You might also like
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Bodor Fiber Lasers Cutting Machines User Manual-B PDFDocument75 pagesBodor Fiber Lasers Cutting Machines User Manual-B PDFCristiano Schuster64% (11)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Boeing BMS (Boeing Material Specification)Document7 pagesBoeing BMS (Boeing Material Specification)vic_ar_cla_ma100% (9)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Project Report On Electroforged Steel GratingDocument6 pagesProject Report On Electroforged Steel GratingEIRI Board of Consultants and PublishersNo ratings yet
- Indian and International Specifications For Iron and Steel ProductsDocument4 pagesIndian and International Specifications For Iron and Steel ProductskbasawaNo ratings yet
- Lucy Lighting Fortress Feeder Pillars CatalogueDocument32 pagesLucy Lighting Fortress Feeder Pillars Catalogueramesh1950No ratings yet
- Dasco Louvers PDFDocument52 pagesDasco Louvers PDFali_habib_41No ratings yet
- Carbon&Low-Alloy Steel Sheet and StripDocument5 pagesCarbon&Low-Alloy Steel Sheet and Stripducthien_80No ratings yet
- Week 5 - Chemical Machining (CHM)Document39 pagesWeek 5 - Chemical Machining (CHM)Luis Gustavo PachecoNo ratings yet
- System Model Construction: CombitechDocument24 pagesSystem Model Construction: CombitechAdam JurkiewiczNo ratings yet
- Manufacturing Processes and Technology (Mem360) 2Document13 pagesManufacturing Processes and Technology (Mem360) 2Azhar HafiqNo ratings yet
- C-2107499 - KONE - ESCALATOR - TM110 - Technical - Specification en - USDocument13 pagesC-2107499 - KONE - ESCALATOR - TM110 - Technical - Specification en - USSabeeh KhanNo ratings yet
- MagnaBend UserManualDocument32 pagesMagnaBend UserManualLuo AmyNo ratings yet
- ME6302 Manufacturing Technology IDocument10 pagesME6302 Manufacturing Technology IGANESH KUMARNo ratings yet
- Exhibitor ListDocument4 pagesExhibitor ListRajiv ShahNo ratings yet
- Lewis LeafletDocument2 pagesLewis LeafletVengatesh Hari100% (1)
- Adhiparasakthi Engineering College Department of Mechanical EngineeringDocument27 pagesAdhiparasakthi Engineering College Department of Mechanical EngineeringKms BasheerNo ratings yet
- Workshop PracticeDocument32 pagesWorkshop Practicemanipsg100% (2)
- S.No Process Description Fixture Requirement Instruments and Gauges Inspection Criteria RecordsDocument5 pagesS.No Process Description Fixture Requirement Instruments and Gauges Inspection Criteria RecordsRavi BabaladiNo ratings yet
- Systems Engineering Project DocumentationDocument37 pagesSystems Engineering Project DocumentationAna Sofia MirandaNo ratings yet
- NX Design (CAD) NX Manufacturing (CAM) : Unrestricted © Siemens AG 2017Document38 pagesNX Design (CAD) NX Manufacturing (CAM) : Unrestricted © Siemens AG 2017govindarajan017No ratings yet
- Mahindra StandardDocument6 pagesMahindra StandardSuresh Shinde67% (3)
- Complete Scania Range PDFDocument364 pagesComplete Scania Range PDFrajkiran_raj100% (4)
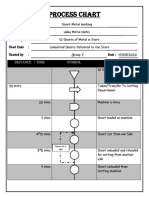
- Process Chart: Distance - Time Symbol ExplanationDocument5 pagesProcess Chart: Distance - Time Symbol ExplanationDEEPAK YNo ratings yet
- Hot & Cold WorkingDocument18 pagesHot & Cold WorkingMadushan MadushaNo ratings yet
- Brochure SigmaNest PDFDocument24 pagesBrochure SigmaNest PDFBoulHich BoulHichNo ratings yet
- Datenblaetter A4 graphitelaminatePSM EDocument2 pagesDatenblaetter A4 graphitelaminatePSM EkaramullahrasheedNo ratings yet
- Modular: Workshop, Construction Site, and Long Folding MachineDocument4 pagesModular: Workshop, Construction Site, and Long Folding MachineIlian AvramovNo ratings yet
- A Review On Modelling Techniques For Formability Prediction of Sheet Metal FormingDocument11 pagesA Review On Modelling Techniques For Formability Prediction of Sheet Metal Formingankita awasthiNo ratings yet
- Significance of - Reduction of Area in A Tensile TestingDocument6 pagesSignificance of - Reduction of Area in A Tensile Testinglram70No ratings yet
- Dressmaking DemonstrationDocument27 pagesDressmaking DemonstrationLea GarnaceNo ratings yet