindo pelos processos de conformao mecnica como a laminao e a trefilao, passando pelo torneamento, pela usinagem, as peas vo sendo fabricadas e reunidas para formar os conjuntos mecnicos.
A conformao mecnica qualquer operao durante a qual se aplicam esforos mecnicos em metais, que resultam em uma mudana permanente em suas dimenses.
Para a produo de peas de metal, a conformao mecnica inclui um grande nmero de processos: laminao, forjamento, trefilao, extruso, estampagem...Esses processos tm em comum o fato de que, para a produo da pea, algum esforo do tipo compresso, trao, dobramento, tem que ser aplicado sobre o material.
As propriedades dos materiais que permitem a existncia dos processos de conformao mecnica so a elasticidade e a plasticidade.
A elasticidade a capacidade que o material tem de se deformar, se um esforo aplicado sobre ele, e de voltar forma anterior quando o esforo pra de existir. A plasticidade, por sua vez, permite que o material se deforme e mantenha essa deformao, se for submetido a um esforo de intensidade maior e mais prolongada.
Os processos de conformao mecnica tambm so ajudados pelo reticulado cristalino dos metais, que est associado ao modo como os tomos dos metais esto agrupados.
Materiais que tm estrutura CFC, ou seja, cbica de face centrada, tm uma forma de agrupamento atmico que permite o deslocamento de camadas de tomos sobre outras camadas. Por isso, eles se deformam mais facilmente do que os que apresentam os outros tipos de arranjos. Isso acontece porque, nessa estrutura, os planos de escorregamento permitem que camadas de tomos escorreguem umas sobre as outras com mais facilidade.
Como exemplo de metais que apresentam esse tipo de estrutura aps a solidificao, temos o cobre e o alumnio. Por isso, esses metais so mais fceis de serem trabalhados por conformao mecnica. A prova disso que o alumnio pode ser laminado at a espessura de uma folha de papel.
Conformao por laminao
A laminao um processo de conformao mecnica pelo qual um lingote de metal forado a passar por entre dois cilindros que giram em sentidos opostos, com a mesma velocidade. Assim consegue-se a reduo da espessura do metal a cada passe de laminao, que como se chama cada passagem do metal pelos cilindros de laminao.
Ao passar entre os cilindros, o material sofre deformao plstica. Por causa disso, ele tem uma reduo da espessura e um aumento na largura e no comprimento. Como a largura limitada pelo tamanho dos cilindros, o aumento do comprimento sempre maior do que o da largura.
A laminao pode ser feita a quente ou a frio. Ela feita a quente quando o material a ser conformado difcil de laminar a frio ou quando necessita de grandes redues de espessura. Assim, o ao, quando necessita de grandes redues, sempre laminado a quente porque, quando aquecido, sua estrutura cristalina apresenta a configurao CFC que, como j
foi visto, se presta melhor laminao. Alm disso, nesse tipo de estrutura, as foras de coeso so menores, o que tambm facilita a deformao.
Encruamento o resultado de uma mudana na estrutura do metal, associada a uma deformao permanente dos gros do material, quando este submetido deformao a frio. O encruamento aumenta a dureza e a resistncia mecnica.
A laminao a frio se aplica a metais de fcil conformao em temperatura ambiente, o que mais econmico. o caso do cobre, do alumnio e de algumas de suas ligas.
A laminao a frio tambm pode ser feita mesmo em metais cuja resistncia deformao maior. So passes rpidos e brandos cuja finalidade obter maior preciso nas dimenses das chapas. Em alguns casos, a dureza e a resistncia do material melhoram j que, nesse caso, ele fica encruado. Quando se necessita de preciso dimensional e ductilidade, a chapa laminada a frio passa por um tratamento trmico chamado recozimento.
Sendo a quente ou a frio, a laminao parte dos lingotes que, passando pelos laminadores, pode se transformar em produtos de uso imediato como trilhos, vigas e perfis. Pode se transformar tambm em produtos intermedirios que sero usados em outros processos de conformao mecnica.
o caso de tarugos que passaro por forjamento, extruso e trefilao e das chapas que sero estampadas para a fabricao de automveis, nibus, foges, geladeiras, etc.
Laminador
O laminador o principal equipamento que realiza a laminao. No s de laminadores que a laminao composta. Um setor de laminao organizado de tal modo que a produo seriada e os equipamentos so dispostos de acordo com a seqncia de operaes de produo, na qual os lingotes entram e, ao sarem, j esto com o formato final desejado seja como produto final, seja como produto intermedirio.
As instalaes de uma laminao so compostas por fornos de aquecimento e reaquecimento de lingotes, placas e tarugos, sistemas de roletes para deslocar os produtos, mesas de elevao e basculamento, tesouras de corte e, principalmente, o laminador.
composto de:
cadeira - o laminador propriamente dito e que contm a gaiola, os cilindros e os acessrios.
gaiola - estrutura que sustenta os cilindros.
Os cilindros so as peas-chave dos laminadores, porque so eles que aplicam os esforos para deformar o metal. Eles podem ser fundidos ou forjados; so fabricados em ferro fundido ou ao especial, dependendo das condies de trabalho a que eles so submetidos. Podem ser lisos, para a produo de placas e chapas, ou com canais, para a produo de perfis.
Os laminadores podem ser montados isoladamente ou em grupos, formando uma seqncia de vrios laminadores em srie. Esse conjunto recebe o nome de trem de laminao. Junto a esse conjunto, trabalham os equipamentos auxiliares, ou seja, os empurradores, as mesas transportadoras, as tesouras, as mesas de elevao, etc.
Os laminadores podem ser classificados quanto ao nmero de cilindros que eles apresentam. Assim tem-se:
Duo - composto de dois cilindros de mesmo dimetro, que giram em sentidos opostos, na mesma velocidade.
Trio - trs cilindros dispostos uns sobre os outros. Quando o material passa pela primeira vez, ele passa entre o cilindro inferior e mdio. Quando ele retorna, passa pelo cilindro mdio e superior.
Qudruo - apresenta quatro cilindros: dois internos (de trabalho) e dois externos (de apoio).
Universal - apresenta quatro cilindros combinados: dois horizontais e dois verticais. Ele utilizado para a laminao de trilhos.
Sendzimir - apresenta seis cilindros dos quais dois so de trabalho e quatro so de apoio.
A laminao nunca feita de uma s vez. O metal passado diversas vezes pelo laminador a fim de que o perfil ou a chapa adquiram ou o formato, ou a espessura adequada para o prximo uso.
Nessas passagens, tem-se inicialmente a laminao de desbaste, cuja funo transformar os lingotes de metal em produtos intermedirios ou semi-acabados como blocos, placas e tarugos. Esses produtos passam depois pelos laminadores acabadores onde so transformados em produtos acabados como perfilados, trilhos, chapas, tiras.
Caractersticas e defeitos dos produtos laminados
Cada produto industrial tem caractersticas que o diferenciam dos outros. No diferente com relao aos produtos laminados.
Por exemplo, as formas desses produtos so muito simples: barras, perfis, chapas. Seu comprimento sempre muito maior que sua largura e, na maioria dos casos, as espessuras tambm so reduzidas.
Os produtos laminados so empregados tanto na construo civil (casas, apartamentos, prdios industriais, pontes, viadutos), quanto na indstria mecnica, na usinagem para a produo em srie de grandes quantidades de peas como parafusos, brocas, pinos, eixos, barras de sees diversas e chapas trabalhadas (furadas, cortadas, fresadas, retificadas). Em geral, o formato adequado do produto laminado, prximo do produto final usinado, aumenta muito a produtividade dos setores de usinagem.
Alm das caractersticas, os produtos laminados apresentam defeitos que, geralmente, originam-se dos defeitos de fabricao do prprio lingote. Assim, os defeitos mais comuns dos produtos laminados so:
Vazios - podem ter origem nos rechupes ou nos gases retidos durante a solidificao do lingote. Eles causam tanto defeitos de superfcie quanto enfraquecimento da resistncia mecnica do produto.
Gotas frias - so respingos de metal que se solidificam nas paredes da lingoteira durante o vazamento. Posteriormente, eles se agregam ao lingote e permanecem no material at o produto acabado na forma de defeitos na superfcie.
Trincas - aparecem no prprio lingote ou durante as operaes de reduo que acontecem em temperaturas inadequadas.
Dobras - so provenientes de redues excessivas em que um excesso de massa metlica ultrapassa os limites do canal e sofre recalque no passe seguinte.
Incluses - so partculas resultantes da combinao de elementos presentes na composio qumica do lingote, ou do desgaste de refratrios e cuja presena pode tanto fragilizar o material durante a laminao, quanto causar defeitos na superfcie.
Segregaes - acontecem pela concentrao de alguns elementos nas partes mais quentes do lingote, as ltimas a se solidificarem. Elas podem acarretar heterogeneidades nas propriedades como tambm fragilizao e enfraquecimento de sees dos produtos laminados.
Alm disso, o produto pode ficar empenado, retorcido, ou fora de seo, em conseqncia de deficincias no equipamento, e nas condies de temperatura sem uniformidade ao longo do processo.
Conformao por extruso
Assim como a laminao, a extruso um processo de fabricao de produtos semiacabados, ou seja, produtos que ainda sofrero outras operaes, tais como corte, estampagem, usinagem ou forjamento, antes de seu uso final. Como resultado disso, obtm-se uma das importantes caractersticas do produto extrudado: seo transversal reduzida e grande comprimento.
O processo de extruso consiste basicamente em forar a passagem de um bloco de metal atravs do orifcio de uma matriz. Isso conseguido aplicando-se altas presses ao material com o auxlio de um mbolo.
Trata-se de um processo de fabricao relativamente novo, se comparado com a maioria dos outros processos de conformao mecnica. As primeiras experincias com extruso foram feitas com chumbo no final do sculo passado. O maior avano aconteceu durante a Segunda Guerra Mundial, com a produo de grandes quantidades de perfis de alumnio para serem usados na indstria aeronutica.
Atualmente, no s metais mais dcteis, como o alumnio e suas ligas e o cobre e suas ligas, podem passar pelo processo de extruso. Tambm possvel fabricar produtos de ao ao carbono e ao inoxidvel por meio de extruso. Produtos de plstico, principalmente embalagens, tambm so fabricados por extruso.
No que se refere ao uso do alumnio, as variedades de perfis que se pode fabricar quase ilimitada. As sees obtidas so mais resistentes porque no apresentam juntas frgeis e h
melhor distribuio do metal. O processo fornece, tambm, uma boa aparncia para as superfcies.
Etapas do processo
De acordo com o tipo de metal, que deve suportar rigorosas condies de atrito e temperatura, e com a seo a ser obtida, a extruso pode ser realizada a quente ou a frio.
O metais mais duros, como o ao, passam normalmente pelo processo de extruso a quente. Esse processo envolve as seguintes etapas:
1. Fabricao de lingote ou tarugo de seo circular. 2. Aquecimento uniforme do lingote ou tarugo. 3. Transporte do lingote ou tarugo aquecido para a cmara de extruso. Essa etapa deve ser executada o mais rapidamente possvel para diminuir a oxidao na superfcie do metal aquecido. 4. Execuo da extruso: com o tarugo aquecido apoiado diante da cmara de extruso, o pisto acionado e o material empurrado para o interior da cmara. 5. Fim da extruso: o pisto recua e a cmara se afasta para a retirada do disco e da parte restante do tarugo. 6. Remoo dos resduos de xido com o auxlio de disco raspador acionado pelo pisto.
Lingote x Tarugo
Lingote o bloco de metal produzido por fundio. Tarugo o bloco de metal obtido pela laminao de um lingote.
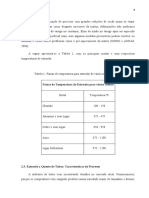
Considerando-se que o trabalho a quente traz problemas de oxidao do bloco de metal e das ferramentas de extruso, a temperatura de trabalho deve ser a mnima necessria para fornecer ao metal o grau de plasticidade adequado.
Devido intensa deformao produzida durante a extruso, pode ocorrer um sensvel aquecimento do metal. Portanto, a temperatura mxima do processo deve ser seguramente inferior temperatura de liquao, ou seja, aquela em que acontece a fuso do contorno dos gros.
10
Se a temperatura de extruso ficar muito prxima de liquao, o aquecimento produzido pelo atrito e pela compresso da matriz, poder atingir a temperatura de fuso e impedir a fabricao do produto por extruso.
Deve-se lembrar, tambm, de que a temperatura do material na zona de deformao depende da velocidade de deformao e do grau de compresso. Isso significa que a temperatura aumenta quando aumentam a velocidade e a deformao, por causa do aumento do atrito devido ao aumento da velocidade de deformao e do grau de compresso.
Na extruso a quente, as redues de rea conseguidas so da ordem de 1:20 (um para vinte). Isso significa que uma barra de 100 mm2 de rea pode ter sua rea reduzida para 5 mm 2.
Os materiais mais dcteis, como o alumnio, podem passar por extruso tanto a frio quanto a quente e obtm redues de rea da ordem de 1:100 (um para cem).
Na extruso a frio, o material endurece por encruamento durante a deformao porque os gros do metal se quebram e assim permanecem, aumentando as tenses na estrutura e, conseqentemente, sua dureza. Na extruso a quente, os gros se reconstituem aps a extruso por causa da alta temperatura.
Tipos de processos de extruso
A extruso pode ser realizada de duas maneiras bsicas: direta ou indiretamente.
Na extruso direta o bloco metlico a ser processado colocado em uma cmara ou cilindro, e empurrado contra uma matriz atravs de um pisto, acionado por meios mecnicos ou hidrulicos.
11
Para proteger o pisto da alta temperatura e da abraso resultantes do processo de extruso direta, emprega-se um bloco de ao, chamado de falso pisto entre o material metlico e o mbolo. Usa-se tambm um pedao de grafite entre o metal e o pisto a fim de assegurar que todo o material metlico passe pela matriz.
Nesse processo, a deformao ocorre na matriz, enquanto que o resto do material contido pelas paredes do cilindro. Desse modo, no se produz nenhuma instabilidade no material. Isso torna possvel alcanar elevadas redues (at 99%) no material processado.
Na extruso indireta, o mbolo oco e est ligado matriz. A extremidade oposta da cmara fechada com uma placa. O mbolo oco empurra a matriz de encontro ao metal e este sai da matriz em sentido contrrio ao movimento da haste.
Como no h movimento relativo entre o bloco de metal e as paredes da cmara, as foras de atrito so muito menores e as presses necessrias so tambm menores do que na extruso direta. Por outro lado, como o mbolo furado, as cargas a serem utilizadas so limitadas e no possvel obter perfis com formatos complexos. Por isso, o processo de extruso direta o mais empregado.
12
Os equipamentos usados na extruso consistem em prensas horizontais, mecnicas ou hidrulicas, com capacidades normais entre 1 500 e 5 mil toneladas. Prensas hidrulicas conseguem cargas de at 30 mil toneladas!
Alm dessas prensas, so necessrios equipamentos auxiliares para a realizao do processo. Eles incluem fornos para aquecimento dos tarugos, fornos de tratamento trmico, alm de equipamentos para transporte e corte dos perfis.
Defeitos da extruso
Existem vrios defeitos tpicos dos processos de extruso. Por exemplo: no processo de extruso, a deformao no uniforme. Por isso, o centro do tarugo move-se mais rapidamente que a periferia, e forma-se uma zona morta ao longo da superfcie externa do tarugo. Quando a maior parte do bloco de metal j passou pela matriz, a superfcie externa move-se para o centro e comea a fluir pela matriz. Como essa superfc ie externa contm uma pelcula de xido, aparecem linhas internas de xido no interior do produto.
Se esse produto for cortado transversalmente, esse xido aparecer na forma de um anel que no permite a colagem das partes a ele adjacentes.
Outro defeito que pode aparecer por causa da diferena de velocidade entre o ncleo do tarugo e a periferia, a formao de uma cavidade no centro da superfcie do material em contato com o pisto, quando o processo de extruso atinge a etapa final.
Essa cavidade cresce gradualmente em dimetro e profundidade, transformando a barra em um tubo. Por isso, essa parte final do produto dever ser descartada. O aspecto desse defeito semelhante ao de um rechupe interno.
O arrancamento o defeito que se forma na superfcie do produto e aparece na forma de perda de material da superfcie, quando o produto passa muito rapidamente pela matriz.
Produtos fabricados pelo processo de extruso podem apresentar tambm bolhas na superfcie. Elas podem ser causadas pela presena de hidrognio e materiais provenientes da fundio do lingote ou por ar contido dentro do recipiente da prensa.
Os defeitos descritos podem ser evitados da seguinte forma:
13
Cavidade no produto:
descartar a poro final do produto.
Anel de xido:
no extrudar o tarugo at o fim; aquecer o recipiente a uma temperatura 50C menor que a temperatura do tarugo; no deixar o dimetro do produto extrudado ultrapassar um valor a partir do qual o anel de xido comea a aparecer.
Arrancamento:
diminuir a velocidade de extruso; diminuir a temperatura de extruso.
Bolhas
eliminar gases dissolvidos no metal lquido durante a fundio do lingote.
14
Conformao por trefilao
Os fios eltricos de cobre ou alumnio, os cabos e arames de ao so fabricados por esse processo de conformao mecnica.
Por esse processo, possvel obter produtos de grande comprimento contnuo, sees pequenas, boa qualidade de superfcie e excelente controle dimensional.
O princpio do processo de trefilao , de certa forma, parecido com o da extruso, ou seja, necessrio que o material metlico passe por uma matriz para ter seu dimetro diminudo e seu comprimento aumentado. A grande diferena est no fato de que, em vez de ser empurrado, o material puxado. Alm disso, a trefilao normalmente realizada a frio.
Existem bancos de trao de at 100 toneladas, capazes de trabalhar a uma velocidade de at 100 metros por minuto, percorrendo distncias de at 30 metros. Em alguns casos, vrios conjuntos desse tipo podem ser montados em srie, a fim de produzir arames e fios com dimetros ainda menores.
A barra que deve ser trefilada chamada de fio de mquina. Ela deve ser apontada, para facilitar a passagem pela fieira, e presa por garras de trao que vo puxar o material para que ele adquira o dimetro desejado.
Dependendo de sua utilizao, formato, seo transversal, eles recebem uma denominao. Assim, as barras possuem dimetro maior que 5 mm; os arames ou fios possuem dimetro menor. O arame usado para a construo mecnica. O fio usado em aplicaes eltricas.
15
A fieira uma ferramenta cilndrica que contm um furo no centro por onde passa o fio, e cujo dimetro vai diminuindo. Assim seu perfil apresenta o formato de um funil.
A razo da presena desse ngulo, geralmente maior que o ngulo de trefilao, facilitar a lubrificao e, conseqentemente, a passagem do material. A lubrificao necessria para facilitar a passagem do metal pela fieira, a fim de diminuir o atrito entre o fio e o cone de trabalho.
O cilindro de calibrao serve para ajustar o dimetro do fio. O cone de sada, por sua vez, permite a sada livre do fio.
A fieira construda de metal duro para fios de dimetro maior que 2 mm, ou diamante para fios de dimetro de at 2 mm. Esses materiais so usados para que a fieira possa resistir s condies severas e grandes solicitaes caractersticas desse processo.
Etapas do processo
O processo de trefilao compreende as seguintes etapas:
1. 2.
Laminao e usinagem para a produo do fio mquina. Decapagem mecnica ou qumica que retira os xidos presentes na superfcie
do fio mquina. 3. 4. Trefilao Tratamento trmico de recozimento, quando necessrio restabelecer o
ductilidade do material.
Para a trefilao propriamente dita, existem dois tipos bsicos de mquinas de trefilar:
sem deslizamento
16
Nessa mquina, o fio tracionado, ou seja, puxado, e depois de passar pelo furo da fieira, ele vai para um anel tirante que acumula o fio antes de liberar sua movimentao em direo a uma segunda fieira onde o processo se repete. Isso feito quantas vezes forem necessrias para obter a bitola desejada para o fio. Ao trmino desse processo, o fio enrolado em uma bobinadeira.
com deslizamento
Essa mquina usada para a trefilao de fios metlicos de pequeno dimetro. Nela, o fio parte de uma bobina, passa por uma roldana e segue alinhado at a primeira fieira. Na sada da fieira, o fio tracionado por um anel tirante e enrolado nele com um nmero de voltas que depende da fora do atrito necessria para tracionar o fio atravs da primeira fieira.
O movimento helicoidal do fio provoca seu deslizamento lateral pelo anel e o sistema prossegue dessa forma para as demais fieiras e anis.
Caractersticas e defeitos dos produtos trefilados
Esses produtos apresentam os seguintes defeitos tpicos:
17
Dimetro escalonado, causado por partculas duras retidas na fieira e que se desprendem depois.
Fratura irregular com estrangulamento, causada por esforo excessivo devido lubrificao deficiente, excesso de espiras no anel tirante, anel tirante rugoso, anel tirante com dimetro incorreto, reduo excessiva.
Fratura com risco lateral ao redor da marca de incluso, causada por partcula dura inclusa no fio inicial proveniente da laminao ou extruso.
Fratura com trinca aberta em duas partes, causada por trincas de laminao.
Marcas em forma de V ou fratura em ngulo, causadas por reduo grande e parte cilndrica pequena, com inclinao do fio na sada; ruptura de parte da fieira com incluso de partculas no contato fio-fieira; incluso de partculas duras estranhas.
18
Ruptura taa-cone, causada por reduo pequena e ngulo de fieira muito grande, com acentuada deformao da parte central.
19
Conformao por forjamento
Entre os processos de conformao mecnica, j estudamos os processos de laminao, extruso e trefilao. O que esses trs processos tm em comum o fato de no fornecerem produtos acabados, mas apenas matria-prima para, a partir dela, fabricar-se outros produtos. Assim, a chapa obtida na laminao ser transformada em partes da lataria dos automveis. Os perfis de alumnio, obtidos pela extruso, sero matria-prima para a fabricao das janelas das nossas casas. Os fios trefilados so usados na produo de condutores eltricos.
O forjamento, um processo de conformao mecnica em que o material deformado por martelamento ou prensagem, empregado para a fabricao de produtos acabados ou semi-acabados de alta resistncia mecnica, destinados a sofrer grandes esforos e solicitaes em sua utilizao.
Embora, hoje em dia, o forjamento seja feito por meio de equipamentos, o princpio do processo permanece o mesmo desde o incio: aplicao individual e intermitente de presso, ou seja, martelamento, ou ento, a prensagem.
O forjamento por martelamento feito aplicando-se golpes rpidos e sucessivos no metal. Desse modo, a presso mxima acontece quando o martelo toca o metal, decrescendo rapidamente de intensidade medida que a energia do golpe absorvida na deformao do material. O resultado que o martelamento produz deformao principalmente nas camadas superficiais da pea, o que d uma deformao irregular nas fibras do material. Pontas de eixo, virabrequins, discos de turbinas so exemplos de produtos forjados fabricados por martelamento.
20
No forjamento por martelamento so usados martelos de forja que aplicam golpes rpidos e sucessivos ao metal por meio de uma massa de 200 a 3.000 kg que cai livremente ou impulsionada de uma certa altura que varia entre 1 e 3,5 m.
Na prensagem, o metal fica sujeito ao da fora de compresso em baixa velocidade e a presso atinge seu valor mximo pouco antes de ser retirada, de modo que as camadas mais profundas da estrutura do material so atingidas no processo de conformao. A deformao resultante , ento, mais regular do que a produzida pela ao dinmica do martelamento. Palhetas de turbinas e forjados de liga leve so produtos fabricados por prensagem.
O forjamento por prensagem realizado por prensas mecnicas ou hidrulicas. As prensas mecnicas, de curso limitado, so acionadas por eixos excntricos e podem aplicar cargas
21
entre 100 e 8.000 toneladas. As prensas hidrulicas podem ter um grande curso e so acionadas por pistes hidrulicos. Sua capacidade de aplicao de carga fica entre 300 e 50.000 toneladas. Elas so bem mais caras que as prensas mecnicas.
As operaes de forjamento so realizadas a quente, em temperaturas superiores s de recristalizao do metal. importante que a pea seja aquecida uniformemente e em temperatura adequada. Esse aquecimento feito em fornos de tamanhos e formatos variados, relacionados ao tipo de metal usado e de peas a serem produzidas e vo desde os fornos de cmara simples at os fornos com controle especfico de atmosfera e temperatura. Alguns metais no-ferrosos podem ser forjados a frio.
Matriz aberta ou fechada
Toda a operao de forjamento precisa de uma matriz. ela que ajuda a fornecer o formato final da pea forjada. E ajuda tambm a classificar os processos de forjamento, que podem ser:
forjamento em matrizes abertas, ou forjamento livre; forjamento em matrizes fechadas.
As matrizes de forjamento so submetidas a altas tenses de compresso, altas solicitaes trmicas e, ainda, a choques mecnicos. Devido a essas condies de trabalho, necessrio que essas matrizes apresentem alta dureza, elevada tenacidade, resistncia fadiga, alta resistncia mecnica a quente e alta resistncia ao desgaste. Por isso, elas so feitas, em sua maioria, de blocos de aos-liga forjados e tratadas termicamente. Quando as solicitaes so ainda maiores, as matrizes so fabricadas com metal duro.
No forjamento livre, as matrizes tm geometria ou formatos bastante simples. Esse tipo de forjamento usado quando o nmero de peas que se deseja produzir pequeno e seu tamanho grande. o caso de eixos de navios, turbinas, virabrequins e anis de grande porte.
22
A operao de forjamento livre realizada em vrias etapas. Como exemplo, a ilustrao mostra o estiramento de uma parte de uma barra. Observe a pea inicial (a) e o resultado final (e). A operao iniciada com uma matriz de pequena largura. O estiramento acontece por meio de golpes sucessivos e avanos da barra (b, c, d, e). A barra girada 90 e o processo repetido (f). Para obter o acabamento mostrado em g, as matrizes so trocadas por outras de maior largura.
No forjamento em matrizes fechadas, o metal adquire o formato da cavidade esculpida na matriz e, por causa disso, h forte restrio ao escoamento do material para as laterais. Essa matriz construda em duas metades: a metade de baixo fica presa bigorna e nela colocado o metal aquecido. A outra metade est presa ao martelo (ou parte superior da prensa) que cai sobre a metade inferior, fazendo o material escoar e preencher a cavidade da matriz.
23
Uma pea forjada acabada geralmente no conformada em um s golpe, porque tanto a direo quanto a extenso na qual o metal pode escoar so pequenas. Por isso, para a confeco de uma nica pea so necessrias vrias matrizes com cavidades correspondentes aos formatos intermedirios que o produto vai adquirindo durante o processo de fabricao.
A matriz apresenta uma cavidade extra em sua periferia e que tem o objetivo de conter o excesso de material necessrio para garantir o total preenchimento da matriz durante o forjamento. Esse excesso de material chama-se rebarba e deve ser retirado da pea em uma operao posterior de corte.
A rebarba um dos problemas do forjamento por matriz fechada. Para minimizlo, as matrizes apresentam calhas para evitar que a rebarba seja muito grande.
Para peas no muito complexas, so aplicadas as seguintes etapas no forjamento em matriz fechada: 1. 2. Corte do blank, ou seja, do pedao de metal em barra no tamanho necessrio. Aquecimento - realizado em fornos.
24
3.
Forjamento intermedirio, realizado somente quando difcil a conformao em uma nica etapa.
4. 5.
Forjamento final - feito em matriz, j com as dimenses finais da pea. Tratamento trmico - para a remoo das tenses, homogeneizao da estrutura, melhoria da usinabilidade e das propriedades mecnicas.
25
Conformao por estampagem
Se a famlia dos processos de fabricao fosse um objeto que se pudesse tocar, com certeza, ela seria uma corrente na qual cada elo representaria um determinado processo que estaria encadeado em outro, que, por sua vez, estaria encadeado em outro, e assim por diante.
Seno, vejamos: alguns produtos da fundio como lingotes e tarugos podem ser forjados e laminados; os produtos da laminao podem ser cortados, dobrados, curvados, estampados. As peas resultantes podem passar por etapas de usinagem, soldagem, rebitagem, etc.
Isso porque, quando alguma coisa produzida, nunca se tem apenas uma operao envolvida nessa fabricao. Geralmente, o que se tem so produtos intermedirios, como na laminao, em que as chapas laminadas, aps bobinadas, so usadas na fabricao de peas para a indstria automobilstica, naval, eletroeletrnica e mecnica em geral.
E para que as chapas adquiram o formato desejado, necessrio que elas passem por um processo de conformao mecnica que visa dar-lhes forma final. Esse processo chamado de estampagem.
Estampagem um processo de conformao mecnica, geralmente realizado a frio, que engloba um conjunto de operaes. Por meio dessas operaes, a chapa plana submetida a transformaes que a fazem adquirir novas formas geomtrica, plana ou oca. Isso s possvel por causa de uma propriedade mecnica que os metais tm: a plasticidade.
As operaes bsicas de estampagem so:
corte dobramento estampagem profunda (ou "repuxo")
Assim como nem todo material pode ser laminado, nem todo material pode passar pelas operaes de estampagem. As chapas metlicas de uso mais comum na estampagem so as feitas com as ligas de ao de baixo carbono, os aos inoxidveis, as ligas alumniomangans, alumnio-magnsio e o lato 70-30, que tem um dos melhores ndices de estampabilidade entre os materiais metlicos.
26
O lato 70-30 uma liga com 70% de cobre e 30% de zinco.
Alm do material, outro fator que se deve considerar nesse processo a qualidade da chapa. Os itens que ajudam na avaliao da qualidade so: a composio qumica, as propriedades mecnicas, as especificaes dimensionais, e acabamento e aparncia da superfcie.
A composio qumica deve ser controlada no processo de fabricao do metal. A segregao de elementos qumicos, por exemplo, que pode estar presente no lingote que deu origem chapa, causa o comportamento irregular do material durante a estampagem.
As propriedades mecnicas, como dureza e resistncia trao, so importantssimas na estampagem. Elas so determinadas por meio de ensaios mecnicos que nada mais so do que testes feitos com equipamentos especiais. Esses dados, juntamente com dados sobre a composio qumica, geralmente so fornecidos nas especificaes dos materiais, presentes nos catlogos dos fabricantes das chapas e padronizados atravs de normas.
As especificaes das dimenses ajudam no melhor aproveitamento possvel do material, quando necessrio cort-lo para a fabricao da pea. Uma chapa fora dos padres de dimenso impede seu bom aproveitamento em termos de distribuio e quantidade das peas a serem cortadas. O ideal obter a menor quantidade possvel de sobras e retalhos que no podem ser aproveitados. Esse aproveitamento ideal envolve tambm o estudo da distribuio das peas na chapa.
Os defeitos de superfcie prejudicam no s a qualidade da pea estampada, como tambm influenciam na acabamento quando o produto deve receber pintura ou algum tipo de revesti-
27
mento como a cromao, por exemplo. Por isso, esse um fator que tambm deve ser controlado.
As operaes de estampagem so realizadas por meio de prensas que podem ser mecnicas ou hidrulicas, dotadas ou no de dispositivos de alimentao automtica das chapas, tiras cortadas, ou bobinas.
A seleo de uma prensa depende do formato, tamanho e quantidade de peas a serem produzidas e, conseqentemente, do tipo de ferramental que ser usado. Normalmente, as prensas mecnicas so usadas nas operaes de corte, dobramento e estampagem rasa. As prensas hidrulicas so mais usadas na estampagem profunda.
Na estampagem, alm das prensas, so usadas ferramentas especiais chamadas estampos que se constituem basicamente de um puno (ou macho) e uma matriz. Essas ferramentas so classificadas de acordo com o tipo de operao a ser executada. Assim, temos:
ferramentas para corte ferramentas para dobramento ferramentas para estampagem profunda
Na prensa, o puno geralmente preso na parte superior que executa os movimentos verticais de subida e descida. A matriz presa na parte inferior constituda por uma mesa fixa.
28
Esse ferramental deve ser resistente ao desgaste, ao choque e deformao, ter usinabilidade e grande dureza. De acordo com a quantidade de peas e o material a serem estampados, os estampos so fabricados com aos ligados, chamados de aos para ferramentas e matrizes.
O fio de corte da ferramenta muito importante e seu desgaste, com o uso, provoca rebarbas e contornos pouco definidos das peas cortadas. A capacidade de corte de uma ferramenta pode ser recuperada por meio de retificao para obter a afiao.
Corte de chapas
O corte a operao de cisalhamento de um material na qual uma ferramenta ou puno de corte forada contra uma matriz por intermdio da presso exercida por uma prensa. Quando o puno desce, empurra o material para dentro da abertura da matriz.
Dica tecnolgica Em princpio, a espessura da chapa a ser cortada deve ser igual ou menor que o dimetro do puno.
As peas obtidas por corte, podem, eventualmente, ser submetidas a uma operao posterior de estampagem profunda.
O corte permite a produo de peas nos mais variados formatos. Estes so determinados pelos formatos do puno e da matriz. A folga entre um e outra muito importante e deve ser controlada, j que o aspecto final da pea depende desse fator. Ela est relacionada tambm com a espessura, a dureza e o tipo de material da chapa.
Dica tecnolgica
29
Para o ao, a folga de 5 a 8% da espessura da chapa; para o lato, ela fica entre 4 e 8%; para o cobre, entre 6 e 10%; para o alumnio, em torno de 3% e para o duralumnio, entre 7 e 8%.
Folgas muito grandes provocam rebarbas que podem ferir os operadores. As folgas pequenas provocam fissuras, ou seja, rachaduras, que causaro problemas nas operaes posteriores. Quanto menores forem as espessuras das chapas e o dimetro do puno, menor ser a folga e vice-versa.
Dependendo da complexidade do perfil a ser cortado, o corte pode ser feito em uma nica etapa ou em vrias etapas at chegar ao perfil final. Isso determina tambm os vrios tipos de corte que podem ser executados:
Corte (simples) Produo de
Entalhe Corte de um entalhe no contorno da pea.
uma pea de um formato qualquer a partir de uma chapa.
Puncionamento corte que produz furos de pequenas dimenses.
Corte parcial corte incompleto no qual uma parte da pea cortada fica presa chapa.
Recorte Corte de excedentes de material de uma pea que j passou por um processo de conformao.
Um corte, por mais perfeito que seja, sempre apresenta uma superfcie de aparncia rasgada. Por isso, necessrio fazer a rebarbao, que melhora o acabamento das paredes do corte.
30
Dobramento e curvamento
O dobramento a operao pela qual a pea anteriormente recortada conformada com o auxlio de estampos de dobramento. Estes so formados por um puno e uma matriz normalmente montados em uma prensa. O material, em forma de chapa, barra, tubo ou vareta, colocado entre o puno e a matriz. Na prensagem, uma parte forada contra a outra e com isso se obtm o perfil desejado.
Em toda e qualquer operao de dobramento, o material sofre deformaes alm do seu limite elstico. No lado externo h um esforo de trao, o metal se alonga e h uma reduo de espessura. No lado interno, o esforo de compresso.
Por causa da elasticidade do material, sempre h um pequeno retorno para um ngulo ligeiramente menor que o inicial, embora a chapa tenha sido dobrada alm de seu limite elstico. Por causa disso, quando se constri o estampo, o clculo do ngulo de dobramento deve considerar esse retorno e prever um dobramento em um ngulo levemente superior ao desejado.
Dica tecnolgica
31
Existe uma regio interna do material que no sofre nenhum efeito dos esforos de trao e compresso aos quais a chapa submetida durante o dobramento. Essa regio chamada de linha neutra.
Outro fator a considerar a existncia dos raios de curvatura. Cantos vivos ou raios pequenos podem provocar a ruptura durante o dobramento. Em geral, a determinao do raio de curvatura funo do projeto ou desenho da pea, do tipo de material usado, da espessura da pea e do sentido da laminao da chapa. Materiais mais dcteis como o alumnio, o cobre, o lato e o ao com baixo teor de carbono necessitam de raios menores do que materiais mais duros como os aos de mdio e alto teores de carbono, aos ligados etc.
At atingir o formato final, o produto pode ser dobrado com o auxlio de apenas um estampo em uma nica ou em mais fases ou, ento, com mais de um estampo.
E para obter os variados formatos que o dobramento proporciona, realizam-se as seguintes operaes:
Dobramento simples e duplo.
Dobramento em anel (aberto ou fechado).
Nervuramento
Corrugamento
32
Estampagem profunda
A estampagem profunda um processo de conformao mecnica em que chapas planas so conformadas no formato de um copo. Ela realizada a frio e, dependendo da caracterstica do produto, em uma ou mais fases de conformao. Por esse processo, produzem-se panelas, partes das latarias de carros como pra-lamas, caps, portas, e peas como cartuchos e refletores parablicos.
Na estampagem profunda, a chapa metlica sofre alongamento em ao menos uma direo e compresso em outra direo. Geralmente, um compensa o outro e no h mudana na espessura da chapa.
Assim como no dobramento, a estampagem profunda tambm realizada com o auxlio de estampos formados por um puno, uma matriz e um sujeitador presos a prensas mecnicas ou hidrulicas. A chapa, j cortada nas dimenses determinadas, presa entre a matriz e o sujeitador que mantm sobre ela uma presso constante durante o embutimento. Isso evita que ocorra o enrugamento da superfcie da pea. O puno acionado, desce e fora a chapa para baixo, atravs da matriz. Nessa operao, tambm necessrio um controle sobre a folga entre o puno e a matriz.
Quando a profundidade do embutimento grande, ou seja, tem a altura maior que o dimetro da pea, e so necessrias vrias operaes sucessivas para obt-la, tem-se a reestampagem. Isso pode ser feito com o mesmo puno, ou com punes diferentes quando o perfil da pea deve ser alterado numa segunda ou terceira estampagem.
33
A ferramenta deve ter uma superfcie lisa e bem acabada para minimizar o atrito entre matriz-chapa-puno e, desse modo, diminuir o esforo de compresso e o desgaste da ferramenta. Para diminuir o atrito pode-se usar tambm um lubrificante.
Caractersticas e defeitos dos produtos estampados
Os produtos estampados apresentam defeitos caractersticos estreitamente ligados s vrias etapas do processo de fabricao. O quadro a seguir relaciona esses defeitos com a respectiva etapa dentro do processo e indica as maneiras de evit-los.
Etapa do processo
Chapa
Defeito
Causa
Correo
Pregas,
ou
gretas,
Incluses na chapa. Trepadura de laminao.
Usar chapas com controle d e qualidade de mais rigoroso.
transversais ao corpo da pea Chapa Furos gretas. alongados ou
Poros finos ou corpos estranhos duros (como gros de areia) que penetram na chapa no momento da estampagem.
Limpar
cuidadosamente
os
locais de armazenamento das chapas.
Chapa
Diferenas de espessura na chapa.
Aba de largura irregular, formao de gretas entre as regies de diferentes espessuras.
Exigir produtos laminados com tolerncias dimensionais estreitas. Arredondar melhor as arestas no puno de embutir e na matriz.
Projeto ou construo da matriz.
Desprendimento fundo.
do
O puno de embutir atua como puno de corte, o raio de curvatura muito pequeno no puno e na aresta embutida.
Projeto ou construo da matriz.
Ruptura no fundo.
O fundo embutido unido ao resto da pea apenas por um lado; a relao de embutimento grande demais para a chapa empregada.
Introduzir mais uma etapa de embutimento ou escolher uma chapa de maior capacidade de embutimento.
Projeto ou ferramentaria
Trincas no fundo depois que o corpo est quase todo pronto (mais freqentemente em peas retangulares).
Variao
de
espessura
na
Revisar espessura da chapa. Alargar o orifcio de embutimento. Em peas retangulares, limpar sempre as arestas das ferramentas. Aumentar a presso de sujeio. Trocar a matriz ou o puno.
chapa ou folga muito estreita entre puno e matriz. Em peas retangulares, o estreitamento da folga devido formao de uma pasta de xidos.
Projeto ou ferramentaria.
Formato corpo
abaulado
Folga muito larga de embutimento.
arqueado
para
fora e arqueamento do canto superior do reci-
34
piente. Ferramentaria, conservao. Estrias de embutimento. Desgaste da ferramenta e chapa oxidada. Fazer tratamento de superfcie para endurecer as arestas da matriz. Melhorar o processo de decapagem. Melhorar as condies de lubrificao. Conservao, ferramentaria. Pregas e trincas na aba. Folga de embutimento muito Trocar a matriz.
larga, ou arredondamento muito grande das arestas de embutimento.
Conservao, ferramentaria.
Ampolas no fundo. s vezes abaulamento no fundo.
M aerao.
Melhorar a sada do ar, distribuindo melhor o lubrificante.
Conservao, ferramentaria.
Relevos de um s lado nas rupturas do fundo.
Posio excntrica do puno em relao matriz de embutimento.
Soltar a sujeio da ferramenta e centrar a matriz corretamente com relao ao puno. Aumentar a presso do sujeitador.
Conservao, ferramentaria.
Formao de pregas na aba.
Presso de sujeio insuficiente.
35
You might also like
- Processamento de Termoplásticos - LivroDocument429 pagesProcessamento de Termoplásticos - LivroFrancisco Lima50% (2)
- Trabalho PNEUSDocument15 pagesTrabalho PNEUSCeli GomesNo ratings yet
- Operações Unitárias Indústria AlimentosDocument27 pagesOperações Unitárias Indústria AlimentosRui Carlo100% (3)
- SOLIDWORKS Superficies 2012Document69 pagesSOLIDWORKS Superficies 2012Leandro Figura100% (3)
- 4 Aula P MecanicoDocument51 pages4 Aula P MecanicokelvinNo ratings yet
- NBR 13816 - Placas Ceramicas para Revestimento - Terminologia-1Document4 pagesNBR 13816 - Placas Ceramicas para Revestimento - Terminologia-1kakaugulinoNo ratings yet
- TCC Extrusora Camila e IagoDocument49 pagesTCC Extrusora Camila e IagoMaiara100% (1)
- Groover - Introdução Aos Processos de Fabricação - Solutions Manual (031-060) .En - PTDocument30 pagesGroover - Introdução Aos Processos de Fabricação - Solutions Manual (031-060) .En - PTMariana de Souza Guilhermitti100% (1)
- 4 - Slide Extrusao e TrefilaçãoDocument45 pages4 - Slide Extrusao e TrefilaçãoJeiza Prado BittencourtNo ratings yet
- ZM S. A. - Laudo 2010 - Parte 3 - Pag 10 A 98 - SESIDocument89 pagesZM S. A. - Laudo 2010 - Parte 3 - Pag 10 A 98 - SESIheraldo.0001No ratings yet
- Práticas de Processos de Natureza MecânicaDocument274 pagesPráticas de Processos de Natureza MecânicaItalo Soares100% (2)
- Extrusao de Filmes Vol2Document4 pagesExtrusao de Filmes Vol2Carlos Eduardo De Paula100% (1)
- Tec. Met. Trefilação - Extrusão Mota 13.2Document78 pagesTec. Met. Trefilação - Extrusão Mota 13.2Willian Ricardo SantosNo ratings yet
- 033 Tecnologia Da Borracha Modulo 3 Processos de Transformacao Isabela Pedrinha Ipg PDFDocument54 pages033 Tecnologia Da Borracha Modulo 3 Processos de Transformacao Isabela Pedrinha Ipg PDFFabiano de Freitas100% (4)
- Questionario de SoldaDocument41 pagesQuestionario de Soldaclaudiosachetto50% (2)
- Aula Iv SoproDocument28 pagesAula Iv SoproAlmir MachadoNo ratings yet
- APOSTILA SOLIDWORKS - Apost - CORREÇÃO 5.4Document129 pagesAPOSTILA SOLIDWORKS - Apost - CORREÇÃO 5.4Wire Wailer DC IINo ratings yet
- Extrusão de Tubos MetálicosDocument3 pagesExtrusão de Tubos MetálicosLucas Crotti ZaniniNo ratings yet
- Conformação 2Document16 pagesConformação 2Filipe Alberto De MagalhãesNo ratings yet
- Treinamento Aberto SKA SolidWorks 2011 Nivel I PDFDocument39 pagesTreinamento Aberto SKA SolidWorks 2011 Nivel I PDFMatheus Furtado100% (1)
- Recebimento de Matéria PrimaDocument4 pagesRecebimento de Matéria PrimaEmanuelle XavierNo ratings yet
- Comandos 3D AutocadDocument40 pagesComandos 3D AutocadAmy GriffinNo ratings yet
- Manual de ExtrusaoDocument36 pagesManual de Extrusaomai_vw91% (11)
- Catalogo Tecnico-Ecoline 2.5 e SGT-Ed 05 Junho23 01 RD 1111Document174 pagesCatalogo Tecnico-Ecoline 2.5 e SGT-Ed 05 Junho23 01 RD 1111vendasNo ratings yet
- Apostila 2Document23 pagesApostila 2RomuloNo ratings yet
- Influência Das Condições de Processamento Na Obtenção de Blendas PBT-ABSDocument7 pagesInfluência Das Condições de Processamento Na Obtenção de Blendas PBT-ABSEDILENE DE CÁSSIA DUTRA NUNESNo ratings yet
- Isolamento Térmicos - 1 PDFDocument13 pagesIsolamento Térmicos - 1 PDFLuísNo ratings yet
- Lucas Rios Lopes Silva Atividade02Document17 pagesLucas Rios Lopes Silva Atividade02Lucas RiosNo ratings yet
- Livro Bekum, Capitulo 01Document29 pagesLivro Bekum, Capitulo 01Aderval MelloNo ratings yet