You might also like
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (120)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Construction of 150 Bedded Hospital-TechnicalSpecs PDFDocument439 pagesConstruction of 150 Bedded Hospital-TechnicalSpecs PDFElvis GrayNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- SM00092A - NX Fault CodesDocument43 pagesSM00092A - NX Fault Codesdario_es60% (5)
- Advances in Magnetic Pipeline InspectionDocument5 pagesAdvances in Magnetic Pipeline InspectionJohnny Walker100% (3)
- p33-1 Motor (Dj51506 - Standby Gen Sets) - ValeDocument340 pagesp33-1 Motor (Dj51506 - Standby Gen Sets) - ValeMelissa Rivera QuispeNo ratings yet
- Reid Vapor PressureDocument5 pagesReid Vapor Pressurefumerojr5164100% (1)
- 14.03 - General Design - Design of Steel Bridges BD 13-90Document27 pages14.03 - General Design - Design of Steel Bridges BD 13-90Oscar MendozaNo ratings yet
- Example For Corporate Presentation Veolia PresentationDocument41 pagesExample For Corporate Presentation Veolia PresentationswordprakashNo ratings yet
- AluminumDocument12 pagesAluminummousaNo ratings yet
- F Solidification For AluminumDocument6 pagesF Solidification For AluminummousaNo ratings yet
- Thermodynamic Evaluation of HypereutecticDocument7 pagesThermodynamic Evaluation of HypereutecticmousaNo ratings yet
- Thermodynamic Evaluation of HypereutecticDocument7 pagesThermodynamic Evaluation of HypereutecticmousaNo ratings yet
- 5 NM RC65 10 and 17 Watts 17 W Part Number Made To OrderDocument3 pages5 NM RC65 10 and 17 Watts 17 W Part Number Made To OrderasdasdghtNo ratings yet
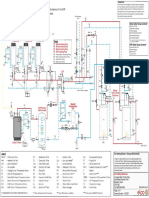
- 3 TRIGON XL 1 CHP 1 Buffer LLH 1 VT Heating Circuit 2 Gemini CalorifiersDocument1 page3 TRIGON XL 1 CHP 1 Buffer LLH 1 VT Heating Circuit 2 Gemini Calorifiersadyro12No ratings yet
- Men Who Built AmericaDocument3 pagesMen Who Built Americaapi-299776435No ratings yet
- ERD North America CHDocument2 pagesERD North America CHRefisal BonnetNo ratings yet
- CAPEX PURCHASE POs 214Document14 pagesCAPEX PURCHASE POs 214OmkarNo ratings yet
- S11.0 Seismic Restraint SpacingDocument12 pagesS11.0 Seismic Restraint SpacingAndrew WaddingtonNo ratings yet
- Quick Start Guide XR (H, V) S 336-506 CD APP 2954 6440 01 ENDocument2 pagesQuick Start Guide XR (H, V) S 336-506 CD APP 2954 6440 01 ENahmedNo ratings yet
- Lecture 2Document17 pagesLecture 2Physicist91No ratings yet
- Lab Report On Climate ChangeDocument3 pagesLab Report On Climate ChangecmsbballNo ratings yet
- Assignment 1 Reservoir EngineeringDocument4 pagesAssignment 1 Reservoir EngineeringMarlisa SalamatNo ratings yet
- QuotationDocument7 pagesQuotationSikder MizanNo ratings yet
- Daily Activities Report Maintenance Baru Gas Plant & Teluk Lembu Delivery StationDocument30 pagesDaily Activities Report Maintenance Baru Gas Plant & Teluk Lembu Delivery StationMaintenance BentuNo ratings yet
- 270 Boiler Control - One Modulating Boiler and DHWDocument24 pages270 Boiler Control - One Modulating Boiler and DHWe-ComfortUSANo ratings yet
- Kuhnke IA Series Relay DatasheetDocument4 pagesKuhnke IA Series Relay DatasheetKishore KNo ratings yet
- Sloar Pumping Inverter-Quick Installation Guideline - V1.0.2015Document62 pagesSloar Pumping Inverter-Quick Installation Guideline - V1.0.2015Kamel NaitNo ratings yet
- CHE412 Process Dynamics Control BSC Engg 7th SemesterDocument17 pagesCHE412 Process Dynamics Control BSC Engg 7th SemesterwreckiebNo ratings yet
- Atoms, Electron Structure and Periodicity HWDocument14 pagesAtoms, Electron Structure and Periodicity HWLuke WilliamsonNo ratings yet
- Model C-30Hdz: Operations & Parts ManualDocument106 pagesModel C-30Hdz: Operations & Parts ManualGerardo MedinaNo ratings yet
- ICT Jalna Campus Booklet PDFDocument36 pagesICT Jalna Campus Booklet PDFUmesh khadkeNo ratings yet
- BiogasPredictionandDesignofFoodWastetoEnergySystemELSEVIER2011 With Cover Page v2Document11 pagesBiogasPredictionandDesignofFoodWastetoEnergySystemELSEVIER2011 With Cover Page v2Soumitra DasNo ratings yet
- CONDENSED AND DRIED MILK NotesDocument44 pagesCONDENSED AND DRIED MILK NotesALPS AMBAYATHODENo ratings yet
- Aircraft Electrical, and Ignition SystemDocument32 pagesAircraft Electrical, and Ignition SystemKim RioverosNo ratings yet
- Inertia Dynamic TypeFSB SpecsheetDocument4 pagesInertia Dynamic TypeFSB SpecsheetElectromateNo ratings yet