You might also like
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- Twice A Year Cleanig ChecklistDocument1 pageTwice A Year Cleanig Checklistxcxx xxxNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- 5-BO105 Initial Hydraulic SystemDocument29 pages5-BO105 Initial Hydraulic SystemTitvs Flavivs Vespasianvs50% (4)
- Chapter 3Document76 pagesChapter 3Richie BobbyNo ratings yet
- 3D Modelling Environment For Plant Design - PDMSDocument11 pages3D Modelling Environment For Plant Design - PDMSDayo IdowuNo ratings yet
- SaddlesDocument14 pagesSaddlescoldness_13No ratings yet
- Column ExampleDocument38 pagesColumn ExampleHelen NegashNo ratings yet
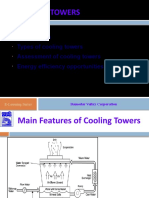
- Presentation Cooling TowersDocument38 pagesPresentation Cooling Towersbanukiran sambojuNo ratings yet
- Library Technical Furniture SpecificationsDocument8 pagesLibrary Technical Furniture SpecificationsModernLibraryDesignNo ratings yet
- Technictehal Data TN0 - SSDocument4 pagesTechnictehal Data TN0 - SSMihai ApostoliuNo ratings yet
- Protek Composite Wear PadDocument1 pageProtek Composite Wear PadWilliam ChipanaNo ratings yet
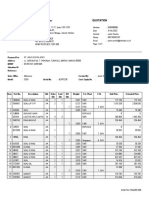
- PT Trakindo Utama: QuotationDocument5 pagesPT Trakindo Utama: Quotationabdul KadirNo ratings yet
- Analysis Master RoadDocument94 pagesAnalysis Master RoadSachin KumarNo ratings yet
- Basics of Reinforced Concrete Design: OutlineDocument10 pagesBasics of Reinforced Concrete Design: OutlineariNo ratings yet
- LSS A286Document2 pagesLSS A286anhntran4850No ratings yet
- Biglia b658 SM Katalogu 968Document16 pagesBiglia b658 SM Katalogu 968halil balNo ratings yet
- Doors Hardware SetsDocument3 pagesDoors Hardware SetsENG. MHMKNo ratings yet
- Guide To Fire Protection in Malaysia (2006) - 4. Passive Fire Protection PDFDocument77 pagesGuide To Fire Protection in Malaysia (2006) - 4. Passive Fire Protection PDFMFaiz RHamiraNo ratings yet
- IS12269 53-Grade Ordinary Portland Cement-Specification 2000 PDFDocument20 pagesIS12269 53-Grade Ordinary Portland Cement-Specification 2000 PDFAjit P. SinghNo ratings yet
- 247 SW 28 RD - Tatiana Renginfo-0620-006 - Shop Drawings - 3.0 PDFDocument7 pages247 SW 28 RD - Tatiana Renginfo-0620-006 - Shop Drawings - 3.0 PDFMd SuruzzamanNo ratings yet
- Expansion JointsDocument40 pagesExpansion JointsSanjay GargNo ratings yet
- Eli Inspection Checklist PDFDocument2 pagesEli Inspection Checklist PDFmayelewoNo ratings yet
- 1409-Presentation Rudolf Hensel GMBH and Audax Keck GMBH Gunther Kech AUDAXDocument58 pages1409-Presentation Rudolf Hensel GMBH and Audax Keck GMBH Gunther Kech AUDAXZaid Raslan AyoubNo ratings yet
- Syllabus Manit BhopalDocument42 pagesSyllabus Manit BhopaljubinsinghalNo ratings yet
- Pile Foundations For River Bridges According To Ec 7-1: Manfred Fross, Dietmar Adam, Robert HofmannDocument2 pagesPile Foundations For River Bridges According To Ec 7-1: Manfred Fross, Dietmar Adam, Robert HofmannharshaNo ratings yet
- Sizing Gutter DesignDocument8 pagesSizing Gutter DesignNelson VargasNo ratings yet
- Wall Chart Linings VESUVIUS FOSECODocument1 pageWall Chart Linings VESUVIUS FOSECOGermano BissonNo ratings yet
- Cippe 2022 Shenzhen Exhibitor List pg2Document1 pageCippe 2022 Shenzhen Exhibitor List pg2Jagadheep VasanthakumarNo ratings yet
- Timber Frame: Solutions To Design and Build With Frame SystemsDocument24 pagesTimber Frame: Solutions To Design and Build With Frame SystemsGHEORGHE Georgian CristianNo ratings yet
- 7th Sem PDFDocument1 page7th Sem PDFvenkatraman20No ratings yet
- Classification Unit Description: Motion Picture, Commercial, or Television Production 763025Document2 pagesClassification Unit Description: Motion Picture, Commercial, or Television Production 763025Daniel WanNo ratings yet