You might also like
- Corus SHS Welding GuideDocument42 pagesCorus SHS Welding GuidesanggythaNo ratings yet
- 6 Weld Joint DesignDocument29 pages6 Weld Joint DesignDaffa Alim100% (2)
- Design - Part 4 - Job Knowledge 93Document4 pagesDesign - Part 4 - Job Knowledge 93Billy TanNo ratings yet
- Part (3) Welding Practice : - Welding Passes - Welding Directions - Welding Sequences - Welding DefectsDocument10 pagesPart (3) Welding Practice : - Welding Passes - Welding Directions - Welding Sequences - Welding DefectsMohamedMostafaNo ratings yet
- Steel Supply Sub-Grades To EC3Document22 pagesSteel Supply Sub-Grades To EC3Huy Rathana100% (2)
- Specification No: LMB-COI-TRG-001 Rev No. R0 Page ofDocument16 pagesSpecification No: LMB-COI-TRG-001 Rev No. R0 Page ofApoorv MathurNo ratings yet
- Acceptance Criteria of Weld Defects As Per Different CodesDocument17 pagesAcceptance Criteria of Weld Defects As Per Different CodesTanveer Rajput EngrNo ratings yet
- Welding ClassificationDocument30 pagesWelding ClassificationSamNo ratings yet
- Iwe Iwt IwsDocument2 pagesIwe Iwt Iwskhairy2013No ratings yet
- Pipe WeldingDocument6 pagesPipe Weldingyohanes_pamungkas_2No ratings yet
- FCAW DocumentDocument19 pagesFCAW DocumentKentDemeterioNo ratings yet
- A Review of The Application of Weld Symbols On Drawings - Part 1 - Job Knowledge 64Document4 pagesA Review of The Application of Weld Symbols On Drawings - Part 1 - Job Knowledge 64Billy TanNo ratings yet
- NS-1-60. Disposition of DefectsDocument4 pagesNS-1-60. Disposition of DefectsWHWENNo ratings yet
- 25CrMo4Document1 page25CrMo4Hans GoetheNo ratings yet
- 500 10 Ferro 10 Alto SilicioDocument90 pages500 10 Ferro 10 Alto SilicioAdams GodoyNo ratings yet
- Weld Imperfection Examination StandardDocument4 pagesWeld Imperfection Examination StandardMohd Akmal ShafieNo ratings yet
- Game Design Abstract 2014Document2 pagesGame Design Abstract 2014Nambirajan VanamamalaiNo ratings yet
- 028 CCC 2014 NavratilDocument6 pages028 CCC 2014 NavratilkstayroskNo ratings yet
- Iso - Iso Standards - Ics 25.220Document8 pagesIso - Iso Standards - Ics 25.220Harish Kumar Kannepalli0% (1)
- 2012 Raleigh CatalogDocument67 pages2012 Raleigh Catalogtspinner19No ratings yet
- Surface PreparationDocument13 pagesSurface PreparationDacher Daniel100% (1)
- GTAWDocument61 pagesGTAWIela TeoNo ratings yet
- Field Welding InspectionDocument13 pagesField Welding InspectionkundanNo ratings yet
- Single Storey Industrial BuildingsDocument40 pagesSingle Storey Industrial BuildingsLingkaNo ratings yet
- Welders TerminologyDocument37 pagesWelders TerminologyNicolae Marin100% (2)
- Lauterbach Verfahrenstechnik GMBH - Software For Thermal and Hydraulic Design of Heat ExchangersDocument28 pagesLauterbach Verfahrenstechnik GMBH - Software For Thermal and Hydraulic Design of Heat Exchangerssukanta60No ratings yet
- BS 3923 - 1972 PDFDocument20 pagesBS 3923 - 1972 PDFhusain1976No ratings yet
- AD-411 Design of Web To Flange Welds in Plate GirdersDocument1 pageAD-411 Design of Web To Flange Welds in Plate GirdersJoseph BookerNo ratings yet
- Handbook To BC1 2012Document53 pagesHandbook To BC1 2012undf2567% (3)
- HD Bolts BS - 7419Document5 pagesHD Bolts BS - 7419Deana White100% (1)
- Competitive Solutions For Joining TechnologyDocument19 pagesCompetitive Solutions For Joining Technologyjy12bhuNo ratings yet
- Project: Matrade Exhibition Center-Main Roof: Calculation For Steel Column Base PlateDocument10 pagesProject: Matrade Exhibition Center-Main Roof: Calculation For Steel Column Base PlateYANIshaNo ratings yet
- GMAW (Solid Wire) vs. FCAW (Flux-Cored Wire)Document3 pagesGMAW (Solid Wire) vs. FCAW (Flux-Cored Wire)momoitachiNo ratings yet
- BS To ENDocument7 pagesBS To ENdownloadkaroNo ratings yet
- Welding Defects To DIN 8524Document31 pagesWelding Defects To DIN 8524Leduc HanhNo ratings yet
- BOC IPRM S08-ConsumablesDocument187 pagesBOC IPRM S08-ConsumablesEduard Lupus Lobo100% (1)
- WIS5 Symbols 05Document52 pagesWIS5 Symbols 05anon_90890103No ratings yet
- Tack WeldDocument1 pageTack Weldbhatti19No ratings yet
- 01 Wis5 Defect NewDocument55 pages01 Wis5 Defect NewHai Vuu100% (2)
- Coefficient of FrictionDocument3 pagesCoefficient of FrictionsapkotamonishNo ratings yet
- Meelker Harm Welding of X80 Base Material-final-HA (Compatibility Mode)Document31 pagesMeelker Harm Welding of X80 Base Material-final-HA (Compatibility Mode)Jim GrayNo ratings yet
- Course Note CSWIP 3.0Document168 pagesCourse Note CSWIP 3.0JohanSitorusNo ratings yet
- Poster DIN EN 1090-1 ENG Final PDFDocument1 pagePoster DIN EN 1090-1 ENG Final PDFlth770310No ratings yet
- Introduction To Welding & Non-Destructive Testing (NDT) - R1Document137 pagesIntroduction To Welding & Non-Destructive Testing (NDT) - R1akalNo ratings yet
- BS en Iso 17652-1-03Document10 pagesBS en Iso 17652-1-03gaso99No ratings yet
- Koc-P-002 Part 1 Rev 3Document29 pagesKoc-P-002 Part 1 Rev 3Hari KrishnanNo ratings yet
- Casting Standards PDFDocument1 pageCasting Standards PDFamaestrelNo ratings yet
- Weld Defects CswipDocument10 pagesWeld Defects CswipOLiver RobertNo ratings yet
- Oxy Fuel Cutting PDFDocument28 pagesOxy Fuel Cutting PDFruhul01No ratings yet
- SHS WeldingDocument42 pagesSHS Weldingrusf123No ratings yet
- Welding EngineeringDocument338 pagesWelding EngineeringMuhammed Sulfeek100% (3)
- WTDocument299 pagesWTrsarunprasathNo ratings yet
- Metrode Duplex Welding EWDDocument7 pagesMetrode Duplex Welding EWDClaudia MmsNo ratings yet
- Ruukki Splicing of Steel Piles by WeldingDocument8 pagesRuukki Splicing of Steel Piles by Weldingyanickdouce1206100% (1)
- Corus SHS Welding GuideDocument42 pagesCorus SHS Welding GuideThomas FritzNo ratings yet
- HSE PAPER (Soldagem)Document9 pagesHSE PAPER (Soldagem)Wyllton CandidoNo ratings yet
- Welded ReinforcingDocument2 pagesWelded Reinforcingvisvisvisvis100% (1)
- SHS WeldingDocument42 pagesSHS Weldingsleepyhead1984100% (2)
- Metrode Welding Duplex & Superduplex Stainless SteelsDocument18 pagesMetrode Welding Duplex & Superduplex Stainless SteelsClaudia Mms50% (2)
- M CR 101r1Document24 pagesM CR 101r1Earl HarbertNo ratings yet
- Patrick Meyer Reliability Understanding Statistics 2010Document160 pagesPatrick Meyer Reliability Understanding Statistics 2010jcgueinj100% (1)
- Chapter 4 Achieving Clarity and Limiting Paragraph LengthDocument1 pageChapter 4 Achieving Clarity and Limiting Paragraph Lengthapi-550339812No ratings yet
- WBDocument59 pagesWBsahil.singhNo ratings yet
- Canon Powershot S50 Repair Manual (CHAPTER 4. PARTS CATALOG) PDFDocument13 pagesCanon Powershot S50 Repair Manual (CHAPTER 4. PARTS CATALOG) PDFRita CaselliNo ratings yet
- Fire Protection in BuildingsDocument2 pagesFire Protection in BuildingsJames Carl AriesNo ratings yet
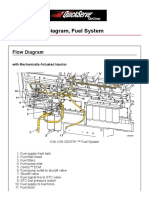
- Cummin C1100 Fuel System Flow DiagramDocument8 pagesCummin C1100 Fuel System Flow DiagramDaniel KrismantoroNo ratings yet
- Toeic: Check Your English Vocabulary ForDocument41 pagesToeic: Check Your English Vocabulary ForEva Ibáñez RamosNo ratings yet
- Deep Hole Drilling Tools: BotekDocument32 pagesDeep Hole Drilling Tools: BotekDANIEL MANRIQUEZ FAVILANo ratings yet
- Design of Combinational Circuit For Code ConversionDocument5 pagesDesign of Combinational Circuit For Code ConversionMani BharathiNo ratings yet
- (Jones) GoodwinDocument164 pages(Jones) Goodwinmount2011No ratings yet
- Fundamentals of Public Health ManagementDocument3 pagesFundamentals of Public Health ManagementHPMA globalNo ratings yet
- HatfieldDocument33 pagesHatfieldAlex ForrestNo ratings yet
- NCP - Major Depressive DisorderDocument7 pagesNCP - Major Depressive DisorderJaylord Verazon100% (1)
- Introduction To Screenwriting UEADocument12 pagesIntroduction To Screenwriting UEAMartín SalasNo ratings yet
- Business Plan in BDDocument48 pagesBusiness Plan in BDNasir Hossen100% (1)
- SSP 237 d1Document32 pagesSSP 237 d1leullNo ratings yet
- Recitation Math 001 - Term 221 (26166)Document36 pagesRecitation Math 001 - Term 221 (26166)Ma NaNo ratings yet
- Kiritsis SolutionsDocument200 pagesKiritsis SolutionsSagnik MisraNo ratings yet
- Guyana and The Islamic WorldDocument21 pagesGuyana and The Islamic WorldshuaibahmadkhanNo ratings yet
- Evolution Army 3 R DadDocument341 pagesEvolution Army 3 R DadStanisław DisęNo ratings yet
- Module 2 MANA ECON PDFDocument5 pagesModule 2 MANA ECON PDFMeian De JesusNo ratings yet
- Aleutia Solar Container ClassroomDocument67 pagesAleutia Solar Container ClassroomaleutiaNo ratings yet
- Bolt Grade Markings and Strength ChartDocument2 pagesBolt Grade Markings and Strength ChartGregory GaschteffNo ratings yet
- Sem4 Complete FileDocument42 pagesSem4 Complete Fileghufra baqiNo ratings yet
- postedcontentadminuploadsFAQs20for20Organization PDFDocument10 pagespostedcontentadminuploadsFAQs20for20Organization PDFMohd Adil AliNo ratings yet
- Rajiv Gandhi University of Health Sciences, Bengaluru, KarnatakaDocument9 pagesRajiv Gandhi University of Health Sciences, Bengaluru, KarnatakaNavin ChandarNo ratings yet
- 8051 NotesDocument61 pages8051 Notessubramanyam62No ratings yet
- Interlocking Block TechnologyDocument15 pagesInterlocking Block TechnologyChaula Trivedi100% (5)
- Chapter - I Introduction and Design of The StudyDocument72 pagesChapter - I Introduction and Design of The StudyramNo ratings yet
- 20-Admission of PatientDocument3 pages20-Admission of Patientakositabon100% (1)
- Electrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tFrom EverandElectrical Engineering 101: Everything You Should Have Learned in School...but Probably Didn'tRating: 4.5 out of 5 stars4.5/5 (27)
- Transformed: Moving to the Product Operating ModelFrom EverandTransformed: Moving to the Product Operating ModelRating: 4 out of 5 stars4/5 (1)
- Analog Design and Simulation Using OrCAD Capture and PSpiceFrom EverandAnalog Design and Simulation Using OrCAD Capture and PSpiceNo ratings yet
- The Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneFrom EverandThe Age of Agile: How Smart Companies Are Transforming the Way Work Gets DoneRating: 4.5 out of 5 stars4.5/5 (5)
- Laws of UX: Using Psychology to Design Better Products & ServicesFrom EverandLaws of UX: Using Psychology to Design Better Products & ServicesRating: 5 out of 5 stars5/5 (9)
- 507 Mechanical Movements: Mechanisms and DevicesFrom Everand507 Mechanical Movements: Mechanisms and DevicesRating: 4 out of 5 stars4/5 (28)
- Articulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceFrom EverandArticulating Design Decisions: Communicate with Stakeholders, Keep Your Sanity, and Deliver the Best User ExperienceRating: 4 out of 5 stars4/5 (19)
- The Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsFrom EverandThe Design Thinking Playbook: Mindful Digital Transformation of Teams, Products, Services, Businesses and EcosystemsNo ratings yet
- Artificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureFrom EverandArtificial Intelligence Revolution: How AI Will Change our Society, Economy, and CultureRating: 4.5 out of 5 stars4.5/5 (2)
- The Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsFrom EverandThe Jobs To Be Done Playbook: Align Your Markets, Organization, and Strategy Around Customer NeedsRating: 5 out of 5 stars5/5 (1)
- CATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchFrom EverandCATIA V5-6R2015 Basics - Part I : Getting Started and Sketcher WorkbenchRating: 4 out of 5 stars4/5 (10)
- UX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesFrom EverandUX: Simple and Effective Methods for Designing UX Great Products Using UX Programming TheoriesNo ratings yet
- Delft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsFrom EverandDelft Design Guide -Revised edition: Perspectives- Models - Approaches - MethodsNo ratings yet
- A Baker's Dozen: Real Analog Solutions for Digital DesignersFrom EverandA Baker's Dozen: Real Analog Solutions for Digital DesignersRating: 4 out of 5 stars4/5 (1)
- Designing for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionFrom EverandDesigning for Behavior Change: Applying Psychology and Behavioral Economics 2nd EditionNo ratings yet
- Heat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersFrom EverandHeat Exchanger Design Guide: A Practical Guide for Planning, Selecting and Designing of Shell and Tube ExchangersRating: 4 out of 5 stars4/5 (13)
- Design for How People Think: Using Brain Science to Build Better ProductsFrom EverandDesign for How People Think: Using Brain Science to Build Better ProductsRating: 4 out of 5 stars4/5 (8)
- Design Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessFrom EverandDesign Thinking and Innovation Metrics: Powerful Tools to Manage Creativity, OKRs, Product, and Business SuccessNo ratings yet