You might also like
- Resume UpdatedDocument2 pagesResume UpdatedHuzefa Calcuttawala100% (2)
- Model Edited AplanningDocument3 pagesModel Edited AplanningHuzefa CalcuttawalaNo ratings yet
- Wire Gauze SPDocument1 pageWire Gauze SPHuzefa CalcuttawalaNo ratings yet
- Refinery FractionatorsDocument7 pagesRefinery FractionatorsHuzefa CalcuttawalaNo ratings yet
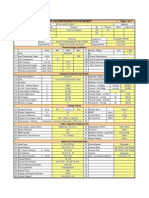
- 225-C01 Waste Water Stripper ColumnDocument1 page225-C01 Waste Water Stripper ColumnHuzefa CalcuttawalaNo ratings yet
- Norton's Correlation: Calculate HETP using surface tension and viscosityDocument2 pagesNorton's Correlation: Calculate HETP using surface tension and viscosityHuzefa CalcuttawalaNo ratings yet
- Vapor outlet mist extractor clearance calculationDocument1 pageVapor outlet mist extractor clearance calculationHuzefa Calcuttawala100% (1)
- Welchem CatalogueDocument2 pagesWelchem CatalogueHuzefa CalcuttawalaNo ratings yet
- FO14-104 Vacuum Deaerator Datasheet - Rev ADocument3 pagesFO14-104 Vacuum Deaerator Datasheet - Rev AHuzefa Calcuttawala100% (2)
- Gas Distributor DesignDocument9 pagesGas Distributor DesignHuzefa CalcuttawalaNo ratings yet
- Direct Contact Heat TransferDocument6 pagesDirect Contact Heat TransferHuzefa CalcuttawalaNo ratings yet
- 1M5112 DT-S ModelDocument1 page1M5112 DT-S ModelHuzefa CalcuttawalaNo ratings yet
- A I Che Weir Loading SPR 2009Document13 pagesA I Che Weir Loading SPR 2009mehul10941No ratings yet
- Absorption ColumnsDocument55 pagesAbsorption ColumnsHuzefa CalcuttawalaNo ratings yet
- IIFT PrintoutDocument3 pagesIIFT PrintoutHuzefa CalcuttawalaNo ratings yet
- 46-C01 Internals - Distributor & GratingDocument1 page46-C01 Internals - Distributor & GratingHuzefa CalcuttawalaNo ratings yet
- Orifice plate coefficient of expansion for compressible fluid flowDocument2 pagesOrifice plate coefficient of expansion for compressible fluid flowtibitomicNo ratings yet
- Packed TowerDocument164 pagesPacked TowerHuzefa Calcuttawala100% (1)
- 46-C01 Internals - Distributor & GratingDocument1 page46-C01 Internals - Distributor & GratingHuzefa CalcuttawalaNo ratings yet
- Packed TowerDocument164 pagesPacked TowerHuzefa Calcuttawala100% (1)
- Liquid Distribution and Its Effect On Local Mass Transfer in A PaDocument155 pagesLiquid Distribution and Its Effect On Local Mass Transfer in A PaHuzefa CalcuttawalaNo ratings yet
- Sie Krishna RevChemEng 1998 Part 3Document50 pagesSie Krishna RevChemEng 1998 Part 3Huzefa CalcuttawalaNo ratings yet
- 91004QKXDocument150 pages91004QKXbiggy boszNo ratings yet
- 2007 Crossroads ShaddickDocument10 pages2007 Crossroads ShaddickDeckie NilNo ratings yet
- Distillation Column Tray Selection & Sizing - 1 - Separation TechnologiesDocument30 pagesDistillation Column Tray Selection & Sizing - 1 - Separation TechnologiesHuzefa Calcuttawala0% (1)
- Health and Safety PolicyDocument201 pagesHealth and Safety PolicyKoshal Rai100% (3)
- 8243-Mass Transfer 2Document4 pages8243-Mass Transfer 2Huzefa CalcuttawalaNo ratings yet
- Envirosurv LTD.: Health & Safety Policy & Procedures ManualDocument1 pageEnvirosurv LTD.: Health & Safety Policy & Procedures ManualHuzefa CalcuttawalaNo ratings yet
- HyCator CaseStudy BFPDocument7 pagesHyCator CaseStudy BFPHuzefa CalcuttawalaNo ratings yet
- HyCa Technologies BrochureDocument7 pagesHyCa Technologies BrochureHuzefa CalcuttawalaNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5783)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Keedex 2010 PDFDocument48 pagesKeedex 2010 PDFTyra Smith100% (1)
- Front Elevation Side Elevation: Stair Detail Stair DetailDocument1 pageFront Elevation Side Elevation: Stair Detail Stair DetailkangkongNo ratings yet
- Roman Blacksmithing TechniquesDocument11 pagesRoman Blacksmithing TechniquesaoransayNo ratings yet
- Class XI Redox Reactions NotesDocument5 pagesClass XI Redox Reactions NoteseasaNo ratings yet
- Kenmore 385.4052/janome LX200 Sewing Machine Instruction ManualDocument77 pagesKenmore 385.4052/janome LX200 Sewing Machine Instruction ManualiliiexpugnansNo ratings yet
- AstmDocument3 pagesAstmMuhammad NaumanNo ratings yet
- SEC Specs for Low Voltage Pole Mounted Transformer CabinetDocument20 pagesSEC Specs for Low Voltage Pole Mounted Transformer CabinetMehdi SalahNo ratings yet
- AC - MonthlyDocument1 pageAC - MonthlyManibalanNo ratings yet
- PPG Hi-Temp 1027 Application Guide: Information SheetDocument5 pagesPPG Hi-Temp 1027 Application Guide: Information Sheetmedkom2000No ratings yet
- Red Lead Pigment: Standard Specification ForDocument2 pagesRed Lead Pigment: Standard Specification ForMohammed KarasnehNo ratings yet
- Basic Civil Engineering Questions and Answers - Wastewater ManagementDocument20 pagesBasic Civil Engineering Questions and Answers - Wastewater Managementgaurav522chdNo ratings yet
- PAES 317-Metal Sheets - PlatesDocument12 pagesPAES 317-Metal Sheets - Platesandrew cabilesNo ratings yet
- 32316Document3 pages32316egaliNo ratings yet
- Lean Concept Implementation Practices in Small and Medium Scale Pharmaceutical Industry - A Case StudyDocument10 pagesLean Concept Implementation Practices in Small and Medium Scale Pharmaceutical Industry - A Case StudyIJRASETPublicationsNo ratings yet
- UFGS 34 73 13-Mooring and Grounding Points For AirCraftDocument10 pagesUFGS 34 73 13-Mooring and Grounding Points For AirCraftJohn Peter AlbanosNo ratings yet
- Weight Optimization of Buck Stays Using PDFDocument4 pagesWeight Optimization of Buck Stays Using PDFIvan Fernando MosqueraNo ratings yet
- !QFPIRA00T7VKInstruction ManualDocument35 pages!QFPIRA00T7VKInstruction ManualcarlosNo ratings yet
- CJ70Document116 pagesCJ70FlexartNo ratings yet
- Rotary Seal V-Ring GuideDocument25 pagesRotary Seal V-Ring GuideAnonymous D5QForitcNo ratings yet
- Continuity Testing Procedure-Nota Utk PelajarDocument8 pagesContinuity Testing Procedure-Nota Utk PelajarFairos ZakariahNo ratings yet
- Mechanical Properties of Light Weight Concrete Using Lightweight Expanded Clay AggregateDocument7 pagesMechanical Properties of Light Weight Concrete Using Lightweight Expanded Clay AggregateIJRASETPublicationsNo ratings yet
- Cicol ET Screed: Constructive SolutionsDocument2 pagesCicol ET Screed: Constructive SolutionstalatzahoorNo ratings yet
- William Corbett, SSPC PCS KTA-Tator, IncDocument23 pagesWilliam Corbett, SSPC PCS KTA-Tator, InccocorruoNo ratings yet
- Ecoboost 1.0 LDocument11 pagesEcoboost 1.0 Lcarlosve87100% (1)
- Reactive Polyglycol EthersDocument2 pagesReactive Polyglycol EthersJayNo ratings yet
- OferDinamarca16feb - Graduate Talent Programme Novo NordiskDocument6 pagesOferDinamarca16feb - Graduate Talent Programme Novo NordiskClásico MovieNo ratings yet
- Power CablesDocument167 pagesPower CablessubramanyaNo ratings yet
- PO format-ACCDocument17 pagesPO format-ACCSpace designNo ratings yet
- Modern Hydraulic Systems for Mini ExcavatorsDocument22 pagesModern Hydraulic Systems for Mini ExcavatorsRaul RiveraNo ratings yet