Professional Documents
Culture Documents
04 - Manutenção Autônoma
Uploaded by
luciano2012Copyright
Available Formats
Share this document
Did you find this document useful?
Is this content inappropriate?
Report this DocumentCopyright:
Available Formats
04 - Manutenção Autônoma
Uploaded by
luciano2012Copyright:
Available Formats
Autonomous Maintenance
4.1 Autonomous Maintenance (Manuteno Autnoma)
Existem dois tipos de atividades autnomas: uma focada nas estruturas, ou seja, nas reas de alta intensidade de mquinas, a outra no trabalho, ou seja, nas reas de alta intensidade de atividades manuais. As atividades inerentes s mquinas e equipamentos so chamadas Manuteno Autnoma (Autonomous Maintenance) e as inerentes ao trabalho so definidas Organizao do Local de Trabalho (Workplace Organization).
4.1.1 O que
A manuteno autnoma faz parte das atividades que tm o objetivo de prevenir os problemas das mquinas e equipamentos e as pequenas paradas quando acontecem devido falta de manuteno das condies de base dos maquinrios. A manuteno autnoma no uma atividade especializada, mas deve ser apreendida e aplicada por todas as pessoas que operam na produo e que interagem cotidianamente com as mquinas e com os equipamentos. So baseadas nas competncias dos operadores e utilizam os cinco sentidos e instrumentos muito simples como pincis para remover a sujeira, coberturas de plstico para proteger partes dos maquinrios, etc. As operaes tpicas da manuteno autnoma so a limpeza, a lubrificao, a regulao de pequenos apertos, o controle da temperatura, o controle do barulho e das vibraes, as reparaes menores e os melhoramentos menores. A manuteno autnoma uma atitude sistemtica em relao ao melhoramento do sistema implantado no estabelecimento, a fim de que seja gerido de maneira autnoma, por parte dos operadores da produo: a inspeo, o controle e a restaurao das condies das mquinas, eliminando as causas de sujeira atravs da aplicao rigorosa de padres e do melhoramento contnuo dos padres. No que diz respeito manuteno autnoma e manuteno profissional, at o terceiro step, mesmo que as duas as atividades sejam de manuteno preventiva peridica, convm sempre separar as atividades, os times de trabalho e os padres de manuteno autnoma daqueles de manuteno profissional.
91
Pilares Tcnicos
4.1.2 Por que as mquinas estragam?
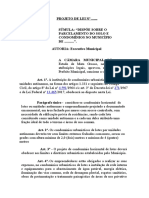
As mquinas podem estragar devido deteriorao ao aumento do stress ao qual so submetidas, perda das condies de base. Podem estragar tambm devido a um erro humano ou a erros de projeto. Figura 4.1.1 Por que as mquinas estragam?
1
Tempo
DETERIORAO
Falta da manuteo das condies de base
degradao forada
degradao natural
2 3 4 5 6
Falta de observao das condies operativas
Avaria
SOLICITAO EXCESSIVA
Falta restaurar as anomalias
POUCA ROBUSTEZ
Projeto da mquina com pontos fracos
Degradao
Baixa competncia dos operadores e manutentores
Falta de competncia dos manutentores
A deteriorao ocorre com o tempo, devido manuteno ineficaz, que no se preocupa em manter as condies de base das mquinas e equipamentos ou falta de competncias dos operadores que no executam corretamente as inspees. O aumento do stress e a solicitao excessiva, das mquinas e equipamentos, causada pelos erros no desenvolvimento das operaes (falta de competncia dos operadores) e das reparaes ou pelas condies operativas no observadas com rigor pelos operadores ou pela falta de manuteno das condies de base. O escasso enrobustecimento das mquinas o resultado de erros ou fraquezas ao projetar a mquina ou o componente, de erros na produo ou no equipamento. Para evitar a deteriorao das mquinas e dos equipamentos, necessrio assegurar a manuteno das condies de base. Isso se realiza atravs da manuteno preventiva, cujas atividades entram nos pilares Autonomous Maintenance e Professional Maintenance. Para evitar os erros dos operadores e dos tcnicos de manuteno, que so a causa do aumento do stress, se intervm com a formao. Contra os erros de projeto, se intervm com as atividades do pilar Early Equipment Management.
92
Autonomous Maintenance
4.1.3 Objetivos
Em uma primeira fase, o objetivo da manuteno autnoma a manuteno das condies de base dos equipamentos e dos maquinrios. Isso se realiza assegurando o uso correto das mquinas, da limpeza, da lubrificao e da segurana. O objetivo final da manuteno autnoma estabilizar as condies em que se operam as mquinas, melhorar a sua confiana e obter como resultado o prolongamento do seu ciclo de vida. Isso pressupe a definio e o melhoramento contnuo dos padres de manuteno e o incremento das competncias dos operadores, em termos de conhecimento das mquinas. Uma importante conseqncia da manuteno autnoma o melhoramento do resultado qualitativo da mquina sobre o produto.
4.1.4 O percurso de implementao
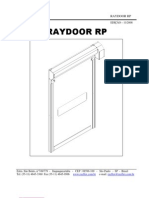
Figura 4.1.2 Os 7 steps em Autonomous Maintenance
STEP 7 STEP 6 STEP 5 STEP 4 STEP 3 STEP 2 STEP 1
Limpeza Inicial Identificao das fontes de sujeira e adoo de contramedidas Realizao dos padres iniciais Inspeo autnoma e melhoramento do padro Formao do sistema de mauteno autnoma Autogerenciamento do sistema de manuteno autnoma
Inspeo geral aplicao do padro
A lgica do percurso de realizao da manuteno autnoma prev que: antes de tudo, se reportem as mquinas e equipamentos s condies de base (step 1); se especifiquem as fontes de contaminao e se implementem as relativas medidas (step 2); portanto, se previnem da deteriorao forada, otimizando o primeiro padro de manuteno (step 3); sucessivamente, especificam-se nas mquinas as condies para a qualidade do produto e se tente melhorar o atual padro de manuteno autnoma, tornando-o mais eficaz (step 4 e 5); enfim, as novas regras e modalidades so interiorizadas pelas pessoas, que se tornam desse modo capazes de realizar as atividades de manuteno autnoma em plena autonomia (step 6 e 7).
93
Pilares Tcnicos
Os primeiros trs steps tm o objetivo de gerar uma mudana nas mquinas, passando pelas condies de sujeira, de dificuldade em limpar as mquinas, de periculosidade, lentido, condies de no confiabilidade, de parada e problema por condies de limpeza, segurana, confiana, e problemas zero. O step 2 o step crtico para a obteno das vantagens que derivam da manuteno autnoma. As atividades dos primeiros dois steps so tpicas de uma abordagem reativa. A aplicao dos steps 1-3 a chave para determinar as condies de base das mquinas e equipamentos. O quarto e o quinto steps tm a finalidade de gerar uma mudana nas pessoas. De fato, a inspeo conduzida diretamente pelos operadores produz a compreenso e a assuno de responsabilidades para o que e como controlar, tambm para a qualidade, tornando mais fcil o trabalho. Os operadores gradualmente assumem uma capacidade de realizar, em autonomia, as atividades de manuteno, equivalentes ao cuidado que os pais exercitam em relao sade dos filhos e que consente a eles procurar o mdico de famlia, que pode ser comparado ao tcnico de manuteno no caso das mquinas, quando realmente necessrio. necessrio considerar que a implementao do step 4 cara em termos de tempo e de dinheiro. necessrio, portanto, fazer uma avaliao atenta dos custos benficos desse step para justificar tambm economicamente a implementao. Os steps 3, 4 e 5 so tpicos steps em que as atividades so desenvolvidas com abordagem do tipo preventivo. O sexto e o stimo steps tm o objetivo de determinar uma mudana duradoura na gesto da manuteno, atravs do andamento no regime do novo sistema de manuteno autnoma, em que ao responsvel atribuda prpria rea de trabalho, em termos de qualidade e confiabilidade das mquinas.
Figura 4.1.3 AM: O contedo dos 7 steps
Step Motivao 0 1 2 Contedo do Step Formao - Funo e condies dos equipamentos Limpeza inicial e controle Contramedidas para eliminar as fontes de contaminao e as reas de difcil acesso Desenvolvimento dos padres iniciais de limpeza, lubrificao e apertos Conduzir uma inspeo geral do equipamento Controle autnomo Institucionalizar a manuteno autnoma Completar a autonomia de AM Otimizao Padronizao Autogerenciamento Preveno da deteriorao Restaurao das condies de base
Mquina
3 4 5 Posto de trabalho 6 7
Pessoas
94
Autonomous Maintenance
Figura 4.1.4
Tempo mdio de realizao do sistema de manuteno autnoma nos estabelecimentos FIAT (sobre a base de experincia atualmente realizada)
0 - 2 Step
3 Step
Expanso em todo o estabelecimento do step 3
rea Modelo
Implementao sobre a rea modelo step 4
100 dias
3/6 meses
1 ano
4.1.5 Os steps 4.1.5.1 Step 0 Preparao
Atividade Realizao das atividades preliminares necessrias para a correta definio e implementao do sistema de manuteno autnoma. Anlise da Matriz C do Cost Deployment e especificao das perdas que tm origem nos problemas de mquinas e linhas. Anlise do layout dos maquinrios e classificao dos maquinrios (as atividades de manuteno autnoma so endereadas primariamente s mquinas do tipo AA e A, com gradual extenso s classes B e C(10)). Definio dos target dos projetos de manuteno autnoma (ex. 90% de reduo do tempo de limpeza no total das reas-modelos, mximo uma parada por ms por rea-modelo, nenhum problema na mquina crtica por falta das condies de base)(11). Especificao da rea modelo (rea ou pedao de UTE). Constituio do grupo de trabalho. Planejamento dos Projetos de manuteno autnoma.
(10) (11)
Vide tratativa feita no captulo sobre Pilar Professional Maintenance deste Guia. Target do estabelecimento de Melfi para abril de 2007, apresentado em sede de WCM, Auditoria abril de 2007.
95
Pilares Tcnicos
Figura 4.1.5
Tipos de mquinas para projetos AM Unidade Operativa Funilaria Estabelecimento de Melfi, auditoria abril 2007
Formao dos operadores da rea-modelo por parte dos tcnicos de manuteno o team leader
e o condutor devem tornar proprietrios da mquina (promover a compreenso de como ocorre deteriorao forada, divulgar o conhecimento relativo importncia da segurana nas atividades de AM, desenvolver a compreenso de como a mquina funciona e opera) e anlise/realizao dos esquemas de funcionamento das mquinas. Predisposio dos materiais necessrios para a realizao das atividades (o necessrio para acessar ao maquinrio e para as limpezas, a modulstica para a coleta dos dados, os cartes AM e as fichas para a coleta das anomalias contestadas). Auditoria do step 0.
Input
Matriz C do Cost Deployment
Output Mapa das habilidades de AM para os times envolvidos e Plano dos 100 dias, que contm o planejamento das atividades previstas para cada um dos primeiros quatro steps (de 0 a 3) de AM, includas para cada um step, as atividades de Auditoria e as aes corretivas necessrias para resolver as criticidades combatidas durante a Auditoria
96
Autonomous Maintenance
Atores Os times de projetos constitudos pelos operadores da rea-modelo e pelos tcnicos da manuteno. O responsvel pelo time o Lder do Pilar AM do estabelecimento Ferramentas
OPL (One Point Lesson, em portugus, Lio de um ponto) para o desenvolvimento das habilidades
dos operadores KPI
Know-how criado pelos operadores e medido com nmero de OPL emitidas e difundidas e com teste de entrada-sada STEP 0; nmero de operadores envolvidos na rea modelo. Ateno Assinala-se como ateno a se dar colocao com segurana das mquinas, para poder entrar nas linhas automatizadas e efetuar a limpeza. Mesmo que os procedimentos da colocao com segurana sejam simples, melhor que seja dada pelo time de manuteno profissional uma OPL sobre esse tema, para se obter um maior conhecimento das mquinas por parte do condutor e do responsvel pela linha. Na passagem do step 0 para 1, necessrio um acompanhamento por parte dos times de manuteno, ativados para os projetos, Professional Maintenance, aos times ativados para as atividades de inspeo, limpeza, lubrificao e controle, com a finalidade de reforar e consolidar as habilidades dos operadores na aplicao no campo.
97
Pilares Tcnicos
Figura 4.1.6
Exemplo de Plano das atividades de AM em 100 dias
98
Autonomous Maintenance
99
Pilares Tcnicos
4.1.5.2 Step 1 Limpeza inicial e inspeo
Atividades
Limpeza inicial e inspeo para remover a poeira e a sujeira que so a causa da deteriorao das
mquinas. Remover poeira e sujeira de todas as partes das mquinas. Expor atravs da fixao de cartes todas as irregularidades, como anomalias, fontes de sujeira, lugares inacessveis onde se acumula sujeira e fontes de defeitos de qualidade. Remover os objetos inteis e criar ordem e limpeza. Preencher a lista das anomalias.
Figura 4.1.7 Eliminao de poeira e sujeira rea modelo chassi Van Estabelecimento Sevel, auditoria junho 2007
Nessa fase, os operadores, depois de ter adquirido as noes de base sobre segurana, sobre como deve ser efetuada a limpeza, sobre os instrumentos e os equipamentos necessrios para efetuar a limpeza e sobre a ateno a que se deve ter ao se mover dentro da linha, tendo cuidado com as mquinas ao fazer a limpeza inicial. Remove-se toda a sujeira que existe na mquina e enquanto, faz se uma inspeo que permite especificar defeitos, anomalias problemas escondidos, que so assinalados nas fichas da mquina ou Cartes AM. Output
Lista das anomalias especificadas, com atribuio de cada uma a um responsvel e realizao de Quantificao custos/benefcios das atividades do step. Idias de melhoramento. Horas de formao e/ou OPL (One Point Lesson, em portugus, Lio de um ponto). Calendrio das intervenes de limpeza sobre as linhas.
uma ficha de reestruturao/melhoramento para cada anomalia.
Atores A atividade envolve todos os operadores da rea-modelo e guiada pelo Lder do Pilar da Unidade Operativa. No lanamento das atividades de Manuteno Autnoma na primeira limpeza, melhor que participe o diretor do estabelecimento, para criar envolvimento e adeso dos operadores de linha.
100
Autonomous Maintenance
Ferramentas Cartes AM so cartes que esto afixados nas mquinas, correspondentes aos pontos crticos especificados, e podem assinalar problemas, dar indicaes para reestruturar uma condio inicial, fornecer sugestes para melhorar. Os Cartes AM, em geral, so azuis se indicam atividades que os condutores, team leader, operrios devem desenvolver; vermelhos se so referentes a atividades que o tcnico da manuteno deve desenvolver. Figura 4.1.8 AM realizados no estabelecimento de Melfi e os cartes azuis so solucionados pelos operrios, e os cartes vermelhos, pelos manutentores
KPI
Nmero de cartes emitidos por semana. (Considera-se que, para uma mquina mediamente
complexa, nas primeiras duas/trs semanas de atividades de limpeza e de inspeo, um indicador de sucesso a emisso de 300 a 400 cartes). Cartes fechados em relao a cartes emitidos por semana. Nmero dos Quick Kaizen realizados. Saving em relao a limpezas tcnicas da rea-modelo. Obedincia ao calendrio das intervenes de limpeza nas linhas: horas totais na semana, horas de limpeza feitas na hora extra de trabalho. Figura 4.1.9 Acompanhamento dos cartes emitidos e cartes retirados Estabelecimento de Melfi, auditoria abril 2007
101
Pilares Tcnicos
Ateno
Tornar disponveis as mquinas para a limpeza sem determinar impactos pesados na continuidade
da produo. necessrio organizar pausas feitas ad hoc, em conformidade com fluxos e com o mix de produo ou realizar as atividades de limpeza e de inspeo nos perodos em que as mquinas esto paradas (durante a noite, ou ento, no sbado e no domingo). Assegurar o envolvimento dos operadores nas atividades de limpeza. Para tal objetivo, todos os estabelecimentos adotaram a resinagem em branco de todos os pavimentos da oficina. Desse modo, a necessidade de eliminar as causas da sujeira com intervenes tcnicas emerge com clareza, como responsabilidade de todos, e de remover a sujeira gerada por causas fortuitas ou por distrao das pessoas compreendida como atividade normal de cada um. Os operadores compreendem a importncia de no sujar para minimizar o tempo de limpeza. Entrar no particular de cada componente para verificar a necessidade da lubrificao, tambm envolvendo o fornecedor. Freqentemente, nos estabelecimentos, se acredita que no exista nada a ser lubrificado a mais do que j se faa, mas nos detalhes se descobrem exigncias posteriores.
4.1.5.3 Step 2 Individualizar as fontes de sujeira e tomar as medidas
Atividade
Individualizar as fontes de sujeira e as zonas de difcil acesso. Adotar as medidas em relao s fontes de sujeira e as zonas de difcil acesso e tornar a limpeza Reduzir o tempo para a limpeza, a inspeo e a lubrificao.
mais fcil.
Output
Lista das fontes de sujeira e das medidas a ser aplicadas para eliminar as fontes de sujeira.
102
Autonomous Maintenance
Figura 4.1.10 Zona de difcil acesso e contramedidas Unidade Operativa Prensas Estabelecimento de Cassino, auditoria maio 2007
Ferramentas
Quick Kaizen: atividades de Problem Solving (Soluo de Problemas) que utiliza a tcnica PDCA
para intervir nas causas de sujeira encontradas e remov-las.
Figura 4.1.11 Quick Kaizen realizado no estabelecimento Sevel, auditoria Maio 2007
103
Pilares Tcnicos
KPI
Nmero de medidas realizadas em relao s fontes de sujeira especificadas. Eficcia da medida: por exemplo, custo dos materiais eliminados de proteo (como carto
ou celofane utilizados para proteger a mquina da sujeira) seguido da eliminao da fonte de sujeira. Reduo do tempo de limpeza. Reduo do tempo de lubrificao. Reduo do tempo de inspeo. Quantificao dos custos, benefcios do step. Figura 4.1.12 KPI do step 2 reduo do tempo de limpeza da linha das laterais 198 Estabelecimento Cassino, auditoria Maio 2007
Ateno Ao calcular os custos/benefcios, necessrio levar em conta as economias derivadas da diminuio das atividades de limpeza tcnica anteriormente realizadas pelo fornecedor externo. necessrio calcular tambm as economias derivadas da eliminao dos desperdcios de materiais e energia associados eliminao da fonte de sujeira (ex. leo etc.).
4.1.5.4 Step 3 Realizao do Padro inicial de automanuteno
Especificadas as fontes de contaminao, as relativas medidas tornam-se o primeiro padro de limpeza e controle. Atividade
Criar padres iniciais de limpeza, inspeo, lubrificao, pequenos apertos, controles visuais, que
permitem efetuar as operaes com o menor tempo e esforo (especificam lugares e partes do maquinrio, tempos, freqncia, modalidades de realizao/padro de regulao, atribuio da responsabilidade de realizao) Melhorar a eficcia do controle introduzindo instrumentos de gesto vista do controle. Zerar os problemas devido falta de condies base (ou seja, devido falta de AM) sobre mquinas crticas
104
Autonomous Maintenance
Output
Padro/Plano de automanuteno. Contm: o nome da mquina, a sua decomposio em
componentes, o padro de limpeza, inspeo e lubrificao por cada uma das subpartes (ex. componente), os mtodos e os instrumentos a serem utilizados, a periodicidade de efetuao, a pessoa responsvel, o planejamento dirio ( importante que o detalhe do planejamento seja dirio e no semanal e que no plano sejam assinalados somente os problemas que levam perda das condies base, ou seja, falta de AM) KPI
Custos/benefcios do padro/plano de manuteno Custos/benefcios das atividades iniciadas do step 0 ao step 3 Andamento do problema em mquinas crticas
Figura 4.1.13 Trend das avarias das mquinas das reas modelo Estabelecimento Pomigliano, auditoria 2007
Ateno Para avaliar os custos/benefcios das atividades iniciadas do step 0 ao step 3, necessrio: verificar, para cada mquina, objeto de intervenes de AM, de quanto so diminudas as perdas econmicas assinaladas pelo Cost Deployment. necessrio, tambm, monitorar a eficincia da mquina; consolidar os dados da economia em cima das limpezas tcnicas de estabelecimento operadas pelos fornecedores; definir e calcular a economia que deriva da alocao horas de limpeza, lubrificao, inspeo e microrregulagens do ciclo do tcnicos de manuteno ao ciclo dos operadores (ex. condutores); calcular os custos das horas de mquina parada, dos equipamentos, dos materiais, da formao necessria para desenvolver as habilidades de automanuteno dos operadores e das eventuais horas extras que tornaram-se necessrias; reclassificao das mquinas e dos componentes em termos de AA, A, B e C, tal classificao deve ser especfica para AM. Ou melhor, na classificao das mquinas devem ser inseridos os dados relativos aos problemas levados pela falta das condies de base, que so indicados no plano de AM.
105
Pilares Tcnicos
Figura 4.1.14 Quick Kaizen de um projeto de AM realizado em um projeto de Cassino, auditoria 2007
As atividades dos steps 4, 5, 6 e 7 tm carter indicativo, porque nesses steps, no momento de redao deste guia, no existem aplicaes difundidas nos estabelecimentos.
4.1.5.5 Step 4 Conduzir uma inspeo geral das mquinas e equipamentos
Se os primeiros steps tm o objetivo de prevenir a deteriorao das mquinas e manter as condies de base (de limpeza, de inspeo e de lubrificao) para o seu correto funcionamento, para o step 4 so fundamentais a formao e a capacitao dos responsveis nas caractersticas tcnicas das (mquinas e equipamentos), para aumentar a sua habilidade para descobrir os maus funcionamentos e, com a ajuda dos especialistas, para elaborar o plano de inspeo geral. Nesse step, tambm fundamental a formao sobre os aspectos qualitativos da mquina e do produto, ou seja, por meio de quais parmetros a mquina influencia nos aspectos qualitativos do produto. Atividade
Desenvolver as competncias para a inspeo Desenvolver as competncias dos operadores/responsveis, em termos de qualidade do produto Levar todas as mquinas e os equipamentos ao mximo das suas condies, submetendo-as a
e de como a mquina incide sobre a qualidade do produto
uma inspeo geral Operar modificaes nas mquinas e equipamentos para facilitar os controles Ampliar os controles visuais Para as Prensas e a Funilaria na especificao, as atividades de inspeo geral so as seguintes: Adotar medidas contra os problemas; Descobrir e eliminar os pequenos defeitos;
106
Autonomous Maintenance
Minimizar as breves paradas observando e mantendo os padres operativos; Tomar medidas contra as regulagens mal feitas para evitar as paradas rpidas; Identificar os componentes crticos, aplicando o mtodo PPA (Processing Point Analysis) aos
pontos importantes para a qualidade, identificar os pontos a ser inspecionados e estabelecer os padres de inspeo; Definir intervenes de manutenes peridicas. Para a Pintura, as atividades de inspeo geral so as seguintes: Instruir os operadores sobre os conhecimentos de base sobre as mquinas e equipamentos e aumentar as suas habilidades de manuteno; Fazer com que os operadores compreendam os princpios e os padres do equipamento de pr-tratamento, do equipamento de secagem, do sistema de ventilao, dos equipamentos automticos, etc.; Formular padro de trabalho para ajudar a manuteno da limpeza e da lubrificao com o menor tempo e esforo; Tomar medidas contra os pequenos defeitos do equipamento e do material: luzes, instalaes fixas, instrumentos; verniz, ar, gua; eletricidade, equipamentos automticos; Procurar as causas de desperdcio de verniz, de sujeira e de impureza e tomar medidas; Aumentar a eficincia da inspeo introduzindo controles visuais; Ampliar as habilidades de inspeo, utilizando os manuais de inspeo; Tornar visveis os componentes do equipamento para simplificar a inspeo; Modificar os equipamentos para facilitar a inspeo.
4.1.5.6 Step 5 Conduzir uma inspeo geral do processo
Escopo desse step fornecer instrues sobre o desempenho, sobre as operaes do processo e sobre os mtodos para gerir os fenmenos anormais para melhorar a confiabilidade operacional, atravs do desenvolvimento das competncias de processo dos operadores. Objetivo do step tambm prevenir duplicaes ou omisses de inspeo integrando os padres previstos para cada equipamento nos padres de inspeo peridica do processo inteiro ou rea. Nas Prensas, as atividades deste step so: fornecer instrues sobre o desempenho do processo, sobre as operaes e sobre os mtodos para gerir os fenmenos anormais para melhorar a confiabilidade operacional e para ter operadores competentes no processo; estabelecer funes claras para a produo e para a manuteno, finalizadas a alcanar zero breakdown, zero defeito e a reduo das microparadas; prevenir duplicaes ou omisses de controles, incorporando os padres provisrios de limpeza e inspeo de cada mquina dentro dos padres de manuteno peridica para o processo inteiro ou rea. Na Montagem, as atividades deste step so: fornecer instrues sobre o desempenho do processo, sobre as operaes e sobre os mtodos para gerir os fenmenos anormais para melhorar a confiabilidade operacional e ter operadores competentes no processo; melhorar a qualidade da soldagem, estabelecendo padres operativos e aplicando o mtodo das cinco condies para zero defeito; prevenir duplicaes ou omisses de controles incorporando os padres provisrios de limpeza e de inspeo de cada mquina dentro dos padres de manuteno peridica para o processo inteiro ou rea. Aplicar a manuteno corretiva. Na Pintura, as atividades deste step so: fornecer instrues sobre o desempenho do processo, sobre as operaes e sobre os mtodos para gerir os fenmenos anormais para melhorar a confiabilidade operacional e ter operadores competentes no processo; rever os padres provisrios de limpeza, controle e lubrificao;
107
Pilares Tcnicos
Prevenir duplicaes ou omisses de controles incorporando os padres provisrios de limpeza
e de inspeo de cada mquina dentro dos padres de manuteno peridica para o processo inteiro ou rea. Aplicar o mtodo PPA aos problemas crticos de qualidade, analisar os mecanismos que os geram e tomar as medidas oportunas;
4.1.5.7 Step 6 Institucionalizar a manuteno autnoma
Escopo deste step reduzir a variao do tempo de ciclo, instituindo procedimentos e padres claros para uma manuteno autnoma segura e melhorando os procedimentos de setup e de work in process. Escopo deste step tambm instituir um sistema de autogesto dos fluxos do local de trabalho, dos equipamentos, dos produtos finais, dos dados. Nas Prensas, as atividades deste step so: tornar o controle mais simples; realizar a manuteno para a qualidade e para a segurana estabelecendo procedimentos claros e padres para a manuteno autnoma; reduzir o work in process; instituir um sistema de autogesto dos fluxos do local de trabalho, dos equipamentos, dos produtos finais, dos dados; instituir um sistema de gesto da produo na Unidade Operativa Prensas. Na Montagem, as atividades deste step so: tornar o controle mais simples; realizar a manuteno para a qualidade e para a segurana, estabelecendo procedimentos claros e padres para a manuteno autnoma; reduzir o work in process instituir um sistema de autogesto dos fluxos do local de trabalho, dos equipamentos, dos produtos finais, dos dados; tomar medidas contra as mudanas de takt time; instituir processos facilmente controlveis. Na Pintura, as atividades deste step so: realizar a manuteno para a qualidade e para a segurana, estabelecendo procedimentos claros e padres para a manuteno autnoma; reduzir o work in process entre a Pintura e a Montagem; instituir um sistema de autogesto dos fluxos do local de trabalho, dos equipamentos, dos produtos finais, dos dados.
4.1.5.8 Step 7 Praticar a completa autogesto da manuteno autnoma
Escopo deste step melhorar as atividades e padronizar os melhoramentos em linha com as polticas e os objetivos do estabelecimento e reduzir os custos, eliminando os desperdcios no local de trabalho. Nas Prensas, as atividades deste step so: Melhorar posteriormente as mquinas mantendo um registro preciso dos dados de manuteno (ex. MTBF). Na Montagem, as atividades deste step so: Melhorar posteriormente as mquinas, mantendo um registro preciso dos dados de manuteno (ex. MTBF) e analisando-os. Na Pintura, as atividades deste step so iguais quelas das Unidades Operativas, com uma ateno especfica para alcanar uma reduo substancial da poeira e da sujeira.
108
Autonomous Maintenance Melhores Prticas
4.1.6 Melhores prticas Reduo das projees de soldagem puno esquerda Unidade Operativa Montagem no estabelecimento de Termini Imerese Auditoria de junho de 2007
No mbito da implementao do step 2 do pilar Manuteno Autnoma na Unidade Operativa Montagem (reduo das causas de sujeira), se confrontou com o problema dos resduos de soldagem. A rea-modelo definida aquela das Puntoni, aps a anlise dos dados de perda, segundo as lgicas e o mtodo do Cost Deployment. Os resduos de soldagem so particularmente comuns nas ferragens de montagem e so representadas pelo fenmeno externo das fascas que, alm de ser perigosas para quem trabalha nas vizinhanas das pinas de soldagem, provocam uma grande quantidade de resduos slidos que espirram e sujam toda a rea. O ponto em chamas tambm pode mostrar alguns problemas qualitativos tanto de tipo esttico quanto funcional. Figura 4.1.15 Situao dos resduos de soldagem gerados no rob antes e depois do projeto de AM
A reduo/eliminao das fascas durante a soldagem dos particulares, portanto, leva importantes vantagens: melhora o ambiente, menor incidncia de riscos de infortnios; reduo das causas de sujeira e conseguinte reduo dos tempos de limpeza da rea de trabalho; melhoramento da qualidade esttica do ponto de vista de soldagem; melhoramento da qualidade funcional do ponto de soldagem; reduo das paradas. A situao de partida era muito crtica, porque a presena de fascas era mediamente presente em torno dos 50% dos pontos totais de soldagem. Foram, portanto, reconhecidos os pontos crticos, que geravam fascas para cada pina de soldagem. Para cada ponto de soldagem, foi identificado: a espessura da chapa; o nmero de programa com o qual se estava soldando; a espessura equivalente; a presena de fascas: o critrio utilizado foi aquele de uma amostra de 10 pedaos para cada ponto para constatar a cronicidade do fenmeno. Considerou-se ponto crtico a presena de fascas em 50% das observaes; o componente soldado.
109
Autonomous Maintenance Melhores prticas
Figura 4.1.16 Atividade e metodologia aplicada - Anlises 4M
Decidiu-se, portanto, definir a situao de partida dos programas de soldagem em uso, do ponto de vista tcnico. Para todos os programas de soldagem em uso, identificados na atividade anterior, foram formalizados os parmetros tcnicos organizados na gaveta de soldagem (dispositivo em que se memorizam os diferentes parmetros de soldagem que so enviados s pinas de soldagem). Figura 4.1.17 Levantamento e formalizao dos programas de soldagem em uso
Construiu-se a curva paramtrica de presso de pina. Sucessivamente, partindo dos programas identificados e com o suporte do tcnico em robtica equipado do dinammetro eletrnico, foi dado um impulso s pinas para verificar a fora de fechamento. Tal atividade foi repetida trs a quatro vezes por programa, variando o parmetro para construir a curva paramtrica. Foram, portanto, definidos a curva paramtrica e os novos parmetros de pinas. Verificou-se finalmente a coerncia dos programas de soldagem memorizados e em uso com os parmetros indicativos pelo manual. Para cada espessura equivalente, foi efetuado um estudo aprofundado mediante Manual Fiat, Tabelas automticas de soldagem realizadas pelas tecnologias, confrontando os dados dos manuais e os resultados das tabelas.
110
Autonomous Maintenance Melhores Prticas Como resultado, foram corrigidos os parmetros existentes e definiram-se alguns novos parmetros de soldagem para cada ponto, de acordo com especificaes. Figura 4.1.18 Anlise manual da soldagem por espessura com indicao dos parmetros de referncia
Foram, portanto, organizados novos parmetros de soldagem por pina e pde-se verificar a boa qualidade do ponto de solda com o novo programa de soldagem organizado para todo o ciclo de vida do eletrodo (prova obtida de pontos) com resultados positivos de 100%. Os resultados do trabalho desenvolvido foram bem positivos, tanto do ponto de vista quantitativo (reduo dos resduos de solda, reduo dos tempos de limpeza da rea, reduo das paradas de equipamento) quanto do ponto de vista qualitativo (ambiente de trabalho mais limpo, qualidade dos pontos). Alm disso, deve-se enfatizar como importante resultado a satisfao e a motivao de todas as pessoas envolvidas. Figura 4.1.19 Resultados
As atividades realizadas permitiram obter resultados tambm maiores daqueles esperados; todavia, o trabalho a ser efetuado ainda muito imponente, considerando a quantidade de pontos de solda que pegam fogo em toda a Unidade Funilaria. Em vista da divulgao da metodologia, esto tentando realizar um Manual Operativo para Condutores e Tcnicos de manuteno nos parmetros de soldagem e programao das pinas, na qual sero formalizadas para cada parmetro de programao as tabelas com os valores de referncia e as principais advertncias. Neste modo, o trabalho efetuado tornar patrimnio geral da Funilaria de Termini Imerese e o tempo de divulgao ser mais breve. Alm disso, para aqueles pontos que continuam crticos, ser efetuada uma anlise ulterior para extinguir os fenmenos de chuviscos. (12).
(12)
Responsvel pelo Projeto de reduo dos resduos de soldagem, Unidade Operativa Funilaria, estabelecimento de Termini Imerese, junho de 2007.
111
Autonomous Maintenance
OS NVEIS DE DESENVOLVIMENTO DE AUTONOMOUS MAINTENANCE
0. No h atividades para envolver os operadores na manuteno cotidiana e no melhoramento. 1. Foram escolhidas as mquinas modelo entre os maquinrios AA com as maiores perdas por avarias devido falta de condies de base e foram implementados corretamente os Steps 1-3 para corrigir os padres. Introduzida a gesto visual (ex. Segurana, instrumentos, manuais, nveis de leo, aparelhos de controle, etc.). A programao do CIL (Limpeza, Inspeo, Lubrificao) mostrada de maneira visual na mquina e respeitada. So feitas auditorias regulares nos steps, cujo xito visualizado e atualizado. 2. Se economicamente justificado, Step 4 para mquinas modelo. Foram completados os Step 1 Step 3 em 50% das mquinas classe AA/A. Os KPIs so medidos regularmente pelos operadores. Existe um local dedicado ao treinamento. A anlise custos / benefcios demonstra os benefcios da AM. 3. Se economicamente justificado, Step 5 para mquinas-modelos. Step 1 Step 3 (4) em todas as mquinas de classe AA/A. Step 1 Step 3 nas mquinas de classe A. 4. Se economicamente justificado, Step 6 para mquinas-modelos. Step 5 para as mquinas de classe AA/A. Step 1 Step 3 (4) em todas as mquinas de classe AA + A. 5. Se economicamente justificado, Step 7 para mquinas-modelos. Step 6 para as mquinas de classe AA. Step 1 Step 3 (4 - 5) em todas as mquinas de classe AA+A. A autonomia comea a existir e se difunde das mquinas-modelo para as mquinas de classe A e gradualmente para as de classe B, com justificativa econmica.
112
You might also like
- Tabela de Códigos de Falhas Injeção Diesel Marelli 8DF3 Proconve L6Document49 pagesTabela de Códigos de Falhas Injeção Diesel Marelli 8DF3 Proconve L6Miguel Chacon100% (12)
- Questionário Educação Ambiental 1Document5 pagesQuestionário Educação Ambiental 1Rafael CostaNo ratings yet
- AVA UNIP - QUESTIONÁRIO DE TERMODINÂMICA APLICADADocument4 pagesAVA UNIP - QUESTIONÁRIO DE TERMODINÂMICA APLICADAEliseu ManoelNo ratings yet
- Toyota Aqua 35,4 km/lDocument3 pagesToyota Aqua 35,4 km/lTesteArquivosNo ratings yet
- Procedimentos para liberação operação teste usinasDocument3 pagesProcedimentos para liberação operação teste usinasWanderson SantosNo ratings yet
- Lista de componentes da bomba hidráulicaDocument5 pagesLista de componentes da bomba hidráulicaRPMAQNo ratings yet
- 5°ano - Apostila InterdisciplinarDocument19 pages5°ano - Apostila InterdisciplinarNatan VidalNo ratings yet
- Sistema eletrônico VW 1.0 EA111Document1 pageSistema eletrônico VW 1.0 EA111NEOREL86% (28)
- Apostila PDFDocument65 pagesApostila PDFPatrícia Machado Sebajos VazNo ratings yet
- Yto Ytr4105g69Document62 pagesYto Ytr4105g69Bruno RodriguesNo ratings yet
- Como Montar Uma Pet ShopDocument5 pagesComo Montar Uma Pet ShopJulio Cesar RogérioNo ratings yet
- Energia Chi explicadaDocument27 pagesEnergia Chi explicadaMarcio LucenaNo ratings yet
- Check list limpeza áreasDocument12 pagesCheck list limpeza áreasThiago Mendes Gomes100% (1)
- Questionários de Combustiveis e Sistemas de CombustiveisDocument4 pagesQuestionários de Combustiveis e Sistemas de Combustiveisfernandofrmoraes100% (6)
- Manual Teì Cnico Side by Side Electrolux SS77XDocument78 pagesManual Teì Cnico Side by Side Electrolux SS77XLeandro Soto100% (1)
- Cat Linha Pesada PDFDocument293 pagesCat Linha Pesada PDFjuiltonNo ratings yet
- Ar-Condicionado Sem Vento Samsung WindFree - Frio - 22.000 Btus (220V) 2021 Samsung BrasilDocument1 pageAr-Condicionado Sem Vento Samsung WindFree - Frio - 22.000 Btus (220V) 2021 Samsung BrasilThalissonNo ratings yet
- Iluminação IndustrialDocument48 pagesIluminação IndustrialLuann QueirozNo ratings yet
- Engenharia Elétrica Manutenção Montagem DossiêDocument22 pagesEngenharia Elétrica Manutenção Montagem DossiêdmercesNo ratings yet
- Siemens DisjntoresDocument11 pagesSiemens DisjntorestexsofwNo ratings yet
- Guia 2009&2010 Força AéreaDocument44 pagesGuia 2009&2010 Força AéreaXavierAraujoNo ratings yet
- Minuta de Lei Condominio de LotesDocument4 pagesMinuta de Lei Condominio de LotesLuiz Roberto MeneguettiNo ratings yet
- Manutenção predial: checklist completo para a conservação do imóvelDocument2 pagesManutenção predial: checklist completo para a conservação do imóvelcavalcantisstNo ratings yet
- GWH 160 - 250 - 325 BDocument12 pagesGWH 160 - 250 - 325 BBruno Romazzini de AraujoNo ratings yet
- Maxwell e a Teoria EletromagnéticaDocument3 pagesMaxwell e a Teoria EletromagnéticaJhonatan AlvesNo ratings yet
- Livro de Palma Forrageira PDFDocument128 pagesLivro de Palma Forrageira PDFEdvaldo Magalhães86% (7)
- Certificados Reiki MarileideDocument3 pagesCertificados Reiki MarileideThiago BragaNo ratings yet
- Mecânica Dos Fluidos - Feterm.odtDocument4 pagesMecânica Dos Fluidos - Feterm.odtLívia MariaNo ratings yet
- Acidez e BasicidadeDocument9 pagesAcidez e BasicidadeMarcelo LauNo ratings yet
- Guia completo para porta automática RAYDOOR RPDocument39 pagesGuia completo para porta automática RAYDOOR RPWalex Wanderson0% (2)