You might also like
- Corrosion of WheelsDocument10 pagesCorrosion of Wheelsisarries@ya.comNo ratings yet
- Wheel-Rail Interface HandbookDocument10 pagesWheel-Rail Interface Handbookisarries@ya.com30% (10)
- The Efectiveness of Intensive Spray QuenchingDocument4 pagesThe Efectiveness of Intensive Spray Quenchingisarries@ya.comNo ratings yet
- ABAQUS Theory ManualDocument841 pagesABAQUS Theory Manualisarries@ya.com0% (1)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Thermo 2Document9 pagesThermo 2Drake William ParkerNo ratings yet
- Reinforced Concrete Chapter 3 SolutionsDocument5 pagesReinforced Concrete Chapter 3 SolutionsFofer Fofe100% (1)
- Welding TMCP SteelsDocument7 pagesWelding TMCP SteelsElias Kapa100% (1)
- Studying Pendulum MotionDocument13 pagesStudying Pendulum MotionMubashir AijazNo ratings yet
- X-Ray For Medical, Veterinary, Industrial & Security Applications: New Technologies Reach The Commercialization PhaseDocument5 pagesX-Ray For Medical, Veterinary, Industrial & Security Applications: New Technologies Reach The Commercialization Phasemars silverNo ratings yet
- Thermotron CE Catalogue 2022 VOL10 - MidresDocument54 pagesThermotron CE Catalogue 2022 VOL10 - MidresChristy LaheteNo ratings yet
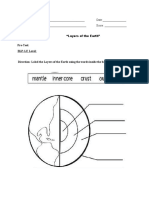
- Worksheets LS2 Layers of The EarthDocument7 pagesWorksheets LS2 Layers of The EarthAngeline Panaligan Ansela100% (1)
- Fixity of Piles in Liquefiable SoilsDocument9 pagesFixity of Piles in Liquefiable SoilsAnjumara HaiderNo ratings yet
- Ebook t357 Block1 Part3-4 E2i1 n9780749252670 l1Document96 pagesEbook t357 Block1 Part3-4 E2i1 n9780749252670 l1Bobby extramoneyguyNo ratings yet
- Hardness Testing Comparison Table enDocument1 pageHardness Testing Comparison Table ennedim cılız100% (1)
- Spisok e Books 04 09 2014-2Document162 pagesSpisok e Books 04 09 2014-2TimNo ratings yet
- Sealeze APH Brush Seals BrochureDocument2 pagesSealeze APH Brush Seals BrochureMurilo Camisão SchwindenNo ratings yet
- Reference Phthalic AcidDocument2 pagesReference Phthalic AcidBeningNo ratings yet
- Vidyakankar Rotational MechanicsDocument4 pagesVidyakankar Rotational MechanicsVikalp JoshiNo ratings yet
- Surveying 2 SyllabusDocument3 pagesSurveying 2 Syllabussurendar17_raj3406No ratings yet
- Effects of KOH Etching On The Properties of Ga-PolarDocument14 pagesEffects of KOH Etching On The Properties of Ga-PolarAmor BchetniaNo ratings yet
- NTN Ball and Roller Bearing CatalogDocument399 pagesNTN Ball and Roller Bearing Catalogdaniarsalan100% (2)
- Radiation Heat Transfer Mathcad SolutionsDocument176 pagesRadiation Heat Transfer Mathcad SolutionsThebe HanyaneNo ratings yet
- Practice Test - 7, Atomic Structure and Gaseous StateDocument12 pagesPractice Test - 7, Atomic Structure and Gaseous StateBadNik 007No ratings yet
- Wind - Open BuildingsDocument4 pagesWind - Open BuildingsAnticristo.uniNo ratings yet
- Extra Problems Phys 102Document14 pagesExtra Problems Phys 102Kh AlziqNo ratings yet
- Hwch15a PDFDocument3 pagesHwch15a PDFNey CampoNo ratings yet
- Vibration Analysis Iso Cat III DLPDFDocument8 pagesVibration Analysis Iso Cat III DLPDFWisnuNo ratings yet
- Hexane and WaterDocument4 pagesHexane and WaterFrancis Adu-marfoNo ratings yet
- 30GTN 15-35 Tons (Product Data)Document32 pages30GTN 15-35 Tons (Product Data)moceNo ratings yet
- Max Von Laue and The Discovery of X-Ray Diffraction in 1912: Then & NowDocument3 pagesMax Von Laue and The Discovery of X-Ray Diffraction in 1912: Then & NowCeçar J. Newton LNo ratings yet
- HW 01 SolutionDocument12 pagesHW 01 SolutionJuan Sebastian Suarez Ospina63% (8)
- Interview Questions: Collected From Interviews of Engro/ FFC/ FatimaDocument10 pagesInterview Questions: Collected From Interviews of Engro/ FFC/ Fatimaopeb tt100% (1)
- Sky Air Seasonal Classic Conductos Baja Silueta Serie DDocument1 pageSky Air Seasonal Classic Conductos Baja Silueta Serie DmiroNo ratings yet
- IJEAS0306017Document5 pagesIJEAS0306017erpublicationNo ratings yet