You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
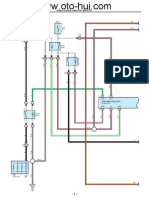
- Wiring Diagram ECU 2KD-FTVDocument13 pagesWiring Diagram ECU 2KD-FTVDam Nguyen87% (95)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Making Sense Your Project Cost EstimateDocument5 pagesMaking Sense Your Project Cost Estimateromulussikalit100% (1)
- Biodiesel Handling and Use GuidelinesDocument68 pagesBiodiesel Handling and Use GuidelinesromulussikalitNo ratings yet
- 2nd Biofuel Market PDFDocument49 pages2nd Biofuel Market PDFromulussikalitNo ratings yet
- Refinery PDFDocument22 pagesRefinery PDFromulussikalitNo ratings yet
- Bio Fuels Blending & Technology PresentationDocument62 pagesBio Fuels Blending & Technology PresentationDaniel KunnigerNo ratings yet
- Unit Conversion SI UnitsDocument6 pagesUnit Conversion SI UnitsJhanvi Rao NarayanaNo ratings yet
- Biofuels Markets Targets PDFDocument49 pagesBiofuels Markets Targets PDFromulussikalitNo ratings yet
- Refinery PDFDocument22 pagesRefinery PDFromulussikalitNo ratings yet
- 2nd Biofuel Policies PDFDocument57 pages2nd Biofuel Policies PDFromulussikalitNo ratings yet
- Refinery PDFDocument22 pagesRefinery PDFromulussikalitNo ratings yet
- Biofuels Markets Targets PDFDocument49 pagesBiofuels Markets Targets PDFromulussikalitNo ratings yet
- Biofuels Markets Targets PDFDocument49 pagesBiofuels Markets Targets PDFromulussikalitNo ratings yet
- Biofuels Markets Targets PDFDocument49 pagesBiofuels Markets Targets PDFromulussikalitNo ratings yet
- ApphDocument2 pagesApphravindranathchitturiNo ratings yet
- Second-Generation Biofuels: Policy Research Working Paper 5406Document57 pagesSecond-Generation Biofuels: Policy Research Working Paper 5406romulussikalitNo ratings yet
- Complications of FractureDocument7 pagesComplications of FractureChedan B. Ceriaco100% (1)
- A Picture of JesusDocument295 pagesA Picture of JesusLee WalserNo ratings yet
- Well-To-Wheels Analysis Advanced Fuel Vehicle SystemDocument238 pagesWell-To-Wheels Analysis Advanced Fuel Vehicle SystemromulussikalitNo ratings yet
- ApphDocument2 pagesApphravindranathchitturiNo ratings yet
- Second and Third Generation BiofuelsDocument13 pagesSecond and Third Generation Biofuelsguru9anandNo ratings yet
- Third Generation Biofuel Vs Direct FermentationDocument19 pagesThird Generation Biofuel Vs Direct FermentationromulussikalitNo ratings yet
- Complications of FractureDocument7 pagesComplications of FractureChedan B. Ceriaco100% (1)
- WTO Disciplines BiofuelsDocument44 pagesWTO Disciplines Biofuelshowserob100% (2)
- Method of Predicting N Optimizing Production PIMSDocument13 pagesMethod of Predicting N Optimizing Production PIMSromulussikalitNo ratings yet
- Learning About The of Nghi Son Refinery: Rude Istillation NitDocument17 pagesLearning About The of Nghi Son Refinery: Rude Istillation NitTrường Tùng LýNo ratings yet
- Crude TBP Country Africa Distillation: Brass RiverDocument1 pageCrude TBP Country Africa Distillation: Brass RiverAngelo Danny VelascoNo ratings yet
- Victorian Brown Coal Fact SheetDocument4 pagesVictorian Brown Coal Fact SheetMindfk GsNo ratings yet
- Bionic LeafDocument7 pagesBionic LeafAsad Saeed100% (1)
- 465Document18 pages465Mabel SanhuezaNo ratings yet
- MC DE - EEC Form 4B AEUR Industrial DEs_v2.0_0 (1)Document9 pagesMC DE - EEC Form 4B AEUR Industrial DEs_v2.0_0 (1)penapple51No ratings yet
- Coal Analysis ParameterDocument21 pagesCoal Analysis ParameterYuliyanti YuliyantiNo ratings yet
- Hydrogen Fuel Engine-Ppt AbstractDocument7 pagesHydrogen Fuel Engine-Ppt AbstractVijay RaghavanNo ratings yet
- Fuel Pressure Regulator Removal GuideDocument26 pagesFuel Pressure Regulator Removal GuidecjtovarNo ratings yet
- LPG Market OutlookDocument8 pagesLPG Market OutlooksyaefNo ratings yet
- (Rearrange The Letters To Make One Word) : Settler Activity: Solve The AnagramDocument48 pages(Rearrange The Letters To Make One Word) : Settler Activity: Solve The AnagramMuhd Syahmi Afif CamadNo ratings yet
- Topic 4.1 E.SDocument2 pagesTopic 4.1 E.SPrecious GalanNo ratings yet
- Coal and Petroleum Assignment Class 8 CBSE ScienceDocument1 pageCoal and Petroleum Assignment Class 8 CBSE Sciencegurdeepsarora8738100% (1)
- SulfurDocument8 pagesSulfurAndreeduis RodriguezNo ratings yet
- Shell Gas Compressor Oil S4 PN 220 TDS - UnlockedDocument2 pagesShell Gas Compressor Oil S4 PN 220 TDS - UnlockedOmer IkhlasNo ratings yet
- Ankur Biomass Gasifier SystemsDocument2 pagesAnkur Biomass Gasifier Systemsamu_cbe1443No ratings yet
- Prospects of Sustainable BiofuelsDocument5 pagesProspects of Sustainable BiofuelsSuhufa AlfarisaNo ratings yet
- Lingga, Chapter 11 From Indonesia Post Pandemic Outlook Energy FINALDocument27 pagesLingga, Chapter 11 From Indonesia Post Pandemic Outlook Energy FINALaurizaNo ratings yet
- 18 Inch Gas Pipeline Data PDFDocument2 pages18 Inch Gas Pipeline Data PDFAliZenatiNo ratings yet
- 2019 Scott ICOPDocument4 pages2019 Scott ICOPGregorSmithNo ratings yet
- IOCL-Mathura Overall Brief DescriptionDocument6 pagesIOCL-Mathura Overall Brief DescriptionAshwani KumarNo ratings yet
- Petroleum Refining by Bhaskara Rao PDFDocument5 pagesPetroleum Refining by Bhaskara Rao PDFPritesh DarjiNo ratings yet
- Advances in Methanol SynthesisDocument6 pagesAdvances in Methanol SynthesisManuel Angel AlvaNo ratings yet
- SeaoilDocument16 pagesSeaoilMo NassifNo ratings yet
- P&ID Additive Injection SkidDocument4 pagesP&ID Additive Injection SkidOctavianus Harahap100% (3)
- Coal & Petroleum Revision WorksheetDocument2 pagesCoal & Petroleum Revision Worksheettheedshanna uthayakumarNo ratings yet
- Biofuels Assignment 1Document6 pagesBiofuels Assignment 1Arturo Salazar100% (1)
- Assignment 1 PRPC 6th SemDocument1 pageAssignment 1 PRPC 6th SemKaushal BaldhaNo ratings yet
- Biogas in Romania PDFDocument10 pagesBiogas in Romania PDFNicolici FlorianNo ratings yet