You might also like
- Hot Bolting Procedure PDFDocument2 pagesHot Bolting Procedure PDFmasmarkun4444100% (3)
- Procedure - Hot TappingDocument6 pagesProcedure - Hot Tappingmanimaran_ratnam100% (4)
- Method Statement For Hot Tapping Rev 0Document9 pagesMethod Statement For Hot Tapping Rev 0Thomas100% (4)
- QCP For Hot Tap PDFDocument30 pagesQCP For Hot Tap PDFjahaan100% (1)
- Pipeline Hydro-Test and Pre-CommissioningDocument24 pagesPipeline Hydro-Test and Pre-Commissioningdreamer198293% (14)
- Hot Tap CalculationDocument20 pagesHot Tap Calculationsurekha_ahireNo ratings yet
- How To Proceed For A Hot TapDocument16 pagesHow To Proceed For A Hot TapThamaraikani ManiNo ratings yet
- Hydratight Hot Tap ProcedureDocument39 pagesHydratight Hot Tap Proceduremitesh0% (1)
- Hot Tap OperationDocument23 pagesHot Tap OperationAmresh Kumar100% (1)
- STOPPLE / HOT TAPPING Method of StatementDocument9 pagesSTOPPLE / HOT TAPPING Method of StatementLoaloat Shat AlarabNo ratings yet
- MOS For Hot TappingDocument6 pagesMOS For Hot TappingLu Min HanNo ratings yet
- Hot Tap Procedures ExonDocument17 pagesHot Tap Procedures ExonDian Ardiansyah67% (3)
- Method Statement For Hot TappingDocument13 pagesMethod Statement For Hot TappingAmb Patrick OghateNo ratings yet
- Pneumatic TestingDocument3 pagesPneumatic TestingAnonymous qos47GCByNo ratings yet
- Nitrogen Purging PDFDocument17 pagesNitrogen Purging PDFgshdavid100% (2)
- Proposed 12' Hot Tap WPSDocument6 pagesProposed 12' Hot Tap WPSOgbonde100% (1)
- Hot Tap PipingDocument21 pagesHot Tap PipingRachel FloresNo ratings yet
- Hot Tap ProcedureDocument21 pagesHot Tap ProcedureImanuel Sitepu100% (1)
- Hot TapDocument13 pagesHot TapMSNo ratings yet
- Presentation Hot TappingDocument59 pagesPresentation Hot TappingSagar Naduvinamani83% (6)
- Hot Tapping SequenceDocument4 pagesHot Tapping Sequenceasoka.pw100% (1)
- Hot Tapping and Line Stopping - Overview - EPCM HoldingsDocument28 pagesHot Tapping and Line Stopping - Overview - EPCM Holdingsk dharmaNo ratings yet
- Full Hot TapDocument91 pagesFull Hot TapHaseeb Bokhari100% (1)
- Hot Tapping '08Document85 pagesHot Tapping '08Mariela Carrillo100% (4)
- Hot Tap CalculationDocument20 pagesHot Tap CalculationVetti Payan100% (6)
- QCP Hot TapDocument9 pagesQCP Hot TaparockiyathassNo ratings yet
- Hot Tapping GuideDocument3 pagesHot Tapping GuidegshdavidNo ratings yet
- Hottap ProcedureDocument4 pagesHottap Procedureparas_gemilang5853100% (1)
- Case Study - Hot Tap, Stopple and By-PassDocument2 pagesCase Study - Hot Tap, Stopple and By-Passowenh796No ratings yet
- P 2 X Tadj X .35 X SMYS X Ej Do: N-G-PI-305: Hot Tap & Stopples Procedure - Hot Tap Fitting Selection ChartDocument1 pageP 2 X Tadj X .35 X SMYS X Ej Do: N-G-PI-305: Hot Tap & Stopples Procedure - Hot Tap Fitting Selection Chartorqh007No ratings yet
- 001-Sample Method Statement Piping Pre-ShutdownDocument4 pages001-Sample Method Statement Piping Pre-ShutdownS.C.Satish ChanderNo ratings yet
- EPA Hot Tapping CalculationsDocument17 pagesEPA Hot Tapping CalculationsJose Maluenda100% (1)
- Team Hot Tap BrochureDocument16 pagesTeam Hot Tap Brochurecloud23100% (2)
- Hot TappingDocument15 pagesHot Tappingghkashyap150% (2)
- Hot TapDocument4 pagesHot TapmiteshNo ratings yet
- Hot TappingDocument9 pagesHot Tappingvinonagu100% (3)
- Hot TappingDocument88 pagesHot TappingAlexis Pacheco100% (1)
- 14 Pipeline Nitrogen PurgingDocument17 pages14 Pipeline Nitrogen PurgingJaison Jose100% (3)
- Hot Tap ReportDocument2 pagesHot Tap ReportCak NhassNo ratings yet
- Method Statement of Hot BoltingDocument4 pagesMethod Statement of Hot BoltingMur Live75% (4)
- Hot Tapping PDFDocument32 pagesHot Tapping PDFSreenivas Kamachi Chettiar100% (1)
- Flange Bolt Tightening Procedures PDFDocument11 pagesFlange Bolt Tightening Procedures PDFjerrymcfly100% (1)
- Hot Topping Split TeeDocument4 pagesHot Topping Split Teelili100% (1)
- Piping Inspection ProcedureDocument8 pagesPiping Inspection Proceduremohd as shahiddin jafriNo ratings yet
- Hot Taps & Line Stops: Industrial ServicesDocument18 pagesHot Taps & Line Stops: Industrial Servicespapinayak5698100% (1)
- HOT TAP Calculation ThicknessDocument4 pagesHOT TAP Calculation Thicknesscecepsmuhlis67% (3)
- Guidelines For Hot TappingDocument13 pagesGuidelines For Hot TappingJosmag JatemNo ratings yet
- Hot Tap ProcedDocument4 pagesHot Tap Procedvijimurugan2003100% (1)
- Hot Tapping CalculationsDocument17 pagesHot Tapping CalculationsVikash Tiwari100% (3)
- Hydrotest ProcedureDocument3 pagesHydrotest Procedureaman131100% (2)
- Flange Management GuideDocument8 pagesFlange Management GuidekeronsNo ratings yet
- Hot TappingDocument2 pagesHot TappingParag ChandankhedeNo ratings yet
- 3594 Mirage Checklist v2Document6 pages3594 Mirage Checklist v2BoulHich BoulHichNo ratings yet
- Hse Manual: Hot TappingDocument12 pagesHse Manual: Hot TappingGary Drimie100% (1)
- Hot-Tapping ProceduresDocument2 pagesHot-Tapping ProceduresBensmatNo ratings yet
- Few Salient Points For Hot TappingDocument3 pagesFew Salient Points For Hot Tappingiancu_jianu_6No ratings yet
- Method of Statement For Fire Fighting Inside BuildingDocument4 pagesMethod of Statement For Fire Fighting Inside BuildingYe YintNo ratings yet
- 40+ Top Piping - Instrumentation Interview QuestionsDocument7 pages40+ Top Piping - Instrumentation Interview QuestionsMohammed IshaqNo ratings yet
- Preparation For Start UpDocument19 pagesPreparation For Start UpArjun Shantaram ZopeNo ratings yet
- ATB 021 Flowtite Pipe Tapping PDFDocument10 pagesATB 021 Flowtite Pipe Tapping PDFRajadurai SinghNo ratings yet
- Williams Model 7100: DescriptionDocument2 pagesWilliams Model 7100: Descriptionfauzan kartiyasaNo ratings yet
- FAA Approved Ball BearingsDocument34 pagesFAA Approved Ball BearingsFlyForFunNo ratings yet
- IMITruflo Rona - C-Rex ValveDocument4 pagesIMITruflo Rona - C-Rex ValveDanielSchwaskiNo ratings yet
- 6.1 Data Sheet For Pipeline Ball ValveDocument3 pages6.1 Data Sheet For Pipeline Ball ValveDeepak PalNo ratings yet
- Fittings TrainingDocument61 pagesFittings TrainingsbmmlaNo ratings yet
- Asmuss 16-Check-Valves-StrainersDocument10 pagesAsmuss 16-Check-Valves-StrainersAnthonyNo ratings yet
- YZ85LW Catalogo 2006Document53 pagesYZ85LW Catalogo 2006Lisandro Ribeiro (LRR Manutenção Automotiva)No ratings yet
- MSS SP-61 2009 Pressure Testing of Valves PDFDocument9 pagesMSS SP-61 2009 Pressure Testing of Valves PDFNatree TeeNo ratings yet
- API 5l Grade B PipeDocument2 pagesAPI 5l Grade B PipeRajendra FittingsNo ratings yet
- Method Statement For GRP Flange Assembly WorkDocument17 pagesMethod Statement For GRP Flange Assembly WorkAhmed ImranNo ratings yet
- Foam Monitor - F - 091318Document16 pagesFoam Monitor - F - 091318rusli bahtiarNo ratings yet
- Nps 2 - 24 Disassembly Instructions: Keystone Figure 952 Knife Gate ValvesDocument2 pagesNps 2 - 24 Disassembly Instructions: Keystone Figure 952 Knife Gate ValvesRiian ApriansyahNo ratings yet
- Rishabh Steel IndustriesDocument25 pagesRishabh Steel IndustriesNico RoisnerNo ratings yet
- Catalogo Partes Cummins 6ctaa8.3-G2Document87 pagesCatalogo Partes Cummins 6ctaa8.3-G2andresNo ratings yet
- LPG Project SpecificationsDocument14 pagesLPG Project Specificationspraveenvelath100% (1)
- PT SiemensDocument82 pagesPT SiemensAnthony AdamsNo ratings yet
- 2014 10 09 19 08 Nuflo-Liquid-Turbine-Flow-MetersDocument7 pages2014 10 09 19 08 Nuflo-Liquid-Turbine-Flow-Metersichi ezzahraNo ratings yet
- OILCO Swivel Joint Catalog No508 PDFDocument36 pagesOILCO Swivel Joint Catalog No508 PDFhamr01No ratings yet
- Wellhead CatalogueDocument78 pagesWellhead CatalogueAminNo ratings yet
- Magnetrol Model Tk1Document4 pagesMagnetrol Model Tk1Billy Isea DenaroNo ratings yet
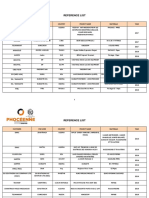
- 13-Ref List Phoceenne Rev.1 (2010-2017)Document25 pages13-Ref List Phoceenne Rev.1 (2010-2017)Jawad BasraNo ratings yet
- PDFDocument22 pagesPDFManjunath AithalNo ratings yet
- Check Valves: INERGEN 200-Bar SystemsDocument2 pagesCheck Valves: INERGEN 200-Bar SystemsAli OsmanNo ratings yet
- MT 2731 5 1 en MegacpkDocument24 pagesMT 2731 5 1 en MegacpkLeonardo LorenzNo ratings yet
- Non-Clog Submersible Pump Non-Clog Submersible Pump DML DMLDocument6 pagesNon-Clog Submersible Pump Non-Clog Submersible Pump DML DMLAgus YohanesNo ratings yet
- MESC Description PI04Document4 pagesMESC Description PI04Reastu SaputraNo ratings yet
- ValvesDocument24 pagesValvesaaa100% (1)
- Stainless Steel and Nickel Alloy Flanges: JIS B 2220:2004Document5 pagesStainless Steel and Nickel Alloy Flanges: JIS B 2220:2004Kamal ThummarNo ratings yet
- Fill Rite KitsDocument127 pagesFill Rite Kitsroberto carlos ortizNo ratings yet
- Technical - Manual - p43 VEOLIA TOP PDFDocument45 pagesTechnical - Manual - p43 VEOLIA TOP PDFsocomenin201350% (4)