You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Fieldwork ObservationDocument6 pagesFieldwork ObservationYesenia SolisNo ratings yet
- Graph TheoryDocument16 pagesGraph TheoryMobin MohanNo ratings yet
- Lesson 3: The Marketing Research: Activity #1Document6 pagesLesson 3: The Marketing Research: Activity #1Hazel Faith TejolanNo ratings yet
- Bagaya CarolineDocument83 pagesBagaya Carolinemunna shabaniNo ratings yet
- b1b8 PDFDocument2 pagesb1b8 PDFAhmed Daahir AhmedNo ratings yet
- TOS ForensicDocument10 pagesTOS ForensicHarley IluminNo ratings yet
- Pre Assessment HolocaustDocument6 pagesPre Assessment Holocaustapi-256545673No ratings yet
- Checklist PDFDocument20 pagesChecklist PDFNarmadha0% (1)
- Technical Terms Used in ResearchDocument3 pagesTechnical Terms Used in Researchdianna s. pinedaNo ratings yet
- Risk Mana - Indiabulls - 22Document95 pagesRisk Mana - Indiabulls - 22jhanu jhanuNo ratings yet
- Literature Review Strengths and LimitationsDocument7 pagesLiterature Review Strengths and Limitationsafdtvdcwf100% (1)
- The Ultimate Guide To Become A UX Designer - by Aprianil S RanggaDocument38 pagesThe Ultimate Guide To Become A UX Designer - by Aprianil S RanggaAprianil S Rangga93% (14)
- Frederic GaspozDocument6 pagesFrederic GaspozfredericgaspozNo ratings yet
- Annex 6. WP Nutrition Education PDFDocument52 pagesAnnex 6. WP Nutrition Education PDFKirstein ItliongNo ratings yet
- CDA - Van Dijk Vs FaircloughDocument14 pagesCDA - Van Dijk Vs FaircloughMaslathif Dwi Purnomo100% (1)
- Michael Owusu AmankwahDocument84 pagesMichael Owusu AmankwahThuraMinSweNo ratings yet
- 2012 Mere DescriptionDocument26 pages2012 Mere DescriptionALFREDO JORQUERA MEDINANo ratings yet
- Difference Between Accuracy and PrecisionDocument34 pagesDifference Between Accuracy and PrecisionNiveniveNo ratings yet
- Grade 12 ReseachDocument54 pagesGrade 12 Reseachjaiscey valenciaNo ratings yet
- Articulating The Value of Human Resource Planning (HRP) Activities in Augmenting Organizational Performance Toward A Sustained Competitive FirmDocument29 pagesArticulating The Value of Human Resource Planning (HRP) Activities in Augmenting Organizational Performance Toward A Sustained Competitive FirmKristina MahdalenaNo ratings yet
- General PsychologyDocument171 pagesGeneral PsychologyYoomif Tube100% (1)
- Oracle Demantra OverviewDocument25 pagesOracle Demantra OverviewVenkata Sambhasiva Rao CheedellaNo ratings yet
- Chapter 6: The Normal Distribution MULTIPLE CHOICE. Choose The One Alternative That Best Completes The Statement or Answers The QuestionDocument12 pagesChapter 6: The Normal Distribution MULTIPLE CHOICE. Choose The One Alternative That Best Completes The Statement or Answers The QuestionsameerNo ratings yet
- Brainstorming StepsDocument3 pagesBrainstorming StepsMehboobKareemNo ratings yet
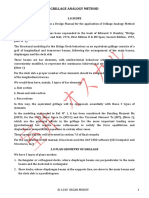
- Grillage Analogy MethodDocument43 pagesGrillage Analogy Methodkhx2No ratings yet
- Pre-Reading and During Reading Strategies (Ma. Christine Ranes Report)Document30 pagesPre-Reading and During Reading Strategies (Ma. Christine Ranes Report)Ma.Christine Ranes100% (1)
- BBA-Business Research MethodsDocument38 pagesBBA-Business Research MethodsMohammed Abu ShaibuNo ratings yet
- NIST SP800-30 Approach To Risk AssessmentDocument6 pagesNIST SP800-30 Approach To Risk AssessmentBabby BossNo ratings yet
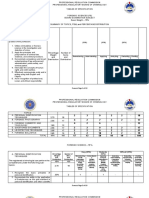
- PNTC Colleges Q.C. College of Maritime Education DepartmentDocument5 pagesPNTC Colleges Q.C. College of Maritime Education DepartmentMichelle RaquepoNo ratings yet