You might also like
- VSM 3 ToolsDocument102 pagesVSM 3 ToolsElena Montero CarrascoNo ratings yet
- Value Stream Map: Order EntryDocument4 pagesValue Stream Map: Order EntryMansoor AliNo ratings yet
- Committing To A Lean Six-Sigma Roadmap: Merwan Mehta, PHD, Asq-CssbbDocument36 pagesCommitting To A Lean Six-Sigma Roadmap: Merwan Mehta, PHD, Asq-CssbbCarlos Delgado NietoNo ratings yet
- Lean Six Sigma White Belt Autor University of California San DiegoDocument31 pagesLean Six Sigma White Belt Autor University of California San DiegoGoran SpasićNo ratings yet
- Dr. Maung Zarni Resignation Letter To UBD, BRUNEIDocument5 pagesDr. Maung Zarni Resignation Letter To UBD, BRUNEIanony234No ratings yet
- 12 Success Factors PDF PDFDocument3 pages12 Success Factors PDF PDFMd. Injamamul HaqueNo ratings yet
- Kaizen Event 2Document20 pagesKaizen Event 2Elena CavedagnaNo ratings yet
- Management Process: A. PlanningDocument23 pagesManagement Process: A. PlanningKarren FernandezNo ratings yet
- Performance Measurement Analysis of Injection Molding Machine JSW J450AD Using Methods Overall Effectiveness (OEE) and Failure Mode Effect Analysis (FMEA) in The Plastics IndustryDocument7 pagesPerformance Measurement Analysis of Injection Molding Machine JSW J450AD Using Methods Overall Effectiveness (OEE) and Failure Mode Effect Analysis (FMEA) in The Plastics IndustryInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- Revised Competence Dictionary v5SGfinDocument75 pagesRevised Competence Dictionary v5SGfinedrialdeNo ratings yet
- 1-5 The 12 Step BTS Process & Road MapsDocument30 pages1-5 The 12 Step BTS Process & Road Mapsanjo0225No ratings yet
- TPS and Lean ProductionDocument18 pagesTPS and Lean ProductionMikey ChuaNo ratings yet
- 1 Lean GlossaryDocument7 pages1 Lean GlossaryHilalAldemirNo ratings yet
- YAMAZUMIDocument16 pagesYAMAZUMImagudeeshNo ratings yet
- Latest Starbucks Buzzword: 'Lean' Japanese Techniques: Starbucks Stores Speed UpDocument4 pagesLatest Starbucks Buzzword: 'Lean' Japanese Techniques: Starbucks Stores Speed UpDiana Elena ChiribasaNo ratings yet
- The Plan For Every PartDocument7 pagesThe Plan For Every PartThandraelNo ratings yet
- CI Overview PresentationDocument36 pagesCI Overview Presentationyudiansyah27No ratings yet
- Lean Production: Week 2: Value Stream MappingDocument54 pagesLean Production: Week 2: Value Stream MappingQuynh Chau TranNo ratings yet
- Standard OperationsDocument25 pagesStandard OperationsfoofoolNo ratings yet
- Reduction of 7 WasteDocument20 pagesReduction of 7 WasteMititelu Liviu100% (1)
- KPI For Lean Implementation in Manufacturing PDFDocument14 pagesKPI For Lean Implementation in Manufacturing PDFHadee SaberNo ratings yet
- A3 Example 2-ColDocument1 pageA3 Example 2-ColKrunal PandyaNo ratings yet
- Kaizen Design NotesDocument19 pagesKaizen Design NotesmfernandNo ratings yet
- Capacity PlanningDocument16 pagesCapacity PlanningAnadi Ranjan100% (1)
- Project Scope StatementDocument3 pagesProject Scope StatementCacavilici PipinauNo ratings yet
- 1c Continous Improvement ToolsDocument39 pages1c Continous Improvement ToolsTibin ChackoNo ratings yet
- Kaizen EventsDocument35 pagesKaizen EventsIndhu SharmaKSNo ratings yet
- Lean - Glosssary & Acronymn List: Rich Et Al. (2006)Document27 pagesLean - Glosssary & Acronymn List: Rich Et Al. (2006)Arturo AguilarNo ratings yet
- Ch-8 (Business Process Reengineering)Document22 pagesCh-8 (Business Process Reengineering)Shrutit21No ratings yet
- Operations Improvement Plan Implementation Assignment 1 - Week 5Document6 pagesOperations Improvement Plan Implementation Assignment 1 - Week 5dbryant1435100% (1)
- Lean Strategy by Shyam TalawadekarDocument4 pagesLean Strategy by Shyam Talawadekartsid47No ratings yet
- Total Quality ManagementDocument7 pagesTotal Quality ManagementmansoorliveNo ratings yet
- Balanced ScorecardDocument18 pagesBalanced ScorecardOnder YardasNo ratings yet
- Performance Improvement in Hospitals and Health Systems Managing Analytics and Quality in Healthcare (2nd Edition), Cap 5Document32 pagesPerformance Improvement in Hospitals and Health Systems Managing Analytics and Quality in Healthcare (2nd Edition), Cap 5Daniela LópezNo ratings yet
- Resignation Letter CEODocument1 pageResignation Letter CEODixie ImperialNo ratings yet
- (Incoming & Outgoing Memo) : Start Received Document / MemoDocument6 pages(Incoming & Outgoing Memo) : Start Received Document / MemoRaidel ValdezNo ratings yet
- Engr. John Lumenick Peñas: Total Productive ManufacturingDocument54 pagesEngr. John Lumenick Peñas: Total Productive ManufacturingXype LanderNo ratings yet
- Human Resource Management: Shah M Saad HusainDocument48 pagesHuman Resource Management: Shah M Saad HusainAnnie KhowajaNo ratings yet
- LEAN Continuous Improvement KaizenDocument4 pagesLEAN Continuous Improvement KaizenHafis BonterNo ratings yet
- Process Manager WorkshopDocument58 pagesProcess Manager WorkshopHamada AhmedNo ratings yet
- Problem Solving - PdcaDocument61 pagesProblem Solving - PdcaNurul HidayahNo ratings yet
- Sustaining The Gains: Transitioning The Black Belt Project: © 2001 Conceptflow 0Document19 pagesSustaining The Gains: Transitioning The Black Belt Project: © 2001 Conceptflow 0anjo0225No ratings yet
- Article On Effective Operational ExcellenceDocument4 pagesArticle On Effective Operational Excellencealaissa cagubcobNo ratings yet
- Lean ManufacturingDocument66 pagesLean Manufacturingmanpreetsodhi08No ratings yet
- World Class Manufacturing ManagementDocument2 pagesWorld Class Manufacturing ManagementShashank BurdeNo ratings yet
- Kaizen Event Facilitators GuideDocument19 pagesKaizen Event Facilitators GuideBernardoomNo ratings yet
- Participant Workbook Integrated TemplateDocument74 pagesParticipant Workbook Integrated TemplateLaura RomanNo ratings yet
- Simple Oee SpreadsheetDocument2 pagesSimple Oee SpreadsheetadeNo ratings yet
- Toyota Production System BrochureDocument20 pagesToyota Production System Brochureranjan349100% (1)
- Project Report On Maynard Operation Sequence TechniqueDocument9 pagesProject Report On Maynard Operation Sequence TechniqueEditor IJTSRDNo ratings yet
- Kaizen MMSDocument14 pagesKaizen MMSManjeet SinghNo ratings yet
- Induction Program QPIDocument67 pagesInduction Program QPISoo Chong HuatNo ratings yet
- Aggregate Planning OPCDocument20 pagesAggregate Planning OPCMaithili PrabhuNo ratings yet
- Gemba Overview - Sheena Butts - IIESHS - WEBINAR v1Document35 pagesGemba Overview - Sheena Butts - IIESHS - WEBINAR v1Bryan OrdialesNo ratings yet
- Chapter 1. Hoshin Kanri Basics. Nested Experiments, Xmatrix and Chartering Teams PDFDocument20 pagesChapter 1. Hoshin Kanri Basics. Nested Experiments, Xmatrix and Chartering Teams PDFAntoniojuarezjuarezNo ratings yet
- VSM TemplateDocument8 pagesVSM TemplateHusain Farooq GhafoorNo ratings yet
- HD74HC240: Octal Buffers/Line Drivers/Line Receivers (With Inverted 3-State Outputs)Document10 pagesHD74HC240: Octal Buffers/Line Drivers/Line Receivers (With Inverted 3-State Outputs)Chilli MilliNo ratings yet
- 74 HC 95Document8 pages74 HC 95Ravi RathodNo ratings yet
- mc14518bcp en PDFDocument8 pagesmc14518bcp en PDFdellcoNo ratings yet
- Hotel ManagementDocument34 pagesHotel ManagementGurlagan Sher GillNo ratings yet
- Rebar Coupler: Barlock S/CA-Series CouplersDocument1 pageRebar Coupler: Barlock S/CA-Series CouplersHamza AldaeefNo ratings yet
- Underwater Wellhead Casing Patch: Instruction Manual 6480Document8 pagesUnderwater Wellhead Casing Patch: Instruction Manual 6480Ragui StephanosNo ratings yet
- CLAT 2014 Previous Year Question Paper Answer KeyDocument41 pagesCLAT 2014 Previous Year Question Paper Answer Keyakhil SrinadhuNo ratings yet
- CSEC Jan 2011 Paper 1Document8 pagesCSEC Jan 2011 Paper 1R.D. KhanNo ratings yet
- Jerome4 Sample Chap08Document58 pagesJerome4 Sample Chap08Basil Babym100% (7)
- EnerconDocument7 pagesEnerconAlex MarquezNo ratings yet
- Data Sheet WD Blue PC Hard DrivesDocument2 pagesData Sheet WD Blue PC Hard DrivesRodrigo TorresNo ratings yet
- Sample Opposition To Motion To Strike Portions of Complaint in United States District CourtDocument2 pagesSample Opposition To Motion To Strike Portions of Complaint in United States District CourtStan Burman100% (1)
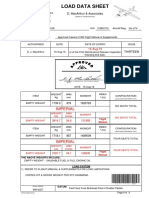
- Load Data Sheet: ImperialDocument3 pagesLoad Data Sheet: ImperialLaurean Cub BlankNo ratings yet
- Allan ToddDocument28 pagesAllan ToddBilly SorianoNo ratings yet
- BMA Recital Hall Booking FormDocument2 pagesBMA Recital Hall Booking FormPaul Michael BakerNo ratings yet
- Shahroz Khan CVDocument5 pagesShahroz Khan CVsid202pkNo ratings yet
- Continue: Rudolf Bultmann Theology of The New Testament PDFDocument3 pagesContinue: Rudolf Bultmann Theology of The New Testament PDFpishoi gerges0% (1)
- The Rise of Populism and The Crisis of Globalization: Brexit, Trump and BeyondDocument11 pagesThe Rise of Populism and The Crisis of Globalization: Brexit, Trump and Beyondalpha fiveNo ratings yet
- SND Kod Dt2Document12 pagesSND Kod Dt2arturshenikNo ratings yet
- 4th Sem Electrical AliiedDocument1 page4th Sem Electrical AliiedSam ChavanNo ratings yet
- CoDocument80 pagesCogdayanand4uNo ratings yet
- Online Learning Interactions During The Level I Covid-19 Pandemic Community Activity Restriction: What Are The Important Determinants and Complaints?Document16 pagesOnline Learning Interactions During The Level I Covid-19 Pandemic Community Activity Restriction: What Are The Important Determinants and Complaints?Maulana Adhi Setyo NugrohoNo ratings yet
- SBL - The Event - QuestionDocument9 pagesSBL - The Event - QuestionLucio Indiana WalazaNo ratings yet
- FIRE FIGHTING ROBOT (Mini Project)Document21 pagesFIRE FIGHTING ROBOT (Mini Project)Hisham Kunjumuhammed100% (2)
- A320 TakeoffDocument17 pagesA320 Takeoffpp100% (1)
- Information Security Chapter 1Document44 pagesInformation Security Chapter 1bscitsemvNo ratings yet
- ATPDraw 5 User Manual UpdatesDocument51 pagesATPDraw 5 User Manual UpdatesdoniluzNo ratings yet
- QUIZ Group 1 Answer KeyDocument3 pagesQUIZ Group 1 Answer KeyJames MercadoNo ratings yet
- IEC Blank ProformaDocument10 pagesIEC Blank ProformaVanshika JainNo ratings yet
- PeopleSoft Application Engine Program PDFDocument17 pagesPeopleSoft Application Engine Program PDFSaurabh MehtaNo ratings yet
- Research Article: Finite Element Simulation of Medium-Range Blast Loading Using LS-DYNADocument10 pagesResearch Article: Finite Element Simulation of Medium-Range Blast Loading Using LS-DYNAAnonymous cgcKzFtXNo ratings yet
- Wendi C. Lassiter, Raleigh NC ResumeDocument2 pagesWendi C. Lassiter, Raleigh NC ResumewendilassiterNo ratings yet
- Personal Best B1+ Unit 1 Reading TestDocument2 pagesPersonal Best B1+ Unit 1 Reading TestFy FyNo ratings yet