You might also like
- Inventário de segurança NR-12Document3 pagesInventário de segurança NR-12Jailton LinsNo ratings yet
- Inventário de segurança NR-12Document3 pagesInventário de segurança NR-12Jailton LinsNo ratings yet
- Montagem 2ºeixoDocument1 pageMontagem 2ºeixoDenys MartinezNo ratings yet
- Coroa 001Document1 pageCoroa 001Denys MartinezNo ratings yet
- Uerj Resmat Xi 2011 2s p3 GabaritoDocument4 pagesUerj Resmat Xi 2011 2s p3 GabaritoDenys MartinezNo ratings yet
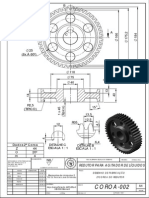
- Coroa 002Document1 pageCoroa 002Denys MartinezNo ratings yet
- Denys Pinheiro MartinezDocument2 pagesDenys Pinheiro MartinezDenys MartinezNo ratings yet
- Montagem 3ºeixoDocument1 pageMontagem 3ºeixoDenys MartinezNo ratings yet
- Montagem 1ºeixoDocument1 pageMontagem 1ºeixoDenys MartinezNo ratings yet
- 4º EixoDocument1 page4º EixoDenys MartinezNo ratings yet
- V EngetecDocument1 pageV EngetecDenys MartinezNo ratings yet
- TamborDocument1 pageTamborDenys MartinezNo ratings yet
- Relatorio 1Document18 pagesRelatorio 1Denys MartinezNo ratings yet
- Conceitos Básicos em Manobras de MotoresDocument9 pagesConceitos Básicos em Manobras de MotoresAntonio PonceNo ratings yet
- Pintura de equipamentos industriaisDocument12 pagesPintura de equipamentos industriaisPaulo CitrânguloNo ratings yet
- N 2349Document9 pagesN 2349Denys MartinezNo ratings yet
- ANSI-AWS A2.4-98 - Norma SoldagemDocument74 pagesANSI-AWS A2.4-98 - Norma SoldagemRobert Willis100% (2)
- Denys Pinheiro MartinezDocument2 pagesDenys Pinheiro MartinezDenys MartinezNo ratings yet
- RBSB 7 - Requisitos Minimos de Seguranca - Emenda 0Document39 pagesRBSB 7 - Requisitos Minimos de Seguranca - Emenda 0Denys MartinezNo ratings yet
- Pare de Se Enganar - Sucesso Pede Autoconhecimento - EXAMEDocument9 pagesPare de Se Enganar - Sucesso Pede Autoconhecimento - EXAMELyu AngelNo ratings yet
- Caderno Pedagógico - Linguagens e Suas TecnologiasDocument21 pagesCaderno Pedagógico - Linguagens e Suas TecnologiasJoão PaivaNo ratings yet
- A CorrenteDocument54 pagesA CorrenteRoberto FerreiraNo ratings yet
- Cd010153 Reconhec ENga CEFETDocument22 pagesCd010153 Reconhec ENga CEFETlourivalmoreiraNo ratings yet
- As Quatro OperaçõesDocument9 pagesAs Quatro OperaçõesMONNYL PEREIRANo ratings yet
- 4Document2 pages4VINÍCIUS BUENONo ratings yet
- Temas OSCE Med USP-BRU 2023-1Document4 pagesTemas OSCE Med USP-BRU 2023-1Gabriel Takeshi OrikasaNo ratings yet
- 4 - 1 João 1.5-10 - Como Ter Comunhão Com DeusDocument9 pages4 - 1 João 1.5-10 - Como Ter Comunhão Com DeusJoão BritoNo ratings yet
- Projeto UERJ - Matemática - Aula 02-29-11 - GABARITODocument3 pagesProjeto UERJ - Matemática - Aula 02-29-11 - GABARITOGiovanna RochaNo ratings yet
- Idade Dos MetaisDocument4 pagesIdade Dos MetaisLeandro SantosNo ratings yet
- Administração Aplicada A EnfermagemDocument77 pagesAdministração Aplicada A EnfermagemJuliana Patricio100% (1)
- 12 ResistoresDocument6 pages12 ResistoresJéssica Tupy Paulo HenriqueNo ratings yet
- Compressores de ArDocument7 pagesCompressores de ArEngmouraNo ratings yet
- Gestão de Projetos e EmpreendedorismoDocument4 pagesGestão de Projetos e EmpreendedorismoPaula ChapoutoNo ratings yet
- Sepam 80 FuncoesDocument272 pagesSepam 80 FuncoesEricsson VendraminiNo ratings yet
- Detalhes biográficos de Stiepan TrofímovitchDocument447 pagesDetalhes biográficos de Stiepan TrofímovitchGustavo Henrique100% (4)
- Violência contra mulheres na Bíblia: estupro e culpabilizaçãoDocument12 pagesViolência contra mulheres na Bíblia: estupro e culpabilizaçãoalineNo ratings yet
- Guaratingueta - Rodrigues Alves Trajetorias e DiscursosDocument9 pagesGuaratingueta - Rodrigues Alves Trajetorias e DiscursosCPSSTNo ratings yet
- Morfofisiologia e Taxonomia Das Gramineias e LeguminosasDocument19 pagesMorfofisiologia e Taxonomia Das Gramineias e LeguminosasRosita ValentimNo ratings yet
- Articuladores TextuaisDocument3 pagesArticuladores Textuaispedro paulo s. martinsNo ratings yet
- A Função Do Oficial de Justiça e Sua Prática Diária MariaDocument55 pagesA Função Do Oficial de Justiça e Sua Prática Diária MariaJefferson Lourel de LimaNo ratings yet
- Termo Regra de Ouro Da ValeDocument1 pageTermo Regra de Ouro Da Valejoao victor silvaNo ratings yet
- Trabalhos em alturaDocument8 pagesTrabalhos em alturaTiagoNo ratings yet
- SENAI RN planejamento ações educativas SSTDocument16 pagesSENAI RN planejamento ações educativas SSTMarcos Aurélio Lima0% (1)
- Pontos Extras CaesDocument42 pagesPontos Extras CaesArgemiroJunior0% (1)
- A Ferrovia e A Cidade de Parnaíba, 1916-1960Document247 pagesA Ferrovia e A Cidade de Parnaíba, 1916-1960AnaNo ratings yet
- Relatório Prova de Carga (Ufra - Capanema - PA - Engenharia Ambintal - Ensaio de Compressão)Document27 pagesRelatório Prova de Carga (Ufra - Capanema - PA - Engenharia Ambintal - Ensaio de Compressão)WandemyrNo ratings yet
- Microeletronica SMT SMDDocument25 pagesMicroeletronica SMT SMDCicero MelloNo ratings yet
- Estatuto jurídico das empresas estatais e licitações públicasDocument12 pagesEstatuto jurídico das empresas estatais e licitações públicasgisabcosta100% (3)
- Atividade 1 - Teol - História Da Igreja I - 54-2023Document1 pageAtividade 1 - Teol - História Da Igreja I - 54-2023Cavalini Assessoria AcadêmicaNo ratings yet
- Mente calma: Técnicas para controlar pensamentos intrusivosFrom EverandMente calma: Técnicas para controlar pensamentos intrusivosRating: 4 out of 5 stars4/5 (6)
- Inteligência artificial: O guia completo para iniciantes sobre o futuro da IAFrom EverandInteligência artificial: O guia completo para iniciantes sobre o futuro da IARating: 5 out of 5 stars5/5 (6)
- 35 Técnicas e Curiosidades Mentais: Porque a mente também deve evoluirFrom Everand35 Técnicas e Curiosidades Mentais: Porque a mente também deve evoluirRating: 5 out of 5 stars5/5 (3)
- Os Códigos do Mindset da Prosperidade: destrave os bloqueios em sua mente e cresça em todos os aspectos de sua vidaFrom EverandOs Códigos do Mindset da Prosperidade: destrave os bloqueios em sua mente e cresça em todos os aspectos de sua vidaNo ratings yet
- Treinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisFrom EverandTreinamento cerebral: Compreendendo inteligência emocional, atenção e muito maisRating: 4.5 out of 5 stars4.5/5 (169)
- Focar: Supere a procrastinação e aumente a força de vontade e a atençãoFrom EverandFocar: Supere a procrastinação e aumente a força de vontade e a atençãoRating: 4.5 out of 5 stars4.5/5 (53)
- Avaliação psicológica e desenvolvimento humano: Casos clínicosFrom EverandAvaliação psicológica e desenvolvimento humano: Casos clínicosNo ratings yet
- Minuto da gratidão: O desafio dos 90 dias que mudará a sua vidaFrom EverandMinuto da gratidão: O desafio dos 90 dias que mudará a sua vidaRating: 5 out of 5 stars5/5 (8)
- Bololô: contém ferramentas de treinamento para pais e filhosFrom EverandBololô: contém ferramentas de treinamento para pais e filhosNo ratings yet
- Elaboração de programas de ensino: material autoinstrutivoFrom EverandElaboração de programas de ensino: material autoinstrutivoNo ratings yet
- Psiquiatria e Jesus: transforme suas emoções em 30 diasFrom EverandPsiquiatria e Jesus: transforme suas emoções em 30 diasRating: 5 out of 5 stars5/5 (1)