You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- RelaysDocument6 pagesRelaysEmilJaredVirayPabustan100% (1)
- Uol Thesis TemptDocument17 pagesUol Thesis TemptShahzad Chaudhry100% (1)
- Refrctory PowerPoint PresentationDocument35 pagesRefrctory PowerPoint Presentationkvsagar100% (1)
- Assocham Knowledge Report On Nutracuticals Released at 3rd National Symposium 6Document111 pagesAssocham Knowledge Report On Nutracuticals Released at 3rd National Symposium 6Syed Osama Ali100% (1)
- HR Practices at Askari BankDocument12 pagesHR Practices at Askari BankSyed Osama AliNo ratings yet
- Capstone Project Plan Form For OrganizationDocument1 pageCapstone Project Plan Form For OrganizationSyed Osama AliNo ratings yet
- Seating Plan SundayDocument5 pagesSeating Plan SundaySyed Osama AliNo ratings yet
- Performance Appraisal MethodsDocument4 pagesPerformance Appraisal MethodswithraviNo ratings yet
- Marketing Survey Conducted On Rin Washing Powder For Sku of 10 Rs Sachet Name Occupation SEC Gender Income AGEDocument2 pagesMarketing Survey Conducted On Rin Washing Powder For Sku of 10 Rs Sachet Name Occupation SEC Gender Income AGESyed Osama AliNo ratings yet
- Consumer Preferences for Fast Food Brands & DealsDocument15 pagesConsumer Preferences for Fast Food Brands & DealsSyed Osama AliNo ratings yet
- Consumer Preferences for Fast Food Brands & DealsDocument15 pagesConsumer Preferences for Fast Food Brands & DealsSyed Osama AliNo ratings yet
- Syed Osama Ali: ContactDocument3 pagesSyed Osama Ali: ContactSyed Osama AliNo ratings yet
- Fact File of PakistanDocument3 pagesFact File of PakistanSyed Osama AliNo ratings yet
- Financial Objectives: RevenueDocument5 pagesFinancial Objectives: RevenueSyed Osama AliNo ratings yet
- Summary Report PresentationDocument18 pagesSummary Report PresentationSyed Osama AliNo ratings yet
- Ghandhara Nissan LTD: Application For EmploymentDocument2 pagesGhandhara Nissan LTD: Application For EmploymentSyed Osama AliNo ratings yet
- Time Value of Money Course AssignmentDocument4 pagesTime Value of Money Course AssignmentSyed Osama Ali100% (1)
- The Day in The LifeDocument12 pagesThe Day in The LifeSyed Osama Ali0% (1)
- New Microsoft Word DocumentDocument1 pageNew Microsoft Word DocumentSyed Osama AliNo ratings yet
- Cover LetterDocument1 pageCover LetterSyed Osama AliNo ratings yet
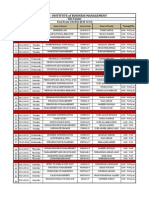
- Final Examination Schedule - FALL 2015 - IoBM City CenterDocument1 pageFinal Examination Schedule - FALL 2015 - IoBM City CenterSyed Osama AliNo ratings yet
- Issuing A New 10/ Rs Coin: Submitted To: Sir Ashfaque Ahmed MemonDocument5 pagesIssuing A New 10/ Rs Coin: Submitted To: Sir Ashfaque Ahmed MemonSyed Osama AliNo ratings yet
- ETN Hydrogen Gas Turbines 2020Document22 pagesETN Hydrogen Gas Turbines 2020imant197812gmail.comNo ratings yet
- Today's Special: Green BuildingsDocument47 pagesToday's Special: Green BuildingsAmrutha ChutkayNo ratings yet
- CDM Opportunities in BangladeshDocument12 pagesCDM Opportunities in BangladeshAdnan HossainNo ratings yet
- CS6K-260|265|270|275 P Canadian Solar Module SpecificationsDocument2 pagesCS6K-260|265|270|275 P Canadian Solar Module SpecificationsagnieszkaNo ratings yet
- Physical ScienceDocument4 pagesPhysical ScienceDaisuke Inoue100% (1)
- CEO Talk OGIP 2020 - Gunawan MuktiwibowoDocument11 pagesCEO Talk OGIP 2020 - Gunawan Muktiwibowodion gunawanNo ratings yet
- EE101 6 Electrical InstallationsDocument8 pagesEE101 6 Electrical InstallationsKasun WerangaNo ratings yet
- Introduction To R.T.P.P: 1.1 GeneralDocument12 pagesIntroduction To R.T.P.P: 1.1 GeneralSairam Kumar ChowdaryNo ratings yet
- Sayano-Shushenkaya Session 4-Pat ReganDocument79 pagesSayano-Shushenkaya Session 4-Pat ReganMiguel E. Chávez AvendañoNo ratings yet
- Head PressureDocument8 pagesHead Pressuree4erkNo ratings yet
- Wind Turbine: Germany TechnologyDocument12 pagesWind Turbine: Germany Technologygoitom01No ratings yet
- Hydrogen Production From SolarDocument4 pagesHydrogen Production From Solarstanleyameyerhhoh2hydrogenNo ratings yet
- Opinst Man pv500 en PDFDocument132 pagesOpinst Man pv500 en PDFaurel_c12-1No ratings yet
- Tomatoes as a Source of ElectricityDocument4 pagesTomatoes as a Source of ElectricityMorenang MakataNo ratings yet
- Module 4Document40 pagesModule 4Himanshu ChaudhariNo ratings yet
- ERKE Group, IHC Fundex F2200 Hydraulic Foundation MachineDocument2 pagesERKE Group, IHC Fundex F2200 Hydraulic Foundation MachineerkegroupNo ratings yet
- Thesis FinalDocument108 pagesThesis FinalRicardo KlnNo ratings yet
- National Level Training on Solar EnergyDocument2 pagesNational Level Training on Solar EnergymaniNo ratings yet
- Non-Edible Vegetable Oils - A Critical Evaluation of Oil Extraction, Fatty Acid Compositions, Biodiesel Production, Characteristics, Engine Performance and Emissions ProductionDocument35 pagesNon-Edible Vegetable Oils - A Critical Evaluation of Oil Extraction, Fatty Acid Compositions, Biodiesel Production, Characteristics, Engine Performance and Emissions ProductionInês AlvesNo ratings yet
- Capacitor BanksDocument168 pagesCapacitor Bankselias_el9002100% (1)
- Powerpoint Carburettor SystemsDocument10 pagesPowerpoint Carburettor SystemsVahid KhanNo ratings yet
- Whether Donation Is Taxable/Nontaxable Zero Rated/VAT Exempt/VAT Taxable 2 Problems On Donation 2 Problems On VATDocument7 pagesWhether Donation Is Taxable/Nontaxable Zero Rated/VAT Exempt/VAT Taxable 2 Problems On Donation 2 Problems On VATJape PreciaNo ratings yet
- Energy ResourcesDocument13 pagesEnergy ResourcesEcang's ChannelNo ratings yet
- Main Air CompressorDocument4 pagesMain Air CompressorArun SNo ratings yet
- Mitsubishi Turbocharger Overhaul Instructions TD015~TD13Document29 pagesMitsubishi Turbocharger Overhaul Instructions TD015~TD13naz-sdeNo ratings yet
- Daikin VRV Angol Katalógus 2017-2018Document209 pagesDaikin VRV Angol Katalógus 2017-2018Dirt FilterNo ratings yet
- SC4850E-ZYT User Mannual (V100R001 - 01) PDFDocument38 pagesSC4850E-ZYT User Mannual (V100R001 - 01) PDFEnderson Peralta100% (1)