You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5784)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (890)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (265)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (72)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- Center Winding Versus Surface Winding: The Effect of Winder Type and Web Material Properties On Wound Roll StressesDocument47 pagesCenter Winding Versus Surface Winding: The Effect of Winder Type and Web Material Properties On Wound Roll StressesCORTOCIRCUITANTENo ratings yet
- Iso 15156 2 2003 en FR PDFDocument11 pagesIso 15156 2 2003 en FR PDFMurad AlmoudiNo ratings yet
- Lectut-CEN-307-PDF-Stresses in Track Relief of StressesDocument37 pagesLectut-CEN-307-PDF-Stresses in Track Relief of StressesAyush P GuptaNo ratings yet
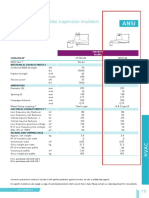
- Catalogo SEDIVER HVAC 17 32Document1 pageCatalogo SEDIVER HVAC 17 32Boris MirandaNo ratings yet
- Seismic Design of Tunnels: Wang', MunfakhzDocument10 pagesSeismic Design of Tunnels: Wang', MunfakhzGabriel SanchezNo ratings yet
- 01 - Electro Chemistry (Level) Module-6-1Document16 pages01 - Electro Chemistry (Level) Module-6-1Raju SinghNo ratings yet
- Strength InterpretationDocument7 pagesStrength InterpretationSteve MorrisonNo ratings yet
- Issue No 16 Solid Solution Hardening StrengthDocument2 pagesIssue No 16 Solid Solution Hardening StrengthIslamNo ratings yet
- PressureTest AquasignKISS 123 PDFDocument6 pagesPressureTest AquasignKISS 123 PDFBruno César LevitaNo ratings yet
- Exp 3 Formal Lab ReportDocument3 pagesExp 3 Formal Lab ReportRomulo Vincent Perez100% (1)
- EM Assignment - PDF 1Document13 pagesEM Assignment - PDF 1zohaibNo ratings yet
- Welding Simulations with Simufact.weldingDocument20 pagesWelding Simulations with Simufact.weldingMrLanternNo ratings yet
- Bomb As 01Document8 pagesBomb As 01MANTCRUZNo ratings yet
- Class 12 Physics 2024-25 Notes Chapter - 1 Electric charges and fields (1)Document36 pagesClass 12 Physics 2024-25 Notes Chapter - 1 Electric charges and fields (1)sera anilNo ratings yet
- Crack Detection and Vibration Behavior of Cracked Beams: P.N. Saavedra, L.A. Cuiti NoDocument9 pagesCrack Detection and Vibration Behavior of Cracked Beams: P.N. Saavedra, L.A. Cuiti Nohmsedighi459No ratings yet
- WCu Tungsten-Copper WebDocument1 pageWCu Tungsten-Copper WebktusaNo ratings yet
- Elastic AnisotropyDocument30 pagesElastic Anisotropysmithyry2014No ratings yet
- Cross-Linked Polymer Synthesis: SynonymsDocument11 pagesCross-Linked Polymer Synthesis: Synonymsdca13No ratings yet
- ASTM Test MethodsDocument1 pageASTM Test MethodsShreyas TanksaleNo ratings yet
- Re BoilersDocument42 pagesRe BoilersShashi MashalNo ratings yet
- STRENGTH OF MATERIALS DOCUMENT ANALYSISDocument24 pagesSTRENGTH OF MATERIALS DOCUMENT ANALYSISsarul_murugan2483No ratings yet
- Exxon™ Bromobutyl 2222: RubberDocument2 pagesExxon™ Bromobutyl 2222: RubberMaram YasserNo ratings yet
- Four-Die Radial Forging Device - An Attached Improvement For Conventional Forging PressesDocument9 pagesFour-Die Radial Forging Device - An Attached Improvement For Conventional Forging PressesMin HanNo ratings yet
- University of Anbar College of Engineering Petrochemical Engineering ReportDocument10 pagesUniversity of Anbar College of Engineering Petrochemical Engineering Reportprince amerNo ratings yet
- SR Failure in IndiaDocument8 pagesSR Failure in IndiaMilan SjausNo ratings yet
- Compressive Strength of Concrete & Concrete Cubes - What - How - CivilDigitalDocument13 pagesCompressive Strength of Concrete & Concrete Cubes - What - How - CivilDigitalArdhi TaNo ratings yet
- Janssens BCC09 PaperDocument11 pagesJanssens BCC09 PaperVyto BabrauskasNo ratings yet
- 06 08 Jet Kulkarni PDFDocument13 pages06 08 Jet Kulkarni PDFRicardo Horacio LoreficeNo ratings yet
- Example On The Analysis of Statically Determinate FramesDocument8 pagesExample On The Analysis of Statically Determinate FramesJaaferNo ratings yet
- Rr212305-Chemical and BiothermodynamicsDocument1 pageRr212305-Chemical and BiothermodynamicssivabharathamurthyNo ratings yet