You might also like
- Condition Monitoring Program of HV Cable SystemsDocument5 pagesCondition Monitoring Program of HV Cable SystemsInternational Journal of Application or Innovation in Engineering & ManagementNo ratings yet
- Conductors & Terminations: Application ConsiderationsDocument3 pagesConductors & Terminations: Application ConsiderationsizzyonNo ratings yet
- Cable Failure ModesDocument8 pagesCable Failure Modessalemg82No ratings yet
- Summary Ac Contactor Failure Cause and EffectDocument9 pagesSummary Ac Contactor Failure Cause and EffectVinci Valcu ParneNo ratings yet
- Fluke - How Cables and Connectors Impact Measurement UncertaintyDocument4 pagesFluke - How Cables and Connectors Impact Measurement UncertaintyMatias RamosNo ratings yet
- SGEM WP45 NordIS2011Document4 pagesSGEM WP45 NordIS2011bharat_22nandulaNo ratings yet
- Failure of Electronic ComponentsDocument9 pagesFailure of Electronic ComponentsSeba DiazNo ratings yet
- Causes and Detection of Ceramic Capacitor FailuresDocument9 pagesCauses and Detection of Ceramic Capacitor FailuresLeonardo RennóNo ratings yet
- EE5943 Homework on HV Equipment TestingDocument4 pagesEE5943 Homework on HV Equipment TestingEngr Fahimuddin QureshiNo ratings yet
- Modern Trends and Accident Prevention On Distribution and Power TransformersDocument10 pagesModern Trends and Accident Prevention On Distribution and Power Transformersashutosh2009No ratings yet
- Improving electrical line inspectionsDocument10 pagesImproving electrical line inspectionsM Firdaus AhmadNo ratings yet
- Metzger 2011 Failure Modes of Electronics PDFDocument102 pagesMetzger 2011 Failure Modes of Electronics PDFJonathan LarkainsNo ratings yet
- Top Five Causes of Switchgear FailureDocument3 pagesTop Five Causes of Switchgear FailureGlenn Adalia Bonita75% (4)
- Power Cable FailureDocument7 pagesPower Cable FailureGabriel Zenarosa LacsamanaNo ratings yet
- Key Technology For On Line Detection ofDocument6 pagesKey Technology For On Line Detection ofsunilNo ratings yet
- Failure Mechanisms in High Voltage PCBsDocument6 pagesFailure Mechanisms in High Voltage PCBsrudi tuaNo ratings yet
- An Analysis of Transformer FailuresDocument7 pagesAn Analysis of Transformer Failuresvijayk1968No ratings yet
- On-Line Diagnostic Monitoring For Large Power TransformersDocument12 pagesOn-Line Diagnostic Monitoring For Large Power TransformersMariut Elena LarisaNo ratings yet
- Reliability Aspects of MV XLPE Cable Joints and TerminationsDocument15 pagesReliability Aspects of MV XLPE Cable Joints and TerminationsAnonymous bau06xStTNo ratings yet
- Motor Efficiency and Fault Zone AnalysisDocument7 pagesMotor Efficiency and Fault Zone AnalysisAnonymous Wu6FDjbNo ratings yet
- Cable FaultsDocument10 pagesCable FaultsAbhijeetNo ratings yet
- Causes of Transformers Failure: 1 BackgroundDocument34 pagesCauses of Transformers Failure: 1 BackgroundAyeshaNo ratings yet
- CA Failure in Ed Polypropylene CapacitorsDocument2 pagesCA Failure in Ed Polypropylene CapacitorsrithushivaNo ratings yet
- CB Pole Resistance TestingDocument2 pagesCB Pole Resistance TestingAlejandro Osorio GallgoNo ratings yet
- Unit-Iii Risks During Installation of Electric Plant and EquipmentDocument9 pagesUnit-Iii Risks During Installation of Electric Plant and EquipmentsaraswatthiNo ratings yet
- Failure of Transformer InsulationDocument9 pagesFailure of Transformer InsulationSachin RaiNo ratings yet
- Failure Mechanism in SemiconductorDocument34 pagesFailure Mechanism in Semiconductormuhdsyahid100% (1)
- Inspection of Electrical Installations in Home Part 2Document7 pagesInspection of Electrical Installations in Home Part 2Tani100% (2)
- IDC - HV Conf - Perth 2015 - Condition Monitoring of High Voltage Switchgear - KHDocument58 pagesIDC - HV Conf - Perth 2015 - Condition Monitoring of High Voltage Switchgear - KHbmwr1100s_055542No ratings yet
- Electrical Connection Tightness 145Document5 pagesElectrical Connection Tightness 145AN.ADAMMSNo ratings yet
- Review On Operational Faults in Synchronous GeneratorsDocument5 pagesReview On Operational Faults in Synchronous GeneratorsAnonymous 0BYsFuVNo ratings yet
- Voltgage Prof Odf Eelecterolyric CapaivueortsDocument6 pagesVoltgage Prof Odf Eelecterolyric CapaivueortsbhaskaaNo ratings yet
- Loop Test and Core RepairDocument6 pagesLoop Test and Core Repairhino_kaguNo ratings yet
- Design Guidelines For Ceramic Capacitors Attached SAC SolderDocument12 pagesDesign Guidelines For Ceramic Capacitors Attached SAC SolderZetocha MilanNo ratings yet
- BT 2423072310Document4 pagesBT 2423072310IJMERNo ratings yet
- Contact SystemDocument52 pagesContact SystemdrivetecNo ratings yet
- Testing Methods for Predicting Electrical Failures in MotorsDocument5 pagesTesting Methods for Predicting Electrical Failures in Motorsamk2009No ratings yet
- Metallized Film Capacitor Lifetime Evaluation and Failure Mode AnalysisDocument12 pagesMetallized Film Capacitor Lifetime Evaluation and Failure Mode AnalysisCamilo Trujillo ArboledaNo ratings yet
- Exp No: 10 Aim: To Study Top Five Switchgear Failure Causes and How To Avoid ThemDocument2 pagesExp No: 10 Aim: To Study Top Five Switchgear Failure Causes and How To Avoid ThemViha NaikNo ratings yet
- Maintenance Eps: Febrianto W. U - 2209 100 010Document18 pagesMaintenance Eps: Febrianto W. U - 2209 100 010Diogenes HardoriNo ratings yet
- Guidelines For The Design, Installation, Operation & Maintenance of Street Lighting AssetsGuideline For Street Lighting AssetsDocument59 pagesGuidelines For The Design, Installation, Operation & Maintenance of Street Lighting AssetsGuideline For Street Lighting AssetsAnonymous i8hifn7100% (3)
- Early Hot Spot Detection Enabling Condition-Based MaintenanceDocument4 pagesEarly Hot Spot Detection Enabling Condition-Based Maintenancesridhar30481647No ratings yet
- Failure of MV CablesDocument5 pagesFailure of MV CablesselvamNo ratings yet
- Why Transformers Fail FinalDocument18 pagesWhy Transformers Fail FinalSellappan MuthusamyNo ratings yet
- Ferrules Ensure Safe ConnectionsDocument6 pagesFerrules Ensure Safe ConnectionstotovasiNo ratings yet
- Examples of Premature Stator Winding Failure in Recently Manufactured Motors and GeneratorsDocument4 pagesExamples of Premature Stator Winding Failure in Recently Manufactured Motors and GeneratorsstarkopeteNo ratings yet
- GAPS Guidelines: Transformers - FailuresDocument5 pagesGAPS Guidelines: Transformers - Failuresmakasad26No ratings yet
- Structural Assets Newsletter Discusses Welding Defects and AcceptabilityDocument4 pagesStructural Assets Newsletter Discusses Welding Defects and AcceptabilitysboergertNo ratings yet
- Solid Insulators ExplainedDocument8 pagesSolid Insulators ExplainedMehmet Efe OzbekNo ratings yet
- Transformer Failure Analysisreasons and Methods IJERTCONV4IS15021 PDFDocument5 pagesTransformer Failure Analysisreasons and Methods IJERTCONV4IS15021 PDFSandeep KumarNo ratings yet
- E-Steam project (5)Document6 pagesE-Steam project (5)haadibasharat652No ratings yet
- Survey of Insulation Systems in Electrical MachinesDocument19 pagesSurvey of Insulation Systems in Electrical Machinesyeprem82No ratings yet
- Corona Protection in Rotating High Voltage MachinesDocument6 pagesCorona Protection in Rotating High Voltage MachinesLaplaceFourier100% (1)
- Method of StatementDocument14 pagesMethod of Statementharigopalk12No ratings yet
- What Could Cause A Transformer To BurnDocument5 pagesWhat Could Cause A Transformer To BurnNicholas QuarshieNo ratings yet
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesFrom EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo ratings yet
- Fundamentals of Fault Current and Grounding in Electrical SystemsFrom EverandFundamentals of Fault Current and Grounding in Electrical SystemsRating: 4 out of 5 stars4/5 (3)
- Soft RelDocument8 pagesSoft RelChris BaddeleyNo ratings yet
- FBW Fault Tolerant Drive by Wire SystemsDocument18 pagesFBW Fault Tolerant Drive by Wire SystemsprkushNo ratings yet
- Dell Inspiron-6400 Service ManualDocument186 pagesDell Inspiron-6400 Service ManualGREATGODNo ratings yet
- Helpful Hints for Preparing Scientific Plots in ExcelDocument2 pagesHelpful Hints for Preparing Scientific Plots in ExcelChris BaddeleyNo ratings yet
- Battery Failure PredictionDocument10 pagesBattery Failure PredictionChris Baddeley100% (1)
- Advances in Protective Coatings and Their Application To Aging AircraftDocument9 pagesAdvances in Protective Coatings and Their Application To Aging AircraftChris BaddeleyNo ratings yet
- Ferroelectricity in HfO2Document6 pagesFerroelectricity in HfO2Basharat AhmadNo ratings yet
- 79 167 1 PBDocument8 pages79 167 1 PBGramIQNo ratings yet
- Contemporary Building Materials GuideDocument203 pagesContemporary Building Materials GuideNivedha100% (1)
- Iccesd 2020 PDFDocument12 pagesIccesd 2020 PDFzeekoNo ratings yet
- SAFREP Reporting LineDocument8 pagesSAFREP Reporting LineMariaUngureanuNo ratings yet
- Determination of Tissue Equivalent Materials of A Physical 8-Year-Old Phantom For Use in Computed TomographyDocument8 pagesDetermination of Tissue Equivalent Materials of A Physical 8-Year-Old Phantom For Use in Computed TomographyInas Fathinah SaepudinNo ratings yet
- 07 Circulating Systems-1Document19 pages07 Circulating Systems-1ScarduelliNo ratings yet
- Technical Bulletin: Ammonium Sulfate Solution, 4.1 MDocument4 pagesTechnical Bulletin: Ammonium Sulfate Solution, 4.1 MToe PaingNo ratings yet
- ABB CorrosionDocument8 pagesABB CorrosionForexFFNo ratings yet
- The chemistry behind milk's key componentsDocument26 pagesThe chemistry behind milk's key componentsTintin Brusola SalenNo ratings yet
- Marble and Granite Study ReportDocument15 pagesMarble and Granite Study Reportp156426 Ahmad KhanzadaNo ratings yet
- Drug Formulary 2219844Document1,224 pagesDrug Formulary 2219844gszzq8cj4mNo ratings yet
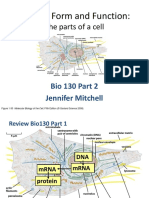
- BIO130 Sec2 - Lec1and2 - 1pptDocument38 pagesBIO130 Sec2 - Lec1and2 - 1pptlemonpartymanNo ratings yet
- Selectividad Ingles 2011-2012Document2 pagesSelectividad Ingles 2011-2012sergiosanroNo ratings yet
- AEL02237 SDS - DISPERBYK-2200 - US - enDocument10 pagesAEL02237 SDS - DISPERBYK-2200 - US - enRıdvan SürmeliNo ratings yet
- Criteria air pollutants: Sources, health effects and control of particulate matterDocument8 pagesCriteria air pollutants: Sources, health effects and control of particulate matterSumaiya ImamNo ratings yet
- A Review On Pharmacological and Phytochemical Activities of Lilium Polyphyllum (Liliaceae) Himalaya LilyDocument5 pagesA Review On Pharmacological and Phytochemical Activities of Lilium Polyphyllum (Liliaceae) Himalaya LilyInternational Journal of Innovative Science and Research Technology100% (1)
- Use of Phosphates in Meat ProductsDocument9 pagesUse of Phosphates in Meat ProductsNabil SouissiNo ratings yet
- Food Capture, Appetite, Digestion Rate and Efficiency in Hatchling and Juvenile Crocodylus Porosus.Document24 pagesFood Capture, Appetite, Digestion Rate and Efficiency in Hatchling and Juvenile Crocodylus Porosus.Juan Pablo PalacioNo ratings yet
- All Name Reactions of Chemistry Class 12th Cbse & IscDocument11 pagesAll Name Reactions of Chemistry Class 12th Cbse & IscAjit100% (1)
- Training For Handling Hazardous MaterialsDocument24 pagesTraining For Handling Hazardous Materialssyreiljude100% (3)
- Hobart Filler Metals CatalogDocument244 pagesHobart Filler Metals CatalogBhrugu DhokaiNo ratings yet
- Keystone Butterfly PDFDocument12 pagesKeystone Butterfly PDFCésar AugustoNo ratings yet
- Joint Less Pavements For Heavy-Duty Airport Application: The Semi-Flexible Approach Jean Mayer I & Mikael Thau 2Document14 pagesJoint Less Pavements For Heavy-Duty Airport Application: The Semi-Flexible Approach Jean Mayer I & Mikael Thau 2Dr Rajiv KumarNo ratings yet
- NDA Chemistry MCQs For PracticeDocument9 pagesNDA Chemistry MCQs For Practicekumar HarshNo ratings yet
- Polysulfone Design Guide PDFDocument80 pagesPolysulfone Design Guide PDFbilalaimsNo ratings yet
- 23.end Sem Question Paper - BMEL-405 2016-17Document2 pages23.end Sem Question Paper - BMEL-405 2016-17Manish SharmaNo ratings yet
- Reliance Water Controls Hoseguard Bib Tap WRAS 1999 HTAP218001 520-041-0003Document2 pagesReliance Water Controls Hoseguard Bib Tap WRAS 1999 HTAP218001 520-041-0003AdvancedWaterCompanyNo ratings yet
- Preview Unit Operations Handbook John J. McKetta PDFDocument77 pagesPreview Unit Operations Handbook John J. McKetta PDFJkarlos TlNo ratings yet
- ComputationsDocument10 pagesComputationsFaye Nervanna Alecha AlferezNo ratings yet